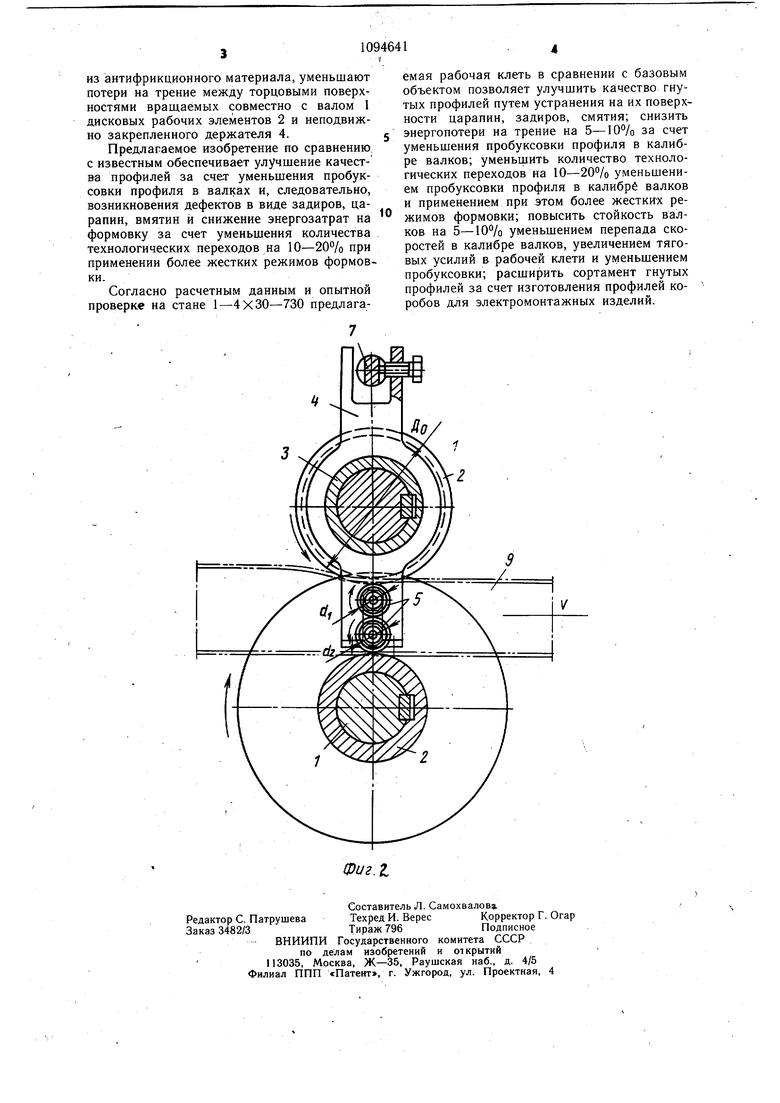
Изобретение относится к оборудованию для обработки давлением листового материала с помощью валков специальной формы при изготовлении гнутых профилей и предназначено для использования преимущественно в черной металлургии и мащиностроении. По основному авт. св. № 893307 известна рабочая клеть профилегибочногр стана, содержащая два параллельных приводных валка и взаимодействующую с одним из них оправку для профиля, содержащую установленные на жестких осях две пары роликов, при этом ролики, не связанные между собой жесткой осью, установлены с возможностью фрикционного взаимодействия 1. Недостатком известной рабочей клети является ослабление режима формовки изза возможной пробуксовки профиля вследствие недостаточного тягового усилия, прикладываемого со стороны подвижных валков. Целью изобретения является улучщение качества профилей и уменьщение энергозатрат на формовку. С этой целью рабочая клеть профилегибочного стана снабжена дополнительными дисковыми элементами, жестко закрепленнына верхнем приводном валу между основными дисковыми элементами с возможностью кинематического взаимодействия с обращенной к ним парой роликов оправки. При этом дополнительные дисковые элементы выполнены с наружным диаметром, равным основному диаметру валка, а ролики, фрикционно взаимодействующее между собой, выполнены с одинаковыми диаметрами. На фиг. 1 изображена схема рабочей клети, продольный разрез; на фиг. 2 - то же, поперечный разрез. На валах 1 установлены дисковые рабочие элементы 2 валка. На верхнем валу между дисковыми рабочими элементами на подщипнике 3.смонтирован держатель 4 в виде двуплечего рычага, на котором установлены две пары взаимодействующих между собой в радиальном направлении формующих роликов 5. Ролики 5 установлены с возможностью вращения на закрепленных в держателе осях 6. При этом одна пара роликов 5 установлена с возможностью фрикционного взаимодействия с приводными дисковыми рабочими элементами 2,верхнего валка. Свободный конец держателя 4 связйн со шпилькой 7, закрепленной на станине клети. Между