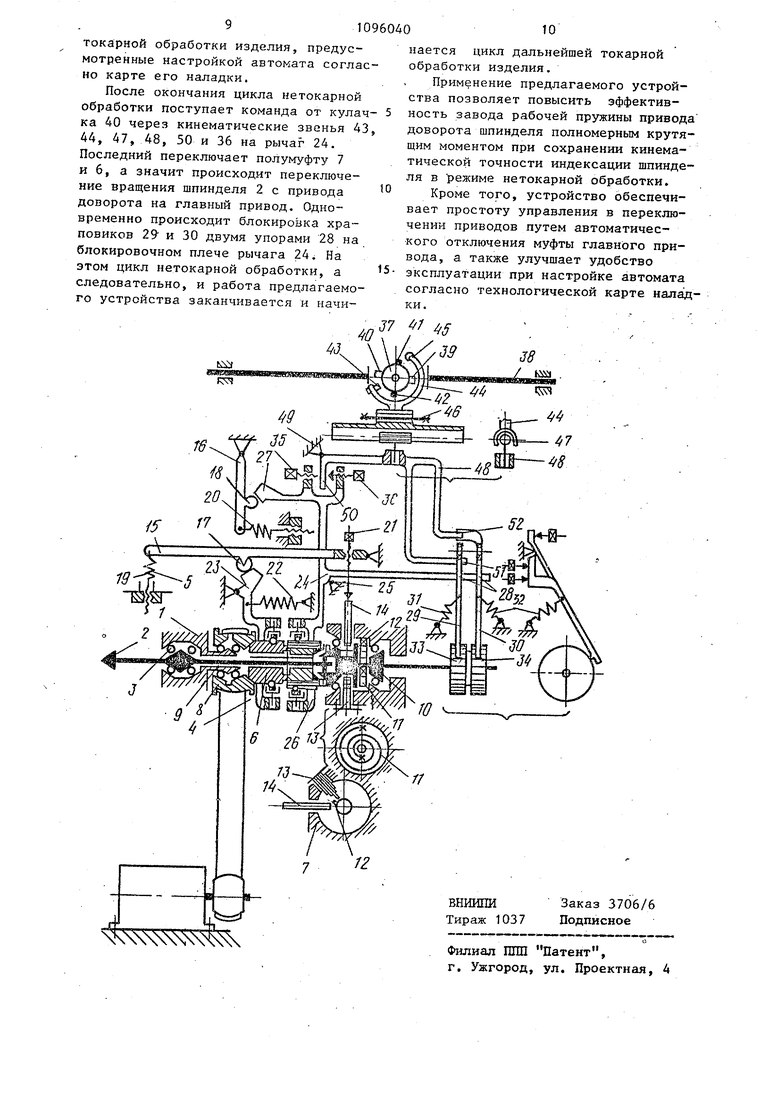
Изобретение относится к станкостроению и предназначено для использования в токарно-продольных автоматах, имеющих подвижную шпиндельную бабку -с торможением и индексацией шпинделя для выполнения нето карных операций по циклу токарной обработки изделия. Наиболее близкой к изобретению является шпиндельная бабка пруткового автомата, в которой шпиндель смонтирован на двух опорах в корпусе шпиндельной бабки. На его заднем кон сольном конце установлена ,на шпонке скользящая двухсторонняя трехпозицио ная полумуфта,которая в двух крайних пози1 иях соединяет шпиндель через фрикционную передачу либо со шкивом глав ного привода, обеспечивая ему рабоче вращение, либо с приводом доворбта в режиме индексации. Отличитальной особенностью скользящей полумуфты является наличие с каждой из ее стор ограниченно подвижныхотиосительГю е корпуса двух конических фрикционных дисков,подпружиненных в осевом направлении равномерно по окружности. Благодаря этому в ее средней позиции фрикционные диски расходятся и соединяют, иптиндель одновременно с двумя приводами, производя заводку рабо чей пружины привода доворота шпинделя и его торможение. Сама рабочая пру жина привода доворота шпинделя выпол нена в виде цилиндрической пружины растяжения в сочетании с гибким троси ком, ,,который наматывается на цилиндри ческий хвостовик тормозной полумуф..ты привода доворота шпинделя в момент его заводки, при этом цилиндрическая пружина растягивается и таким образом аккумулирует энергию для доворота шпинделя при его индексации. Устройст во механизма доворота шпинделя имеет ограничитель угла поворота тормозной полумуфты в виде пальца на ее хвостовике-, взаимодействующего в конце хода с чекой, качающейся на оси и закрепленной на корпусе шпиндельной бабки. Это обеспечивает работу привода доворота шпинделя в пределах одного оборота, которого вполне доста точно для индексации шпинделя во всем диапазоне расположения изделия для нетокарной обработки, так как индексирующие элементы шпинделя (силовые кулачки) устанавливаются на хвосто-в-ике тормозной полумуфтыГ 3Однако рабочие параметры пружины привода доворота шпинделя лимитируются йак по максимальным, так и по минимальным усилиям. Максимальное усилие, на которое она заводится, определяется крутящим моментом, получаемым от главного привода автомата, а минимальное усилие, настраиваемое предварительным натяжением5 должно обеспечивать номарльнуго работу привода доворота шпинделя в конце цикла индексации. Этими двумя граничными условиями регламентируется предельно допустимая крутизна характеристики рабочей пружины, которая определяет ее комплектность. Скользящая полу г/фта в крайних позиция обеспечивает передачу Полномерного крутящего момента от обоих приводов, а в средней позиции, при заводке рабочей прулсины привода доворота шпинделя от главного привода автомата, через фрикционную муфту передается ослабленный кругящнй момент, которого явно недостаточно для преодоления избыточного сопротивления механизма доворота в переходном режиме с учетом крутизны характеристики его рабочей пружины. Величина ослабленного крутящего момента у прототипа лимитирована пружинами осевого давления, воздействующими на ограниченно подвижные фрикционные диски скользящей пслумуфты. Следовательно, и этот недостаток прототипа можно охарактеризо.