Изобретением является станок для изготовления трубок со CHiiрйльными выступами нутем навив ки ленты на онравку, имеющую сниральные выступы, и с применением формующего ро.тика. oбжи aюniero .ченту на оправке.
Известные подобного типа стапкн не обеспечивают . непрерывную навивку .ленты на онравку. Это не юзволяет на известных станках получить трубку, длина которой больше, чем онравки.
Отличи1ельная особенность они сываемого станка состоит в том, что для получения трубки, длина которой бо/ibuie, чем длина оправки, нос, едняя вы 1олнена KCjnco.ibnoft и у свободного конца имеет сидяпии на ва.ту, нропун,енном через оправку, рифленый валок, скорость вращения которого меньще, чем у оправки, для свинчивания с нес навиваемой трубки. В станке нрименен ролик из упругого материала, например резиновый, прижимающий трубку к рифленому валку.
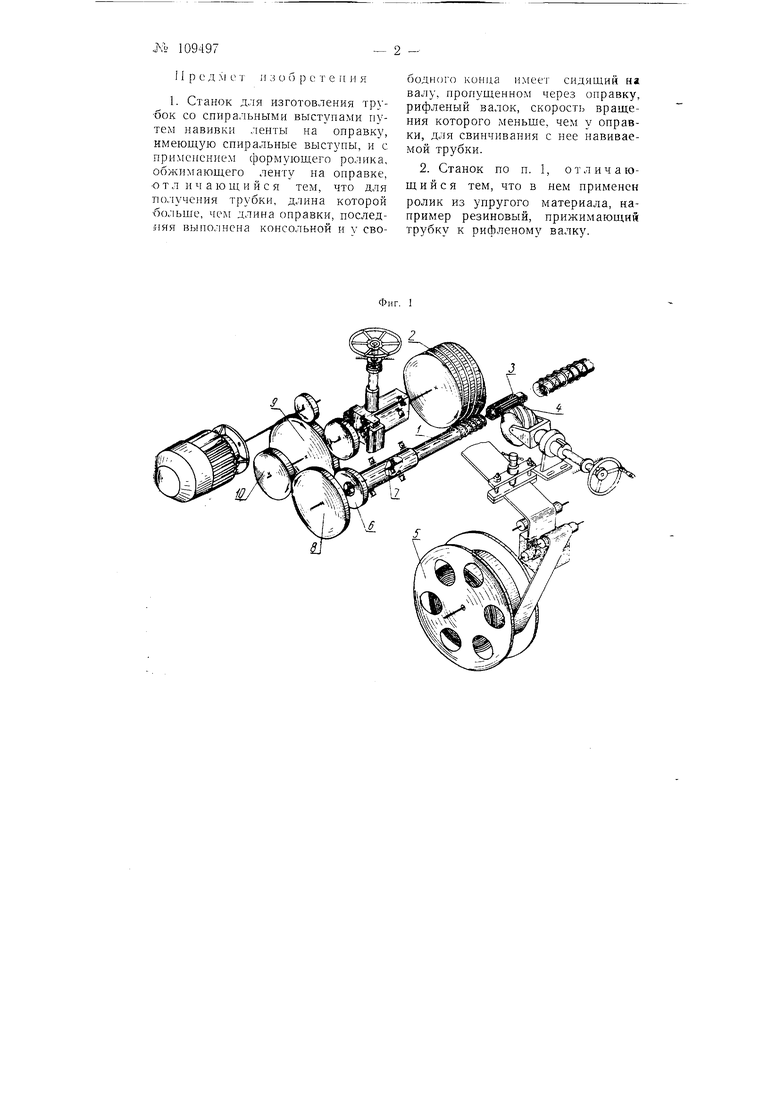
На фиг. 1 схематично изображен станок согласно изобретению; па
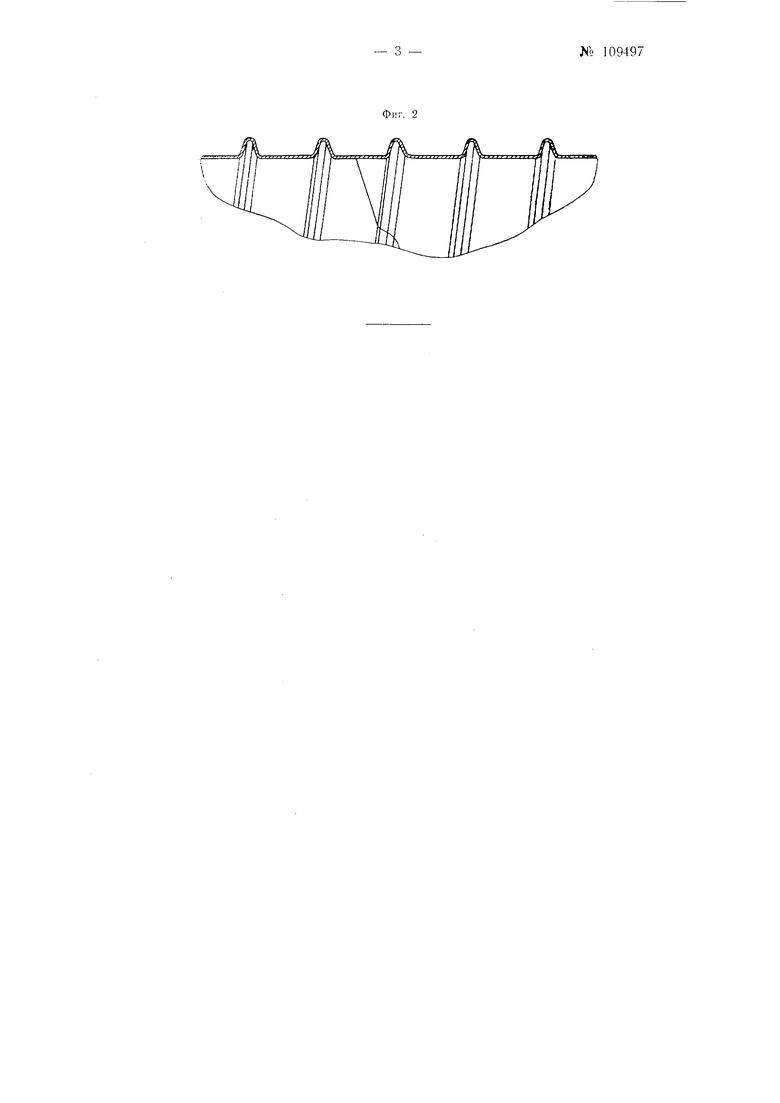
фиг. 2-оправка с об :1азуемои :i ней трубкой.
Станок состоит из оправки / со спиральными выступами, формующего ролика 2, рифленого ва,тка 3. ро,1ика 4, прижимающего трубку к 1знфленому ва.тку. и катущки 5 д.тя .leinbi. Оправка выпо.щена совместно с щестерней 6 и является пустоте.той. Через онравку нронуще вал 7 ри(Ь.1еного ва.чка. Шестерни 8. 9. 10 обеспечивают враиьеиие оправки и рифленого ва,чка с раз.чичиой скоростью от HiecTcpHH электродвигателя.
