со о
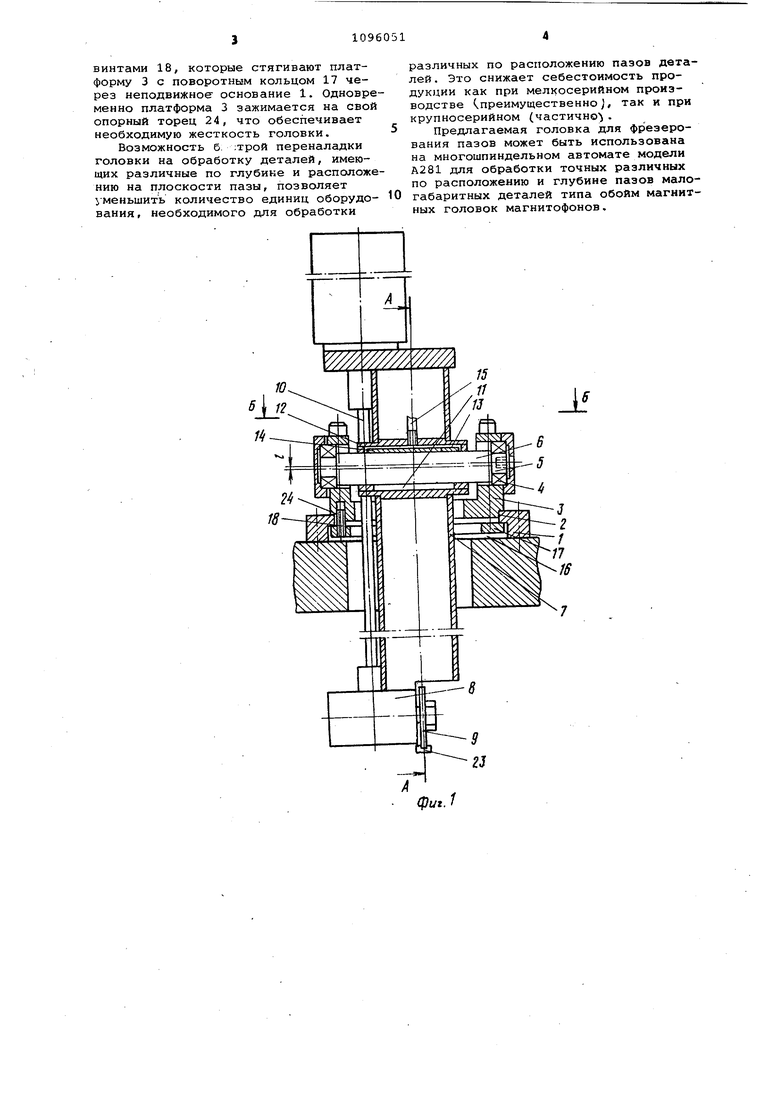
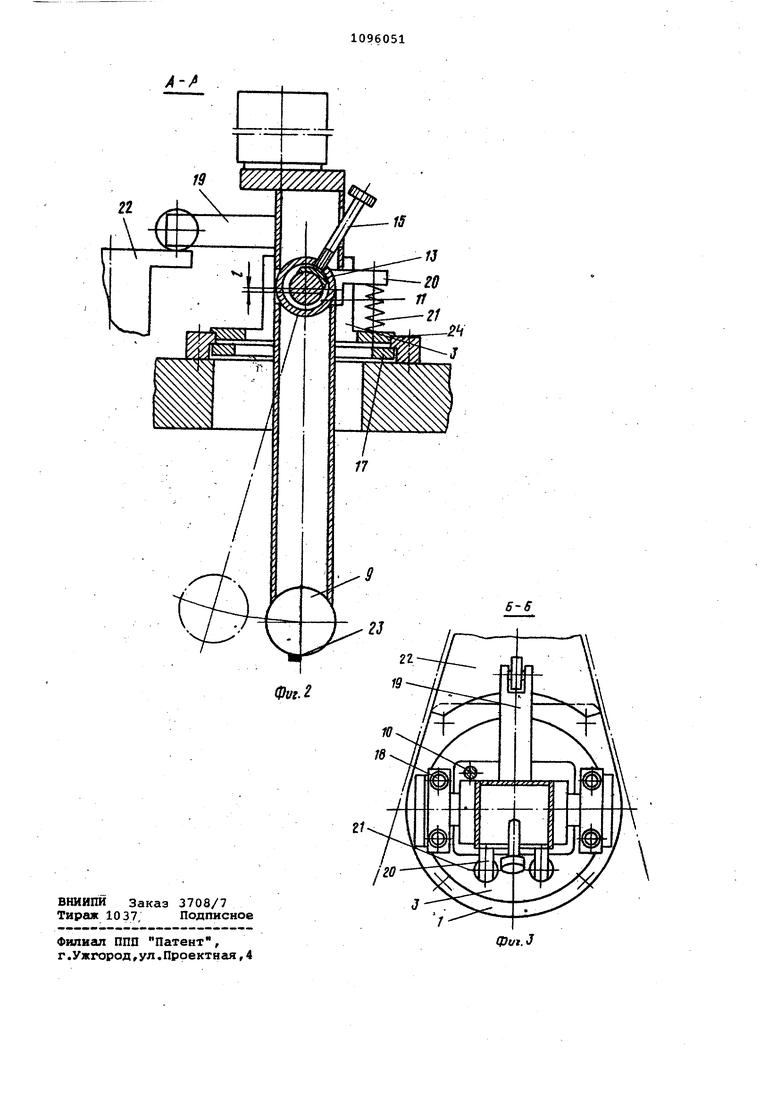
ел Изобретение относится к технологи ческому оборудованию, применяемому в приборостроении, и может быть использовано при фрезеровании точных пазов в малогабаритных деталях. Известны фрезерные головки для об работки пазов,включающие основание вал с цапфами, несущий установленный на нем с возможностью качания корпус с инструментальным шпинделем tl. Однако известные головки обеспечивают фрезерование пазов на плоскос ти только в одном направлении, что затрудняет переналадку станка на обработку деталей, имеющих различные по расположению на плоскости пазы, так как исключена возможность перенастройки головок на обработку пазов различных направлений. Это ограничивает технологические возможности обо рудования и снижает его универсальность. Цель изобретения - расширение тех нологических возможностей. Поставленная цель достигается тем что фрезерная головка для обработки пазов, включающая основание, закрепленный на нем вал с цапфами, несущий установленный на нем с возможностью качания корпус с инструментальным шпинделем, снабжена размещенной в вы полненном в основании гнезде с возможностью поворота в плоскости, перпендикулярной плоскости качания корпуса, платформой для закрепления на ней вала с цапфами и размещенным в выполненной в основании расточке с возможностью поворота кольцом, предназначенным для фиксации платформы относительно основания посредством введенных в головку винтов, при этом вал расположен эксцентрично относительно цапф, а корпус установлен на валу с возможностью перемещения во взаимноперпендикулярных направлениях и снабжен размещенной в выполненной в корпусе проточке между валом и корпусом прижимной дугообразной планкой с выступами, предназначенными для размещения их в выполненных в корпусе пазах. На фиг. 1 изображена г оловка, раз рез; на фиг. 2 - разрез А-А на фиг.1 на фиг. 3 - разрез Б-Б на фиг. 1. Головка вклю,чает в, себя неподвижное основание 1 фиг. 1J, устанавливаемое на многопозиционный автомат. В гнезде 2 основания 1 размещена поворотная платформа 3 с подшипниковьnvlи опорами 4, в которых установлены цапфы 5 вала.6. Ось вала 6 смещена относительно оси цапф 5 на величи ну эксцентриситета . На валу 6 с возможностью качания относительно оси цапф 5 размещен корпус 7, который, в свою очередь, несет шпиндель 8 с рабочим инструментом 9 и приводом 10. В посадочном отверстии корпуса 7 выполнена