вать, как не отвечающий требованию компактности силовых элементов механизма. Кроме того, расположение индексирующих кулачков на хвостовике тормозной полумуфты, связанной со шпинделем через фрикцион, допускающий угловое смещение шпинделя с изделием относительно фиксированной позиции за счет проскальзывания- во фрикционе, неизбежно приводит к потере точности ыетокарной обработки изделия. Таким образом рабочая пружина привода доворота шпинделя не отвечает требованию компактности с учетом рабочих параметров привода доворота, заводка ее ослабленным крутящим моментом скользящей полумуфтой в среднем положении неэффективна, а осуществление доворота шпинделя через фрикционную муфту, допускающую относительное проскальзывание, приводит к потере кинематической точности индексации шпинделя. Целью изобретения является расширение технологических возможностей и повышение производительности автомата. Поставленная цель достигается тем что в шпиндельной бабке токарного автомата, содержащей корпус, шпиндель со шпонкой, шкив с полумуфтой главного привода, тормозную полумуфту с хвостовиком, доворота шпинделя, последний выполнен в виде двух полумуфт одностороннего действия, установленных на шпонке шпинделя с возможностью перемеш,ения, одна из которых выполнена в виде фрикционной полумуфты с возможностью взаимодействия с полумуфтой главного нривода, а другая - в виде кулачково полумуфты с синхронизатором с возмож ностью взаимодействия с тормозной полумуфтой, причем каждая полумуфта привода доворота шпинделя снабжена механизмом регулировки и настройки контактного давления, выполненным в виде фиксирующих рычагов с регули емыми силовыми элементами. При этом шпиндель снабжен съемным ограничителем поворота тормозной полумуфты рессорного типа. Ба.бка снабжена цилиндрической пруясиной растяжения, закрепленной одним концом на корпусе, другим на рычаге переключения фрикционной полумуфты, и механическим концевым выключателем, взаимодействующим с с ответствующим фиксирующим рычагом. На чертеже изображена кинематическая схема предлагаемого устройства. Шпиндельная бабка токарного авто мата с торможе11ием, доворотом и инде садией шпинделя состоит из литого корпуса 1 ,в котором монтируется непод 13ИЖНО в осевом направлении шпиндель на опорах качения 3 и 4. На задней части шпинделя 2 на общей шпонке 5 насажены две двухпозиционные скольз щие полумуфты 6 и 7. Полумуфта 6 со своей ответной ча тью на шкив,е 8 главного привода обр зует фрикционную муфту одностороннего действия. Шкив 8 смонтирован из подшипника качения на полой оси 9 неподвижно в осевом направлении отн сительно шпинделя 2. Ось 9 в свою очередь жестко закреплена в корпусе шпиндельной бабки- 1 соосно со шпиндепем 2, охватывая его бесконтактно. Полумуфта 7 контактирует с тормозной полумуфтрй 10 привода доворота шпинделя и образует кулачковую муфту сцепления с синхронизатором. Синхро- . цизатор с блокировкой инерционного типа в кулачковой муфте предназначен для уравнивания угловых скоростей зубцев