1
Изобретение отно сится к технике управления размерной точностью обрЭботки на металлорежущих станках, а именно к области управлений размерной точностью с помощью устройств управляющего контроля размеров (УУК) при дискретных процессах обработки, например, круглом или плоском щлифовании папроход, с выхаживанием на последнем этапе обработки, и предназиачеио для повышения размерной точности указанных процессов обработки.
Известны способы управляющего контроля, направленные на повышение точности обработки с учетом возрастающих требований к производительности. К их числу можно отнести способ управляющего контроля с коррекцией уровня срабатывания в зависимости от колебаний скорости изменения размера обрабатываемой врезным шлифованием детали 1.
Однако этот способ может быть использован только для процессов врезного шлифования, где обрабатываемый размер изменяется непрерывно.
В то же время, при большом количестве операций съем припуска осуществляется дискретно. Это плоское шлифование напроход, круглое шлифование напроход и т. п. Известно, что точность размера при дискретных процессах обработки с УУК зависи от Глубины резания, т. е. от шага дискретности на последнем этапе обработки. С целью повышения точности дискретных процессов обработки стремится к уменьшению шага дискретности в конце обработки, для чеГо применяют вЫхаживание, когда съем металла осуществляется за счет упругих отжатий в .системе СПИД. Точность процесса буДет ограничена ЩаГОм дискретности в конце выхаживания, который, в свою очередь, зависит от припуска на выхаживание, от действительного натЯга в системе СПИД, от жесткости системы СПИД, скорости вращения детали и шлифовального круга, .степени его затупления и др., причем при существующем способе управления влияние всех перечисленных факторов на точность обработки никак не учитывается.
Целью изобретения является повышение точности дискретных процессов обработки с выхаживанием, управление которыми осуществляется с помощью УУК.
Для этого по предлагаемому способу на этапе чистового шлифования за несколько, например один или два, проходов до перехода на выхаживание осуществляют один проход без принудительной подачи, измеряют величину слоя металла, снятого при этом проходе, и по результатам измерения производят коррекдню уровня срабатывания команды на выхаживание.
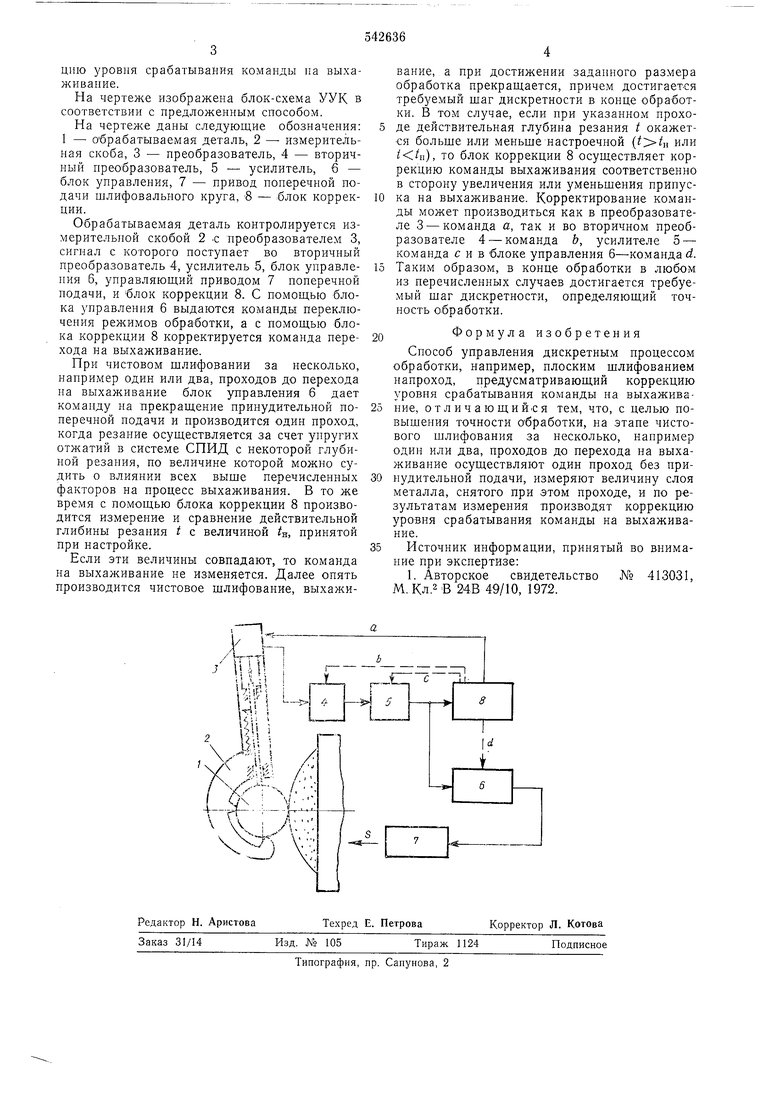
На чертеже изображена блок-схема УУК в соответствии с предложенным способом.
На чертеже даны следующие обозначения: 1 - обрабатываемая деталь, 2 - измерительная скоба, 3 - преобразователь, 4 - вторичный преобразователь, 5 - усилитель, б - блок управления, 7 - привод поперечной подачи шлифовального круга, в - .блок коррекции.
Обрабатываемая деталь контролируется измерительной скобой 2 .с преобразователем 3, сигнал с которого поступает во вторичный преобразователь 4, усилитель 5, блок управления 6, управляющий приводом 7 поперечной подачи, и блок коррекции 8. С помощьро блока управления 6 выдаются команды переключения режимов обработки, а с помощью блока коррекции 8 корректируется команда перехода на выхаживание.
При чистовом шлифовании за несколько, например один или два, проходов до перехода на выхаживание блок управления 6 дает команду на прекращение принудительной поперечной нодачи и производится один проход, когда резание осуществляется за счет упругих отжатий в системе СПИД с некоторой глубиной резания, по величине которой можно судить о влиянии всех выше перечисленных факторов на процесс выхаживания. В то же время с помощью блока коррекции 8 производится измерение и сравнение действительной глибины резания t с величиной t, принятой при настройке.
Если эти величины совпадают, то команда на выхаживание не изменяется. Далее опять производится чистовое шлифование, выхаживание, а при достижении заданного размера обработка прекращается, причем достигается требуемый шаг дискретности в конце обработки. В том случае, если при указанном проходе действительная глубина резания t окажется больще или меньще настроечной (н или ), то блок коррекции 8 осуществляет коррекцию команды выхаживания соответственно в сторону увеличения или уменьщения прииуска на выхаживание. Корректирование команды может производиться как в преобразователе 3 - команда а, так и во вторичном преобразователе 4 - команда Ь, усилителе 5 - команда сив блоке управления 6-команда rf.
Таким образом, в конце обработки в любом из перечисленных случаев достигается требуемый щаг дискретности, определяющий точность обработки.
Формула изобретения
Способ управления дискретным процессом обработки, например, плоским шлифованием напроход, предусматривающий коррекцию уровня срабатывания команды на выхаживание, отличающийся тем, что, с целью повышения точности обработки, на этапе чистового шлифования за несколько, например один или два, проходов до перехода на выхаживание осуществляют один проход без принудительной подачи, измеряют величину слоя металла, снятого при этом проходе, и по результатам измерения производят коррекцию уровня срабатывания команды на выхаживание.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 413031, М. КЛ.2В 24В 49/10, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ адаптивного управления | 1977 |
|
SU878540A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ управления дискретным процессом обработки | 1978 |
|
SU791515A2 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