круговая проточка 11 с пазами 12. В проточке 11 установлена прижимная планка 13 дугообразной формы с выступами 14 на концах, размещенных в соответствующих пазах 12 корпуса 7 и препятствующих раззороту прижимной планки 13 относительно корпуса 7. Планка 13 находится под воздействием винта 15. врасточке 16, выполненной в основании 1 со стороны его опорной плоскости, размещено поворотное кольцо 17, стянутое с платформой 3 при помощи винтов 18. Корпус 7 имеет два выступа 19 и 20 фиг. 2;, один из которых - выступ 20, находится под воздействием пружины 21, опирающейся на платформу 3 и осуществляющей силовое замыкание корпуса 7 на толкатель 22. Последний связан с кулачковым валом станка (не показан), управляющим головкой. Головка работает следующим образом. После окончания предьщущего цикла обработки детали 23 толкатель 22 находится в крайнем верхнем положении, пружина 21 сжата, а качающийся корпус 7 отведет в исходное положение (фиг. 2). При движении толкателя 22 вниз корпус 7, сидящий на валу 6 и несущий шпиндель 8 с инструментом 9, под воздействием пружины 21 начинает совершать качательное движение относительно оси цапф 5 в сторону обрабатываемой детали 23, осуществляя рабочую подачу. При контакте с деталью 23 вращающийся инструмент 9 обрабатывает требуемые пазы. Рабочая подача продолжается до тех пор, пока толкатель 22 не достигнет своего крайнего нижнего положения. При движении толкателя 22 вверх корпус 7 отходит в исходное положение. Переналадка головки на обработку параллельных пазов осуществляется перемещением корпуса 7 вдоль вала 6. Настройка головки на требуемую глубину паза осуществляется разворотом вала 6 относительно корпуса 7, перемещая его в вертикальной плоскости в пределах величины эксцентриситета С . Фиксация требуемого положения корпуса 7 на валу 6 осуществляется посредством воздействия винта 15 на планку 13. Одновременный зажим в обоих направлениях уменьшает количество перезажимных стыков, тем самым увеличивая жесткость головки.. Переналадка головки на обработку азов различных направлений осуществяется путем разворота на необходиый угол платформы 3 относительно осования 1 в плоскости, перпендикулярой плоскости качания корпуса 7. Выранный угол поворота фиксируется
винтами 18, которые стягивают платформу 3 с поворотным кольцом 17 через неподвижное основание 1. Одновременно платформа 3 зажимается на свой опорный торец 24, что обеспечивает необходимую жесткость головки.
