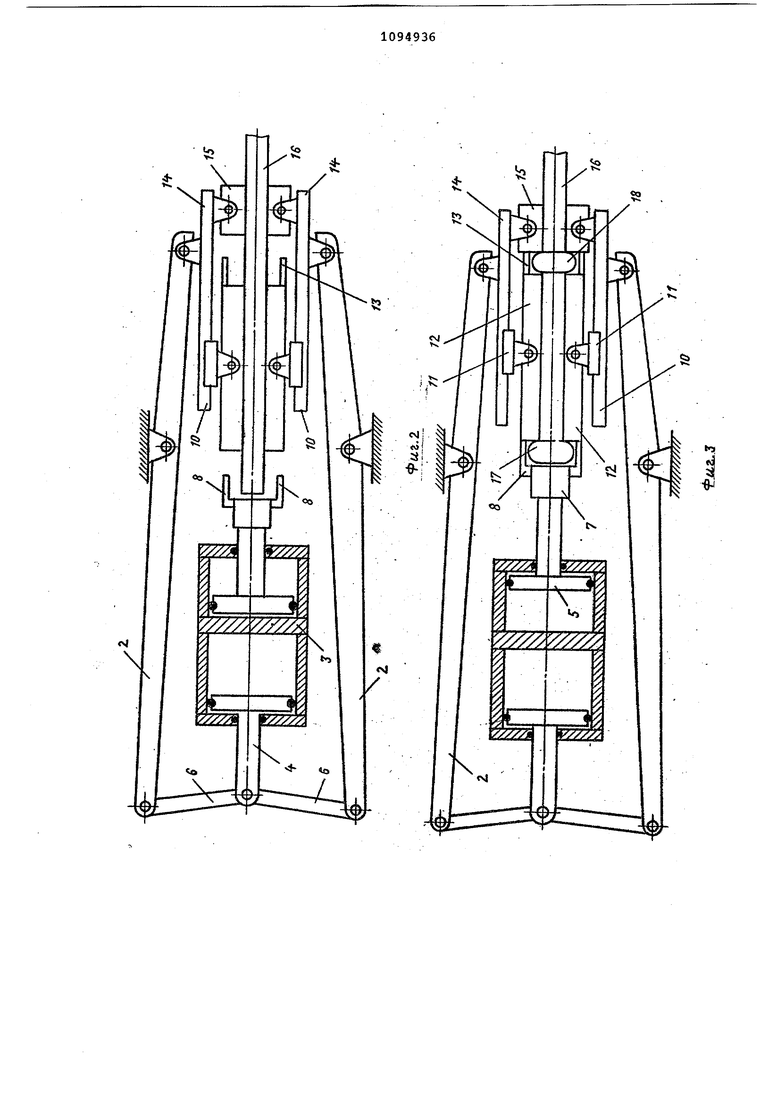
Изобретение относится к оборудованию для заготовки арматурных стер ней для предварительно напряженных железобетонных изделий. Известен механизм образования ан керных головок, содержеиций шарнирно закрепленные на станине силовые рычаги с зажимами на одних из их плеч и привод, связанный с другими их плечами посредством шатунов (i . Этот механизм обеспечивает обра ,зование головок из предварительно заготовленных обойм, что повЕлаает трудоемкость (затраты времени на заготовку обойм и их надевание на стержни). Наиболее близким к изобретению решением по технической сущности и достигаемому результату является механизм образования анкерных головок, включающий станину, силовые ры чаги с-приводом, токоподводящие и промежуточные зажимы и высадочный электрод Г2} . Высадочный электрод и силовые ры чаги имеют индивидуальные приводы без ограничения их перемещения, что снижает качество анкерных головок за счет возможности образования головок различных размеров. Цель изобретения - повышение качестна анкерных головок. Поставленная цель достига ется те что механизм образования анкерных, головок, включающий станину, силовы рычаги с поиволом токоподводяшие и промежуточные зажимы, высадочный электрод, снабжен закрепленными на концах силовых рычагов прижимными разноплечими рычагами, причем длинн плечи последних оснащены ползунами, к которым прикреплены промежуточные зажимы, а на коротких плечах устано лены токоподводяшие зажимы, при это высадочный электрод и промежуточные зажимы имеют дистанционные упоры. На фиг.1 показан механизм, общий вид, на фиг.2 - то же, в, зажатия стержня; на фиг.З.-, то же, в момент окончания высадки головок; на фиг.4 - стержень.с высаженными головками. Механизм образования анкерных головок состоит из установленнных на станине 1 силовых рычагов 2 с приводом 3, имеющим поршни 4 и 5, при этом поршень 4 посредством шатунов б связан с одними из плеч силовых рычагов, а на поршне 5 закреплен высадочный электрод 7, имеющи-й дистанционные упоры 8. На других концах силовых рычагов шарнирно закреплены прижимные разноплечие рычаги 9, длинные плечи 10 которых оснащены ползунами 11 для крепления промежуточных зажимов 12, имеющих сменные дистанционные упоры 13, а на коротких плечах 14 установлены токоподводящие зажимы 15. Длинномерный арматурный стержень 16 вводят между токоподводящими 15 и промежуточными 12 зажимами и доводят его торец до высадочного электрода 7. Затем поршень 4 привода 3 перемещают в левоеоположение, в результате чего прижимные рычаги 9 посредством зажимов 15 и 12 закрепят стержень. Через часть стержня, ограниченную зажимами 15 и электродом 7, проПускают электрический ток, который нагревает эту часть стержня, при этом через зажимы 12 ток шунтирует не нагревая на этом участке стержень. Одновременно с подачей тока включают поршень 5 привода 3, в результате чего под постоянным действием сил поршня металл по мере нагрева сминается, образуя анкерную головку 17. Когда дистанционные упоры 8 упрутся в зажимы 12, последние начнут образовывать анкерную головку 18, при этом ползуны 11 обеспечивают свободное перемещениезажимов 12 вдоль плеч 10. Когда дистанционные упоры 13 упрутся в зажимы 15 путем отклю-, чения привода 3 освобождают стержень и удаляют его из зоны образования головок (фиг.4). Таким образом, изобретение обеспечивает постоянную длину головок и постоянное расстояние между ними, что повышает качество анкерных головок .
Pui.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| Способ образования анкера и устройство для его осуществления | 1990 |
|
SU1815320A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Установка для образования анкеров на арматурных стержнях | 1984 |
|
SU1196470A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| Автоматическая линия для изготовления отрезков проволоки мерной длины с высаженными концевыми и промежуточными головками | 1971 |
|
SU447245A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |

МЕХАНИЗМ ОБРАЗОВАНИЯ АНКЕРНЫХ ГОЛОВОК, включающий станину, силовые рычаги с приводом, токоподводящие и промежуточные зажимы, высадочный электрод, отличающийся тем, что, с целью повышения качества анкерных головок, он снабжен закрепленными на концах силовых рычагов прижимными разноплечими рычагами, причем длинные плечи последних оснащены ползунами, к которым прикреплены промежуточные зажимы, а на коротких плечах установлены токоподводящие зажимы, при этом высадочный электрод и промежуточные зажимы имеют дистанционные упоры. (Q , I
