1
Изобретение относится к прокатному производству и может найти применение при реализации способа многоручьевой прокаткн на непрерывных мелкосортных и проволочных станах. На этих станах в черновых и промежуточных группах ведется прокатка одновременно двух или четырех заготовок, что создает определенные трудности в настройке идентичного режима натяжения по различным ниткам.
Известны способы многоручьевой прокатки двух и более чистовых и иромежуточных профилей, полученных из одной заготовки 1. При этом прокатывают одновременно из одной заготовки ряд овальных сечений, соединенных тонкими перемычками, при помопд,и специальных устройств раскат разрезают в продольном направлении на отдельные овальные полосы, которые затем кантуют для задачи в последующую клеть.
Последовательное выполнение указанных операций требует установки дополнительного оборудования для продольной резки и кантовки, усложняет настройку и эксплуатацию стана, снижая его производительность.
Целью изобретения является повышение производительности ц улучшение условий продольного разделения заготовок, что обеспечивает совмещение в одном предчистовом проходе операций формирования ряда овальных сечений, продольного разделения их на отдельные профили, кантовки последних на необходимый угол для задачи и прокатки в чистовой (чистовых) клети (клетях). Это достигается тем, что в предчистовой клети перед задачей полосы, состоящей из состыковаппых с помощью перемычек овалов, в разрезные валки начинают кантовать овальные полосы раската, причем кантовку полосы в валках осуществляют на угол, которым обеспечивается докантовка овалов при задаче их в чистовые валки на требуемые 90°.
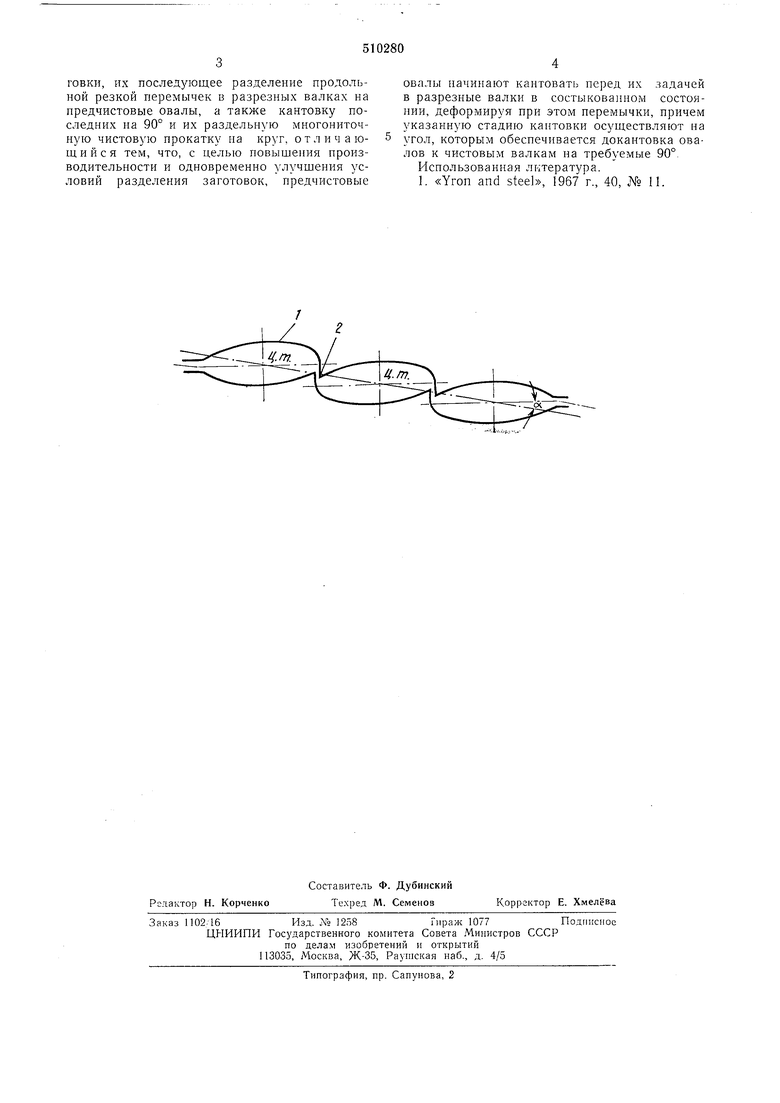
На чертеже показана одна из возможных схем расположения овальных калибров на валках предчистовой клети.
Овальные калибры 1 повернуты вокруг своих центров тяжести (ц. т.) на угол а за счет чего образованы режущие пары гребней 2, деформирующие перемычки между овалами. Угол сс поворота смежных овальных калибров определяется исходя из конкретных условий работы стана: расстояния до следующей (чистовой) клети и др. Объем металла в месте среза при кантовке будет испытывать дополнительные напряжения, что облегчает процесс продольной резки и улучшает качество поверхности раздела.
Формула изобретения
Способ прокатки круглых заготовок, включающий совместную многоручьевую прокатку ряда состыкованных сечений из одной загоговки, их последующее разделение продольной резкой перемычек в разрезных валках на нредчистовые овалы, а также кантовку последних на 90° и их раздельную многониточную чистовую прокатку на круг, отличающийся тем, что, с целью повышения производительности и одновременно улучшения условий разделения заготовок, предчистовые
овалы начинают кантоват ; перед их задачей в разрезные валки в состыкованном состоянии, деформируя при этом перемычки, причем указанную стадию кантовки осуществляют на угол, которым обеспечивается докантовка овалов к чистовым валкам на требуемые 90°. Использованная литература. 1. «Yron and steel, 1967 г., 40, № 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
1
