На ряде прокатных станов кантовка полосы перед задачей ее в калибр и сама задача полосы осуществляются вручную.
Предметом описываемого изобретения является аппарат, который при установке его у прокатного стаиа ПОЗВОЛ5ГСТ механизировать как кантовку полосы, так и ее задачу в калибр.
Аппарат состоит из двух ocoбы способом профилироварп1ых ролпков. У каждого из них на некоторой части его окружности сделан косой плоский срез, причем у одного ролика этот срез сделан вверх и вправо, а у другого вниз и влево. Оси обоих роликов параллельны н расположены на таком расстоянии, что между обедами роликов образуется зазор, в который направляется кантуемая полоса.
При вращении роликов в противоположных направлениях, благодаря ассиметричному расположению срезов, зазор из наклонного положения постепенно переходит в вертикальное, одновременно суживаясь. Полоса по мере вращения ро.чиков кантуется и, кроме того,
зажимается. Прн дальне11шем вращенпн po.iHKn подают полосу вперед п задают ее в калибр. Затем зазор пач1п-1аст снова увелпчпваться, ролики постепенно освобождают по.юсу, которая перемещается , будучи захвачепа ва.ткамп калибра.
После завершения полного поворота ролики автоматически останавливаются в первоиачальном положении, а полоса свободно, не задевая роликов, проходпт через образовавщипся между HiiMii зазоп.
Задача полосы в калибр произойдет в том случае, если в исходном положении роликов расстоянпе от переднего конца по.тосы до п.юскости валков будет мспьще дуги задачи.
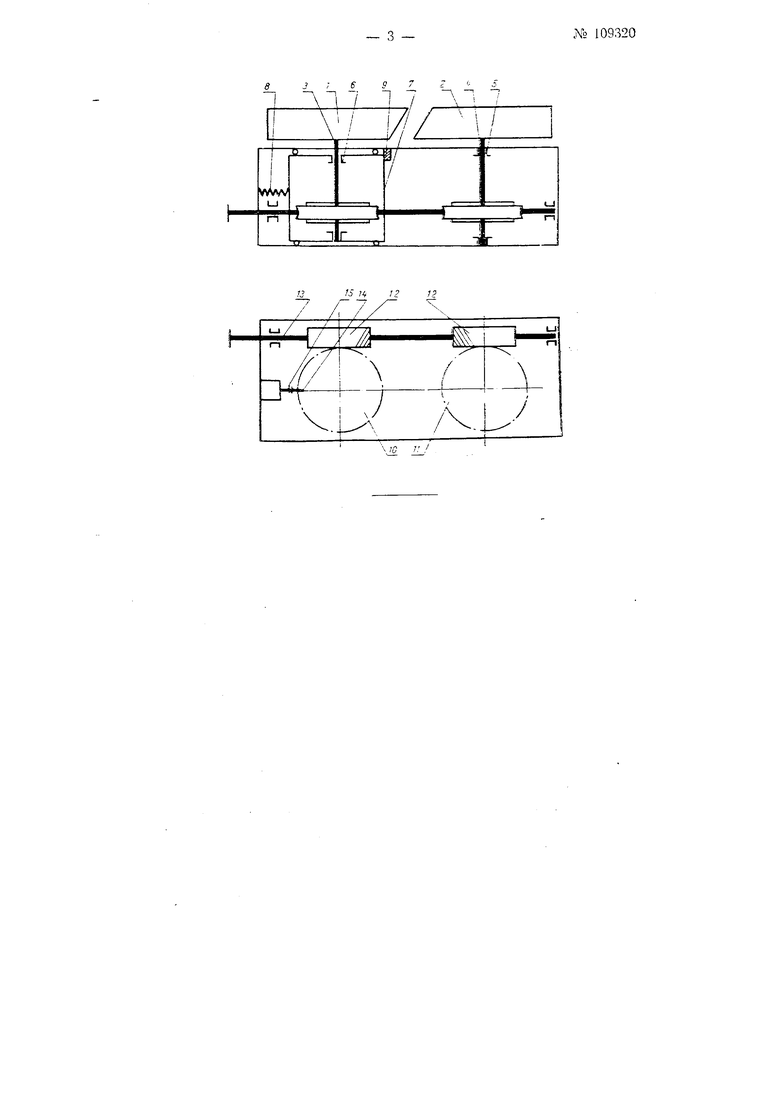
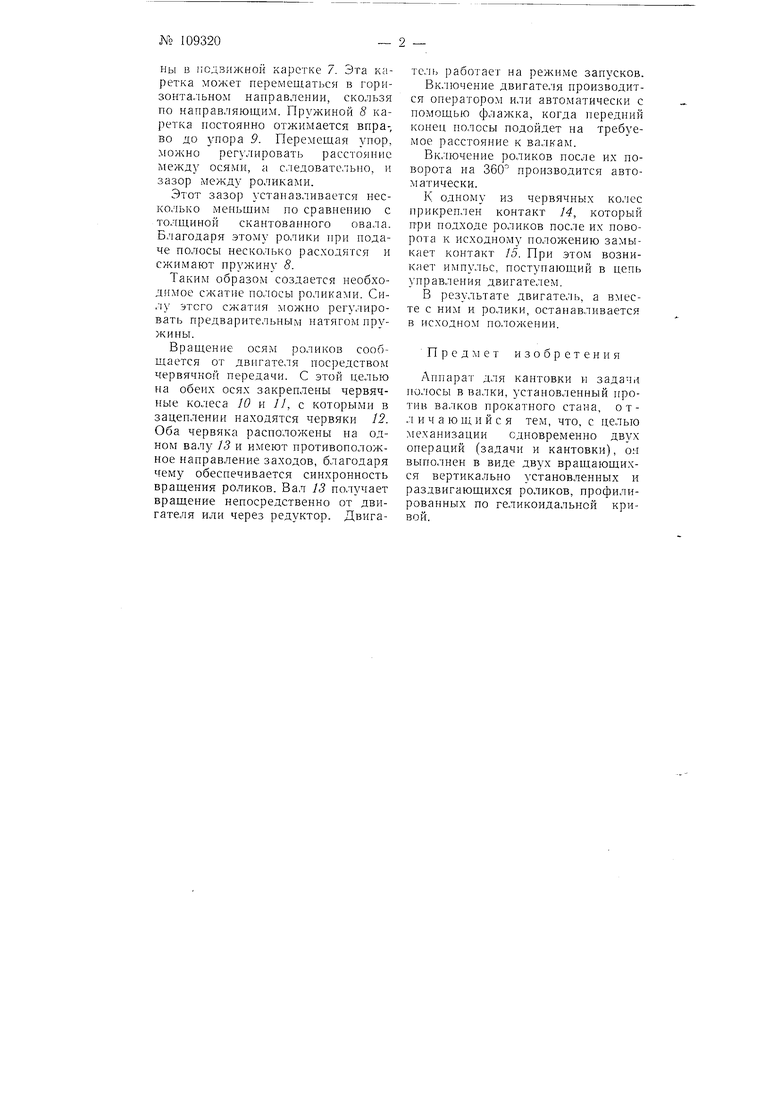
Па чертеже изображен описываемый прибор.
Аппарат конструктпвно оформлен следующим образом.
Ролики / н 2 неподвижно закреплены на осях 3 и 4. Оси ролнков вращаются в подщипииках. Подщипники 5 ролика 2 н.еподвпжио прикреплены к корпусу аппарата. Подщипники 6 ролика / закреплены в подвижной каретке 7. Эта каретка может перемещаться в горизонта.чьно.м направлении, скользя по направляющим. Пружиной 8 каретка постоянно отжимается вправо до упора 9. Перемещая упор, можно регулировать расстояние между ося.(и, а с,ледователы10, и зазор между роликамн.