Возможность б. :трой переналадки головки на обработку деталей, имеющих различные по глубине и расположению на плоскости пазы, позволяет уменьшить количество единиц оборудования, необходимого для обработки
различных по расположению пазов деталей . Это снижает себестоимость продукции как при мелкосерийном производстве (.преимущественно J, так и при крупносерийном (частично).
Предлагаемая головка для фрезерования пазов может быть использована на многошпиндельном автомате модели А281 для обработки точных различных по расположению и глубине пазов малогабаритных деталей типа обойм магнитных головок магнитофонов.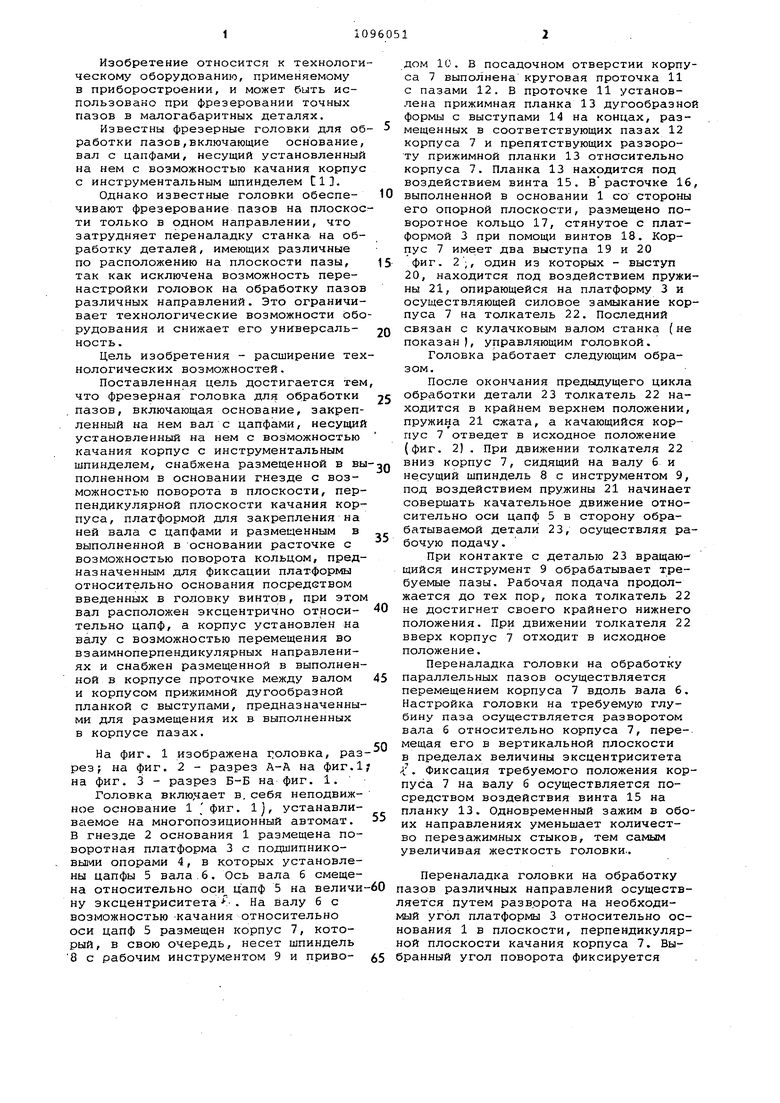
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Фрезерная головка | 1983 |
|
SU1093432A1 |
| Станок для непрерывного фрезерования | 1990 |
|
SU1726162A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Измерительная головка | 1990 |
|
SU1763860A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
. ФРЕЗЕРНАЯ ГОЛОВКА для Обработки пазов, включающая основание, , вал с цапфами, несущий установленный на нем с возможностью качания корпус с инструментальньам шпинделем, отличающаяся тем, что, с целью расширения технологических возможностей, голойка снабжена установленной в выполненном в основании гнезде с возможностью поворота в плоскости, перпендикулярной плоскости качания корпуса, платформой для закрепления вала с цапфами и размещенным в выполненной в основании расточке с возможностью поворота коль.дом, предназначенным для фиксации платформы относительно основания посредством введенных в грлов у винтов, при этом вал расположен эксцентрично относительно цапф, а корпус установлен на валу с возможностью перемещения во взаимно перпендикулярных направлениях и снабжен размещенной в выполненной в корпусе проточке между ., валом и .корпусом прижимной дугообраз-ф ной планкой с выступами, предназна(Л ченными для размео ения их в выполненных в корпусе пазах.