При работе станка .тента с катущкн 5 наматывается на оправку / со спиральными выступами, Ро,тик 2, имеюп1,нй сгщральпыс капавKii, соответствуюнщо выступам оправки, обжимает .тенту по выступам, как показано iia фиг. 2. Зажатая между рифленым ва.чком о и роликом 4 трубка, вследствие того, что скорость вращения рифленого ва.тка меньи1е, чем скорость вращения онравкн, свинчивает навнваемую трубку с оправки, обеспечивая непрерывную работу станка.
Про д л I е и 3 о б р с т е п и я
1. Станок для изготовления трубок со спиральными выступами путем навивки ленты на оправку, имеющую спиральные выступы, и с при.геиснием формующего ролика, обжимающего леиту на оправке, о т л и ч а ю щ и и с я тем, что для получения трубки, длина которой больше, чем длина оправки, последняя выполнена консольной и л свооодного конца имеет сидящий на валу, пропущенном через оправку, рифленый валок, скорость вращения которого Jмeньщe, чем у оправки, для свинчивания с нее навиваемой трубки.
2. Станок по п.
1, от л ич а гощ и и с я тем, что в нем применен материала, наролик из упругого пример резиновый, прижимающий трубку к рифленому валку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления тонкостенных гофрированных трубок | 1959 |
|
SU140406A1 |
| СТАНОК ДЛЯ НАВИВКИ СПИРАЛЬНЫХ ПРУЖИН | 1969 |
|
SU250106A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОК ИЗ БУМАГИ | 1969 |
|
SU250659A1 |
| Полуавтомат для горячей навивки пружин из мерных заготовок | 1977 |
|
SU695745A1 |
| Устройство для непрерывной навивки спиралей | 1989 |
|
SU1761340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 1969 |
|
SU239185A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для навивки изделий типапРужиННыХ ОплЕТОК | 1977 |
|
SU844111A1 |
| Станок-автомат для изготовления втулок | 1956 |
|
SU108237A1 |