дисковыми рабочими элементами 2 и держателями 4 установлень упорные подщипНИКИ 8. Заготовка 9 формуется в калибре, образованном дисковыми рабочими элементами 2 верхнего и нижнего валков в сочетании с формующими роликами 5. Основной диаметр верхнего валка DO, а диаметры формирующих роликов соответственно di и d. Изготовление профиля в рабочей клети предлагаемой конструкции производится следующим образом. Заготовка 9, постоянно находясь в контакте с приводными дисковыми рабочими элементами 2, установленными на валах 1 валков, и приводными от упомянутых дисковых э лементов 2 верхнего валка формующими роликами 5, перемещается вдоль стана под их действием. При этом закрепленные на подщипнике 3 верхнего валка с помощью двуплечего держателя 4 формующие ролики 5, воздействуя на формуемую заготовку с внутренней, недоступной для контакта с дисковыми рабочими элементами 2 верхнего и нижнего валков, обеспечивают качественную отформовку мест изгиба на заданную кривизну. Упомянутые формующие ролики 5, находясь в контакте с дисковыми элементами 2 на уровне окружности, описанной основным диаметром DO, попарно между собой фрикционно связаны при отнощении между диаметрами роликов (di/d) равном единице. В связи с этим под действием дисковых рабочих элементов валков 2 и формующих роликов 5, вращающихся в противоположные стороны, и имеющих в местах контакта с профилем скорость, соответствующую скорости на основных диаметрах валков, обеспечиваются оптимальные условия трения-качения вместо скольжения. На участках контакта формующих роликов с заготовкой исключается проскальзывание заготовки относительно формующих роликов и, следовательно, возникновение дефектов на профиле в виде задиров, царапин, вмятин, налипание металла профиля на инструмент, а также позволяет свести к минимуму энергозатраты при формовке профиля и нагрузки на валки и станину клети стана. Попарное взаимодействие в радиальном направлении установленных на осях 6 формующих роликов 5 и их функциональная связь с приводным рабочим валком 2 на уровне окружности, описанной основным диаметром