Изобретение относится к промышленности сборного железобетона и может быть использовано при производстве арматурных работ на заводах строительной индустрии.
Цель изобретения - повышение качества головок, долговечности пуансона и сокращение расхода арматуры.
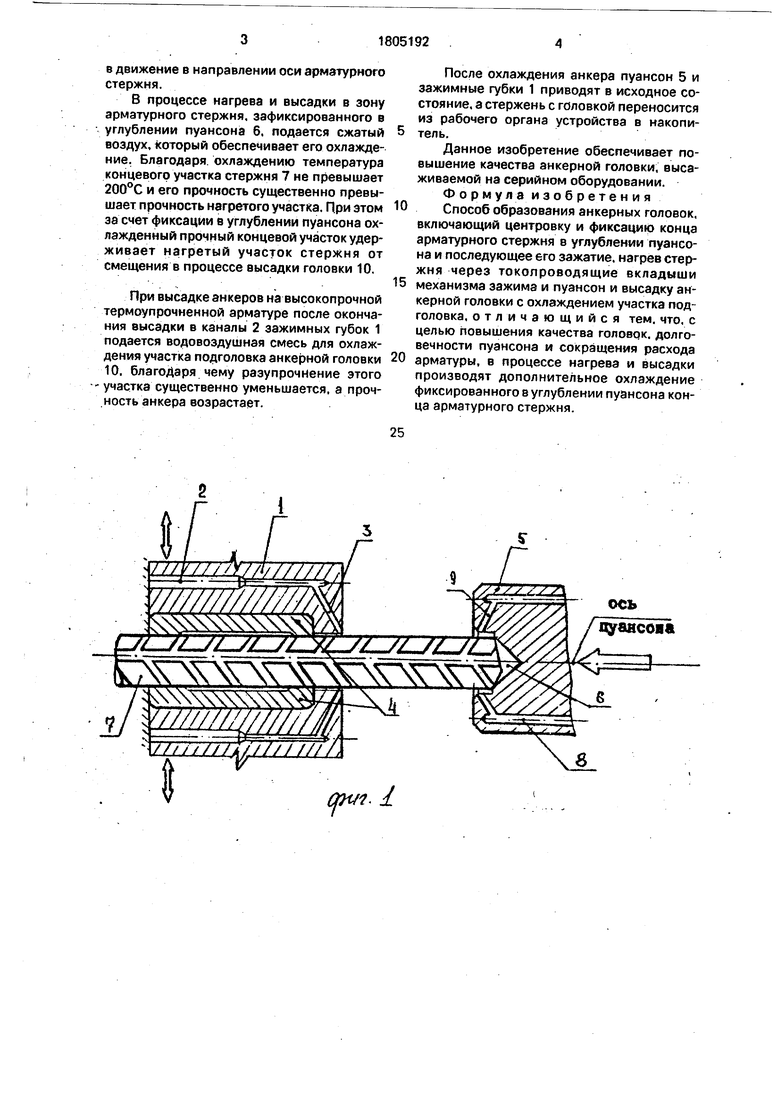
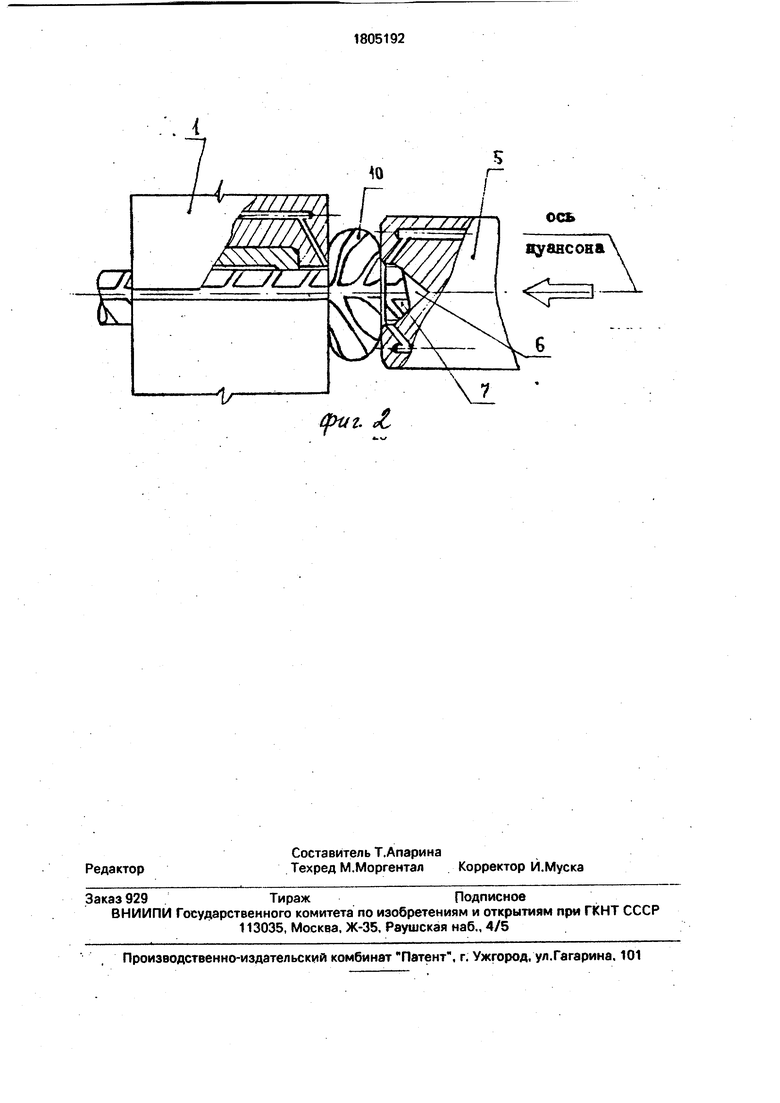
На фиг. 1 изображен рабочий орган устройства для высадки анкерных головок в исходном положении; на фиг. 2 - то же, в процессе высадки анкерной головки.