сцепляющихся полумуфт безударным включением, С этой целью в муфте предусмотрены конические поверхности сцепления, образующие дополнительную тормозную муфту фрикционного действия, допускавшую относительное проскальзывание. На хвостовике тормозной полумуфты 10 закреплен один из концов рабочей пружины 11 ленточного типа, навитой по спирали Архимеда, и установлен упор 12. Указанный тип рабочей пружины выбран исходя из условия компактности и необходимой пологости ее характеристики. Упор 12 во взаимодействии с ограничителем 13 рессорного типа, жестко закрепленным в корпусе шпиндельной бабки 1, ограничивает поворот тормозной полумуфть 10 на угол примерно в 360 (т.е. на 1 оборот), заключенный между двумя его крайними положениями. Первое положение, соответствующее предварительному натягу рабочей пружины 11 до ее заводки, обеспечивает работу привода доворота шпинделя в конце цикла нетокарной обработки, второе - окончание- заводки пружины 11 с учетом ее инерционного перебега. Для регулировки и удобства настройки величины предварительного натяга рабочей пружины 1 1 ограничитель 13 выполнен съемным, и рессорным для гашения энергии удара инерционных сил в момент торможения шпинделя при столкновении с упором 12 в его крайних положениях. Упор 12 выполняет также еще одну функцию: обеспечивает отключение главного привода шпинделя 2 в конце заводки пружины 11 до начала цикла нетокарной обработки через толкатель 14. Перечисленные элементы, начиная с полумуфты 7 и включая толкатель 14, составляют привод доворота шпинделя. Указанные фрикционная и кулачковая муфты снабжены устройствами регулировки и настройки контактного- давления, а также фиксации крайних положений скользящих полумуфт 6 и 7. Усуройстпо содержит фиксирующие рычаги 15 и 16 с роликами 17 и 18 и регулиpytMi.ie силовые элементы, например, пружины 19 и 20, Для отключения муфты главного привода шпинделя 2 в конце заводки пружины 11 в устройстве предусмотрены механический конечН1ЛЙ выключатель, состоящий из толкат пя 14 и регулируемого упора 21, установленного на фиксирующем рычаге 15, и цилиндрическая пружина растяжения 22, закрепленная одним концом на корпусе шпиндельной бабки, а другим на вилке 23 переключения скользящей полумуфты 6. Отключение полумуфты 7 от сцеплен с тормозной полумуфтой 10 происходит одновременно с включением в сцеплени полумуфты 6 с ответной частью привод ного шкива,8. так как торцы полумуфт 6 и 7 прижаты друг к другу ,цилиндрической пружиной растяжения 22, Процесс переключения приводов.про исходит от тех же звеньев устройстна, что и процесс индексации шпинделя 2 по командам, поступающим от рас предвала автомата, Четырехплечий блокировочный рычаг 24, закрепленный на оси поворота 25, имеет на одном плече вилку 26 дл переключения полумуфты 7, на втором специальньй кулачок 27 для фиксации крайних положений полумуфты 7 и само го блокировочного рычага 24, На третьем плече рычага 24 имеютс два регулируемых упора 28 для блокировки и управления храповиками 29 и рычажного типа с пружинами 31 и 32, создающими натяжение храповикам для взаимодействия с кулачками индекса ции 33 и 34,установленными на хвостовике тормозной полумуфты 10, На четвертом плече рычага 24 имее ся вилка с регулируемыми, упорами 35 и 36, воспринимающими управляющие во действия на весь рычаг 24 в целом от командных кулачков барабана 37 распр делительного вала 38 автомата. На барабан 37 устанавливаются при налаживании автомата сменные командн элементы, например кулачки 39-42, уп равляющие переключением приводов и командами по циклу индексации шпинделя 2: кулачок 39 управляет включением полумуфты 7 и тем самым подает команду на начало цикла нетокарной обработки;, кулачок 40 через пальцев упор 43 рычага 44 подает команду на окончание цикла нетокарной обработки путем выключения полумуфты 7 и включения полумуфты 6; кулачок 41 через ро- лик 45 и рычаг 44 подает команду на фиксацию первой и последующих нечетных позиций шпинделя 2; кулачок 42 через пальцевый упор 43 и рычаг 44 подает команду на фиксацию четных позиций шпинделя 2, На схеме изображено по одному сменному кулачку 41 и 42. В действительности их может быть гораздо больше - количество кулачков 41 равно количеству нечетных позиций шпинделя 2, уменьшенному на один, а количество кулачков 42 равно количеству четных позиций шпинделя 2. Конструктивно высота рабочего профиля кулачков 39 и 40 примерно в два раза выше рабочего профиля кулачков 41 и 42, чем обеспечивается прохождение управляющих воздействий как на переключение приводов, так и.на индексацию шпинделя 2 одни и те же командные элементы устройства. Двуплечий рычаг 44, имеющий качательную степень свободы на оси 46, закрепленной на станине станка, снабжен продольным относительно оси шпинделя желобом, предназначенным для перемещения сухаря 47 трехплечего рычага 48 при перемещении шпиндельной бабки по станине. Так как трехплечий рычаг 48 имеет тоже качательную степень свободы на своей оси 49, закрепленной на корпусе шпиндельной бабки, то он воспринимает управляющие воздействия от рычага 44 через шарнирное соединение сухаря 47 с желобом рычага 44 в любом положении шпиндельной бабки относительно станины станка. При этом, если качательное движение трехплечему рычагу 48 поступает от кулачка 39, то происходит включение сцепления сколь- ,. зящей полумуфты 7 с тормозной полумуфтой 10 от воздействия плеча 50 рычага 48 на упор 35 блокировочного рычага 24, Если же это качательное движение трехплечему рычагу 48 поступает от кулачка 40, то происходит переключение приводов: с привода доворота шпинделя на главный привод, так как в этом случае происходит отключение сцепления скользящей полумуфты 7 при одновременном включении сцепления скользящей полумуфты 6 от воздействия того же
плеча 50 рычага 48 на упор 36 блокировочного рычага 24. И, наконец, возможен такой вариант, когда качательное движение трехплёчему рычагу 48 поступает от кулачков 41 либо 42, которые имеют более низкий рабочий профиль. В этом случае его плечо 50 при качательных движениях не достигает контакта ни с упором 35, ни с упором 36, т.е. плечо 50 трехплечего рычага 48 как бы исключено из управления. В этом случае второе и третье плечи рычага 48 через регулируемые упоры 51 и 52 передают поочередно команды на храповики 29 и 30 для управления циклом индексации шпинделя 2 в режиме нетокарной обработки.