D верхнего валка, обеспечивает уравновещивание внещних сил, прикладываемых к роликам при формовке, и позволяет при кладывать дополнительно тяговые усилия к профилю с внутренней, недоступной для контакта с дисковыми рабочими элементами верхнего и нижнего валков, что предупреждает пробуксовку профиля, улучщает качество профилей и позволяет применять более жесткие режимы формовки в меньщем количестве технологических переходов. Конструкция рабочей клети при этом компактна, формующие ролики 5, закрепленные с помощью держателя 4 на валке, приводные и размещены в калибре валков. При настройке стана смещение формующих роликов вдоль линии профилирования производится путем поворота держателя 4 на втулке-подщипнике 3 вала 1 с помощью регулировочного болта, соединенного со щпилькой 7. Упорные подщипники 8, которые могут быть выполнены в виде дисков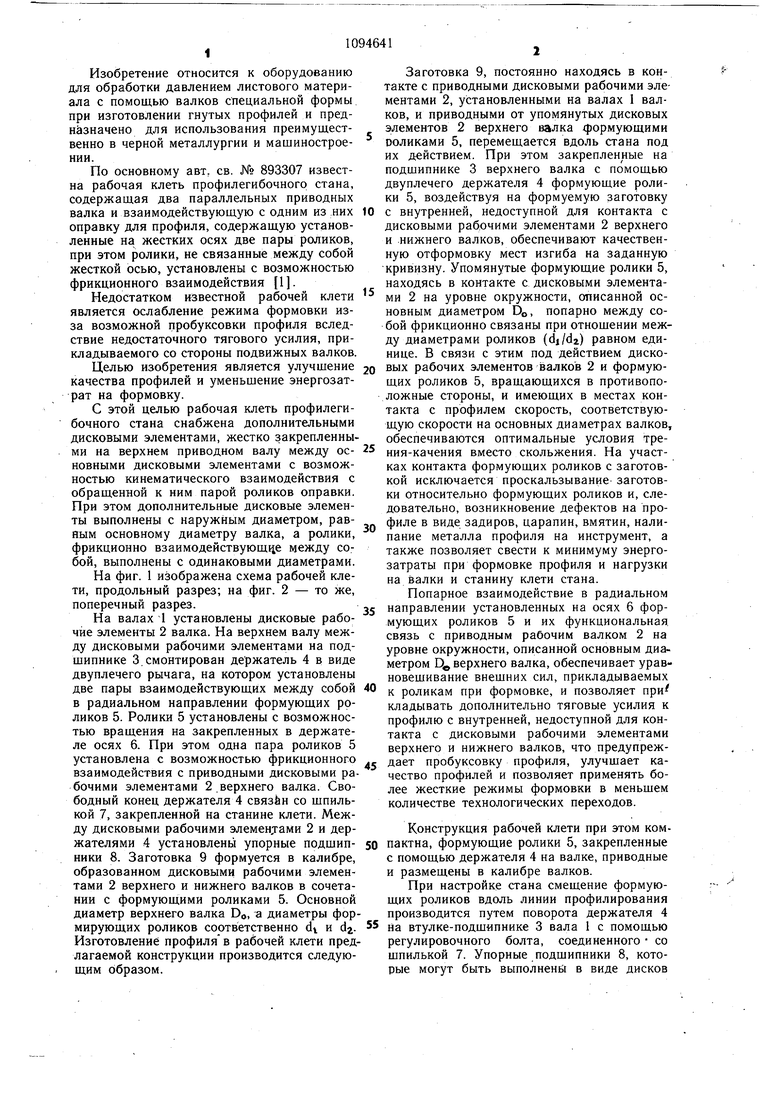
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| Оправка рабочей клети профилегибочного стана | 1974 |
|
SU489557A1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| Рабочая клеть профилегибочного стана | 1985 |
|
SU1232325A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1058670A1 |
| Профилегибочный стан | 1980 |
|
SU942848A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Профилегибочный стан | 1979 |
|
SU880554A1 |
1. РАБОЧАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА по авт. св. № 893307, отличающаяся тем, что, с целью улучшения качества профилей и уменьшения энергозатрат на формовку, она снабжена дополнительными дисковыми элементами, жестко закрепленными на верхнем приводном валу между основными дисковыми элементами с возможностью Кинематического взаимодействия с обраш,енной к ним парой роликов оправки. 2. Клеть по п. 1, отличающаяся тем, что дополнительные дисковые элементы выполнены с наружным диаметром, равным основному диаметру валка, а ролики, фрикционно взаимодействующие между собой, вьшолнены с одинаковыми диаметрами. (Л со 4 сп 4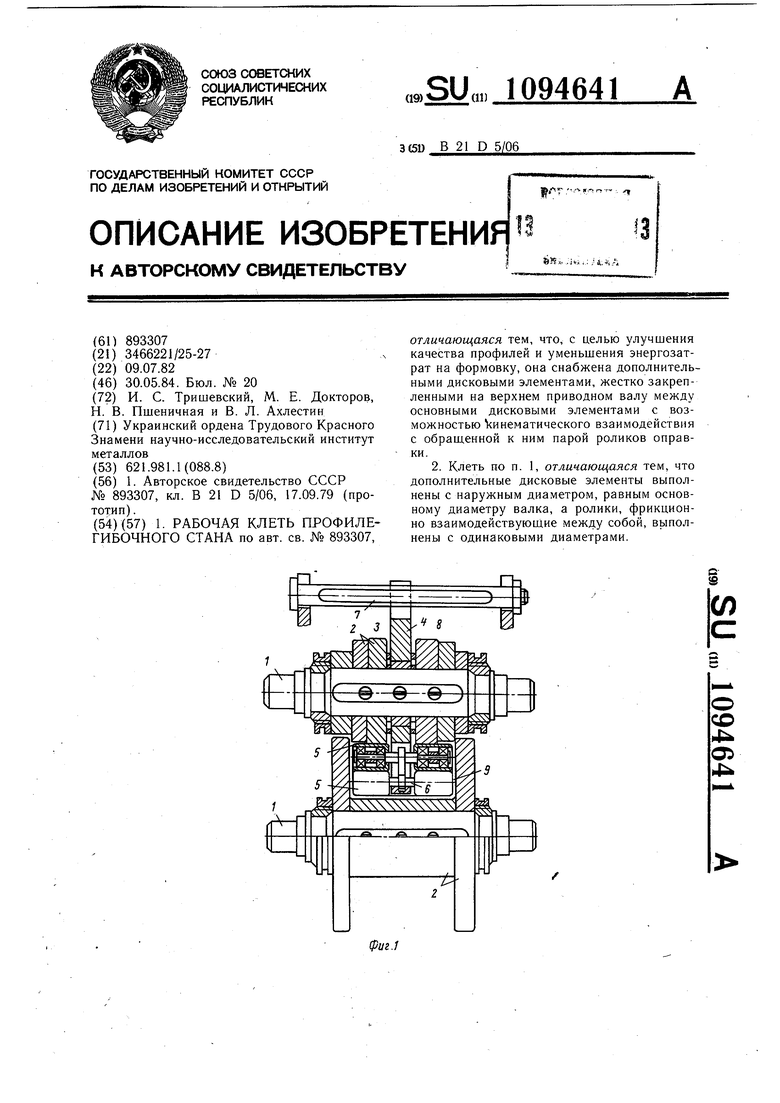
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