Этот зазор устанавливается несколько меиьщим по сравнению с толщиной скантованного овала. Благодаря этому ролики при подаче полосы несколько рас.ходятся и сжимают нружину 8.
Таким образом создается необходимое сжатие полосы роликами. Си,iy этсго сжатия можно регулировать предварительным натягом пружины.
Вращение осям роликов сообщается от двигателя посредством червячной передачи. С этой целью на обеих осях закреплены червячные колеса 10 н 7/, с которыми в заценлении находятся червяки 12. Оба червяка расположены на одном валз 13 и имеют противоположное направление заходов, благодаря чему обеспечивается синхронность вращения роликов. Вал 13 нолучает вращение непосредственно от двигателя или через редуктор. Двигатель работает иа режиме запуеков.
Включение двигателя производится оператором или автоматически с помощью флажка, когда передний конец полосы подойдет на требуемое расстояние к валкам.
Включение роликов после их поворота на 360 производится автоматически.
К одному из червячных колес прикреплен контакт 14, который яри подходе роликов после их поворота к исходному положению замыкает контакт 15. При этом возникает импульс, поступающий в цепь управления двигателем.
В результате двигатель, а вместе с ним и ролики, останавливается в исходном положении.
Предмет изобретения
Аппарат для кантовки и задачи полосы в валки, установленный против валков прокатного стана, отличающийся тем, что, с целью механизации одновременно двух операций (задачи и кантовки), ом выполнен в виде двух вращающихся вертикально установленных н раздвигающихся роликов, профилированных по геликоидальной кривой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Непрерывный прокатный стан | 1968 |
|
SU298169A1 |
| Способ прокатки круглых заготовок | 1974 |
|
SU510280A1 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |