(Л
Щ
со
со
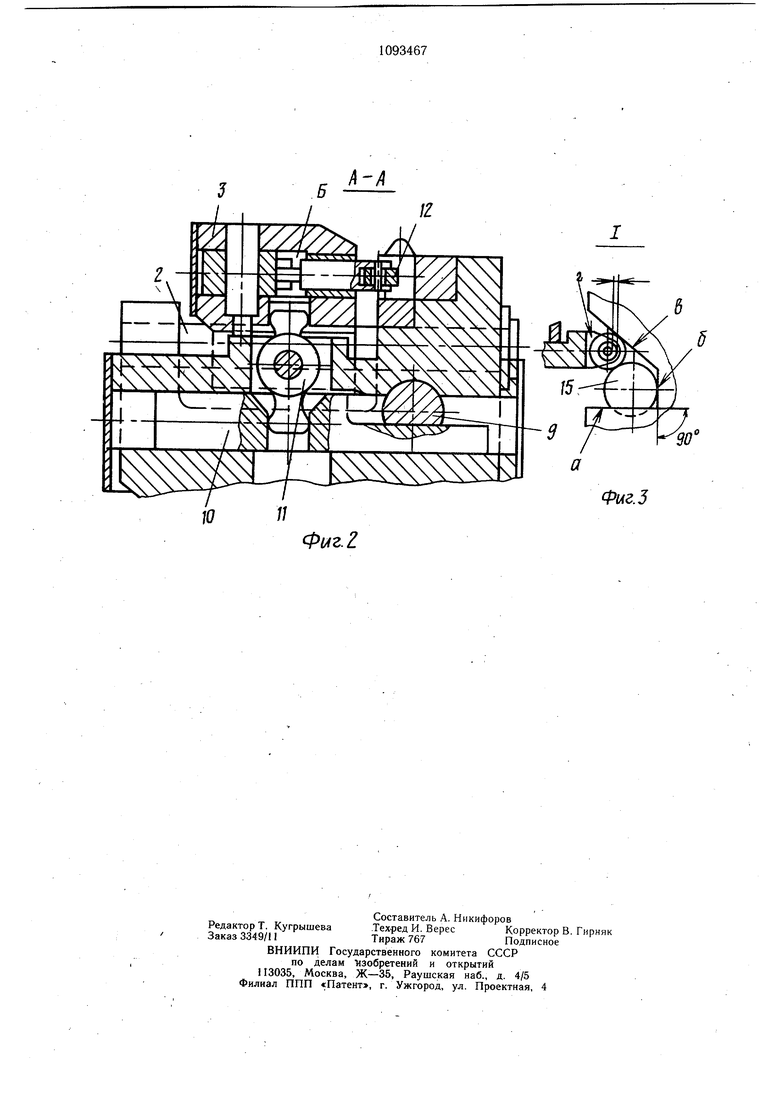
4 Од Изобретение относится к обработке материалов резанием, а именно к многоместным устройствам для закрепления цилиндрических деталей на металлорежущих станках. Известно лногомёстйое зажимное устройство, содержащее корпус, базовую планку с гнездами и рычажную систему с прижимными элементами I. Недостатком указанного устройства яв.ляется невысокая точность обработки, обусловленная тем, что детали базируются при закреплении по наклонным пазам гнезд. Наиболее близким техническим решением к предлагаемому является многоместное зажимное устройство, содержащее корпус, базовую планку с гнездами, подвижную каретку с прижимными роликами, установленными на оси,и рычажную систему с приводом 2. Недостатком известного устройства яв ляется невысокая точность обработки, обусловленная недостаточной жесткостью закрепления и точностью базирования деталей. Целью изобретения является повышение точности обработки путем увеличения жесткости закрепления и точности базирования деталей. Указанная цель достигается тем, что в могоместном зажимном устройстве, содержащем корпус,, базовую планку с гнездами, подвижную каретку с прижимными роликами, установленными на оси, и рычажную систему с приводом, каждое гнездо выполнено в виде прямоугольной трапеции, а каждый прижимной ролик установлен на оси с зазором и предназначен для взаимодействия с наклонной поверхностью гнезда. Такое выполнение устройства обеспечивает более точное базирование детали, так как для этого используется прямоугольная базовая поверхность гнезда и повышается жесткость закрепления детали, поскольку на ее упругую деформацию под действием сил зажима не влияют деформации других деталей, что обеспечивает повышение точности обработки деталей. На фиг. 1 изображено многоместное зажимное устройство, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1 (относительное расположение ролика и детали в гнезде устройства). Устройство содержит корпус I, направляющие колонки 2, на которых с возможностью перемещения установлена подвижная каретка 3 с отверстиями, в которые вмонтированы плунжеры 4. В каретке 3 имеются также паз Б, в котором размещены двуплечие рычаги 5-7. Рычаг 5 связан с кареткой 3 осью 8. Для перемещения каретки 3 от пневмоцилиндра (не показан) предназначены клин 9, плунжер 10 и рычаг П. В пазу плунжера 4 расположен прижимной ролик 12, установленный с возможностью свободного вращения с радиальным зазором на оси 13. Гнезда базовой планки 14 для перемещения в них деталей 15 имеют по три рабочие поверхности, две из которых предназначены для взаимодействия с деталью 15 по поверхностям (а, б), угол между которыми прямой, а третья (в) - для взаимодействия с прижимным роликом 12. Прямой угол „между поверхностями (а, б) необходим для точного базирования детали 15 относительно общей оси деталей 15 при зажиме. Плоскость (в) выполнена с наклоном для создания клинового зажима детали 15 с условием, что сила зажима направлена через прямой угол и точку пересечения плоскостей (а, б.). Эта плоскость взаимодействует с роликом 12 и не контактирует с деталью 15. Устройство работает следующим . образом. В каждое гнездо базовой планки 14 устанавливается деталь 15. Усилие, развиваемое пневмоцилиндром, передается клину 9, плунжеру 10 и через рычаг 11 подвижной каретке 3. Последняя совместно с плунжерами 10 и рычагами И перемещается по направляющим 2. При соприкосновении одного из плунжеров 4 с деталью 15 плунжер 4 останавливается, а каретка 3 продолжает двигаться, и через рычаги 5-7 усилие передается другим плунжерам 4. Поскольку ролики 12 установлены на оси с радиальным зазором при зажиме, они скользят по наклонной плоскости в гнезд базовой планки 14, а также по плоскости г вырезов в плунжерах 4, предотвращающей возможность вертикального поворота оси ролика 12, закрепляя деталь 15. Таким образом, каждая деталь 15 оказывается жестко и точно закреплена, так как поджата роликом 12 в Двух опорных плоскостях одновременно. Для разжима деталей 15 реверсируют движение пневмоцилиндра, клин 9 и плунжер 10 перемещаются в обратном направлении. Деталь 15 освобождается, каретка 3 вместе с плунжерно-рычажной системой возвращается в исходное положение. Благодаря такому выполнению устройства повыщается точность обработки за счет увеличения жесткости закрепления деталей и точности их базирования.
.2
Фиг. 5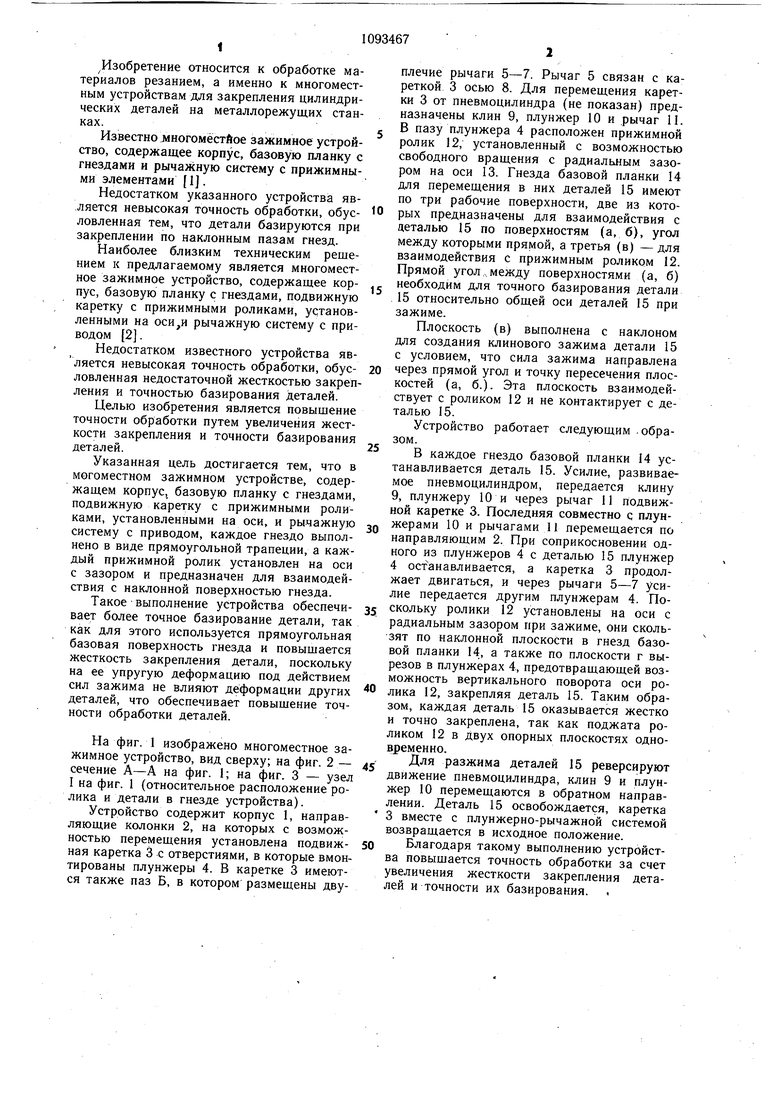
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Устройство для перемещения груза | 1982 |
|
SU1066909A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Загрузочное устройство | 1982 |
|
SU1085758A1 |
| Многоместное барабанное приспособление | 1977 |
|
SU733959A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ | 1995 |
|
RU2087291C1 |
| Устройство для зажима деталей | 1990 |
|
SU1745500A1 |
МНОГОМЕСТНОЕ ЗАЖИМНОЕ УСТРОЙСТВО, содержащее корпус, базовую планку с гнездами, подвижную каретку с прижимными роликами, установленными на оси, и рычажную систему с приводом, отличающееся тем, что, с целью повышения точности обработки, каждое гнездо выполнено в виде прямоугольной трапеции, а каждый прижимной ролик установлен на оси с зазором и предназначен для взаимодействия с наклонной поверхностью гнезда.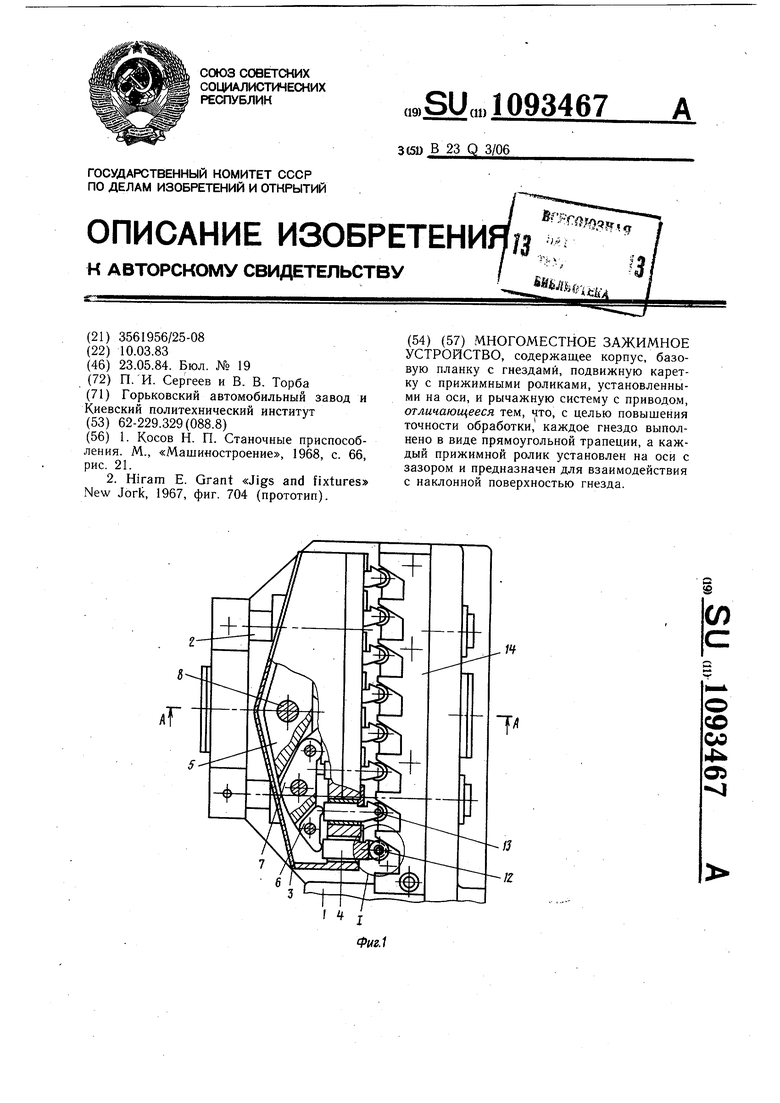
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Косов Н | |||
| П | |||
| Станочные приспособления | |||
| М., «Машиностроение, 1968, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Hiram Е | |||
| Grant «Jigs and fixtures New Jork, 1967, фиг | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИНИТРО-4, 8-ДИСУЛЬФОКИСЛОТЫ НАФТАЛИНА | 1921 |
|
SU704A1 |
| . | |||