Цикл работы устройства начинается с воздействия-кулачка 39, закрепленного на барабане 37 распределительного вала 38 автомата. Это командное воздействие передается чере следующие звенья кинематической цепи: 45, 44, 47, 48, 50 и 35 четырехплечему блокировочному рычагу 24. Последний, поворачиваясь вокруг своей оси в опоре 25, с одной стороны, плечом с вилкой 26 через связующие поводки производит включение скользящей полумуфты 7 в кулачковое сцепление с тормозной полумуфтой 10 и тем самым, начинается цикл заводки рабочей пружины 11 главным приводом а с другой стороны вторым плечом с двумя регулируемыми упорами 28 снимет блокирующее воздействие с храповиков 29 и 30,и тем самым подготавливает делительную цепь устройства к работе в режиме индексации шпинделя 2. При этом рычажный фиксатор 15 отведен кулачком 27,и ролик под действием пружины 19 фиксирует это положение четырехплечего блокировочного рычага 24. I
В указанных позициях скользящих
полумуфт 6 и 7, когда они обе одновременно находится в сцеплении со своими ответными полумуфтами, происходит заводка рабочей пружины 11 от главного привода через вращающийся вхолостую шпиндель 2 и общую шпонку В конце процесса заводки пружины 11 упор 12 нажимает на механический конечный выключатель в виде толка- . теля 14 и регулируемого упора 21 и пропускает управляющее воздействие на рычажный фиксатор 15, в результате чего усилие пружины 19 преодолено и ролик 17 отведен. Тем самым вика 23 расфиксирована, и пружина 22 отключает скользящую полумуфту 6 из сцепления с полумуфтой приводного шкива 8, переводя ее в правую крайнюю позицию до упора в полумуфту 7, находящуюся в сцеплении с тормозной полумуфтой 10. Таким образом, главный привод отключен, а шпиндель 2 заторможен и подготовлен к работе в режиме индексации. При этом рессорный ограничитель 13 смягчает жесткий удар упора 12 при окончателном торможении шпинделя 2 в конце заводки рабочей пружины 11, а разблокированные храповики 29 и 30 под действием своих пружин 31 и 32 стремятся войти в контакт со своими первыми кулачками 33 и 34. Этому препятствуют лишь упоры 51 и 52 трехплечего рычага 48, а если точне то в каждый момент какой-то один из них. Б момент торможения шпинделя .трехплечий рычаг 48 занимает такое положение, что упор 52 нажимает на храповик 30 и удерживает его от контакта с кулачком 34, а храповик 29 свободен от упора 51 и под действием своей пружины 31 стремится войти в контакт с кулачком 33, зфиксировав первую угловую позицию шпинделя 2. Таким образом начинается выстой шпинделя с изделием для вполнения первой операции нетокарной обработки согласно карте наладки автомата.
После ее окончания поступает команда от кулачка 42 (кулачки четных позиций шпинделя), котораяпроходит через кинематические звенья 43, 44 и 47 и поступает на трехплечий рычаг 4В. Последний, воздействуя упором 51 на храповик 29, отводит его от контакта с кулачком 33, одновремно упор 52 отходит и освобождает храповик 30, дав тем самым ему возможность под действием пружины 32 войти в контакт с кулачком 34. Так фиксируется вторая угловая позиция шпинделя 2, который в момент смены храповиков поворачивается на угол, заключенный между кулачками 33 и 34 под действием заведенной рабочей пржины 1 1 .
Подобные индексирующие движения шпинделя 2 чередуются до тех пор, пока не выполнены все операции не


| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка пруткового автомата | 1971 |
|
SU405261A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Шпиндельная бабка пруткового автомата | 1974 |
|
SU526451A1 |
| Рабочий ротор | 1990 |
|
SU1756115A2 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Шпиндельная бабка | 1967 |
|
SU367655A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1989 |
|
SU1636135A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
1. ШПИНДЕЛЬНАЯ БАБКА ТОКАРНОГО АВТОМАТА, содержащая корпус, шпи1уз1ель со шпонкой, шкив с полумуфтой главного привода, тормозную полумуфту с хвостовиком, привод доворота шпинделя, отличающаяс я тем, что, с целью расширения тех нологических возможностей и повышения произво ительности автомата, привод доворота шпинделя вьтолнен в виде двух полумуфт одностороннего действия , установленных на шпонке шпинделя с возможностью перемещения, одна из которых выполнена в виде фрикционной полуму ты с возможностью взаимодействия с поЛумуфтой главного привода, а другая - в виде кулачковой полумуфты с синхронизатором с возможностью взаимодействия с тормозной полумуфтой, причем каждая полумуфта привода доворота шпинделя снабжена механизмом регулировки и настройки контактного давления, выполненным в виде фиксцрующих рычагов с регулируемыми силовыми элементами. 2.Бабка по п.1, о тлич ающ а я с я тем, что она снабжена цилиндрической пружиной растяжения, закрепленной одним концом на корпусе, другим на рычаге переключения фрикционной полумуфты, и механичес(Л ким концевым выключателем, взаимодействующим с соответствующим фиксирующим рычагом. 3.Бабка по п.1, отличающаяся тем, что привод доворота шпинделя снабжен съемным ограничителем поворота тормозной полумуфты CD рессорного типа. at)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