Способ реализуется на серийной машине типа для высадки анкерных головок, включающей зажимные губки 1, в которых выполнены каналы 2, заканчивающиеся сопловыми отверстиями 3, направленными в зону подголовка, токоподеодящие вкладыши 4, закрепленные в зажимных губках 1, и пуансон 5. Пуансон 5 выполнен с углублением 6 по оси пуансона для фиксации и центровки конца арматурного стержня 7. Для охлаждения
участка стержня, зафиксированного в пуансоне, в нем выполнены каналы 8, заканчивающиеся сопловыми отверстиями 9, через которые подается сжатый воздух либо водр- воздушная смесь.
Образование анкерных головок по предлагаемому способу осуществляется следующим образом.
Конец арматурного стержня 7 фиксируют в углублении 6 пуансона 5, зажимают стержень в зажимных губках 1 и включают привод механизма поджатия пуансона (не показан). Включают ток и начинают нагрев арматурного стержня 7. Ток нагрева проходит вдоль оси стержня от радиального контакта токоподводящих вклады.шей 4 к торцевому контакту высадочного пуансона 5. После достижения заданной температуры (800-950°С) на нагреваемом участке арматурного стержня производится высадка анкера за счет включения механизма высадки (не показан), при этом пуансон 5 приводится
СО
С
loo
о
.2
ю
ю
в движение в направлении оси арматурного стержня.
В процессе нагрева и высадки в зону арматурного стержня, зафиксированного в углублении пуансона 6. подается сжатый воздух, который обеспечивает его охлаждение. Благодаря, охлаждению температура концевого участка стержня 7 не превышает 200°С и его прочность существенно превышает прочность нагретого участка. При этом за счет фиксации в углублении пуансона охлажденный прочный концевой участок удерживает нагретый участок стержня от смещения в процессе высадки головки 10.
При высадке анкеров на высокопрочной термоупрочненной арматуре после окончания высадки в каналы 2 зажимных губок 1 подается водовоздушная смесь для охлаждения участка подголовка анкерной головки 10. благодаря чему разупрочнение этого участка существенно уменьшается, а прочность анкера возрастает.
0
5
0
После охлаждения анкера пуансон 5 и зажимные губки 1 приводят в исходное состояние, а стержень с головкой переносится из рабочего органа устройства в накопитель.
Данное изобретение обеспечивает повышение качества анкерной головки, высаживаемой на серийном оборудовании.
Формула изобретения
Способ образования анкерных головок, включающий центровку и фиксацию конца арматурного стержня в углублении пуансона и последующее его зажатие, нагрев стержня через токолроводящие вкладыши механизма зажима и пуансон и высадку анкерной головки с охлаждением участка подголовка, отличающийся тем. что. с целью повышения качества головок, долговечности пуансона и сокращения расхода арматуры, в процессе нагрева и высадки производят дополнительное охлаждение фиксированного в углублении пуансона конца арматурного стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| Способ образования анкера и устройство для его осуществления | 1990 |
|
SU1815320A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Устройство для высадки анкерных головок | 1974 |
|
SU536299A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Арматурный элемент и способ его изготовления | 1985 |
|
SU1278425A1 |
| Рабочий орган заготовки электровысадочной машины | 1977 |
|
SU628983A1 |
| УСТАНОВКА ДЛЯ ВЫСАДКИ АНКЕРНЫХ ГОЛОВОК НА АРМАТУРНЫХ СТЕРЖНЯХ | 1971 |
|
SU319722A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
Использование: в промышленности сборного железобетона при производстве арматурных работ на заводах строительной индустрии. Сущность изобретения: способ образования анкерных головок включает центровку и фиксацию конца арматурного стержня в углублении пуансона и последующее его зажатие, нагрев стержня через то- копроводящие вкладыши механизма зажима и пуансон и высадку анкерной головки с охлаждением участка подголовка, причем в процессе нагрева и высадки производят дополнительное охлаждение фиксированного в углублении пуансона конца арматурного стержня. 2 ил.
tfW1- 1
.. {
фиг. Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОБРАЗОВАНИЯ АНКЕРНЫХ ГОЛОВОК | 0 |
|
SU239991A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
