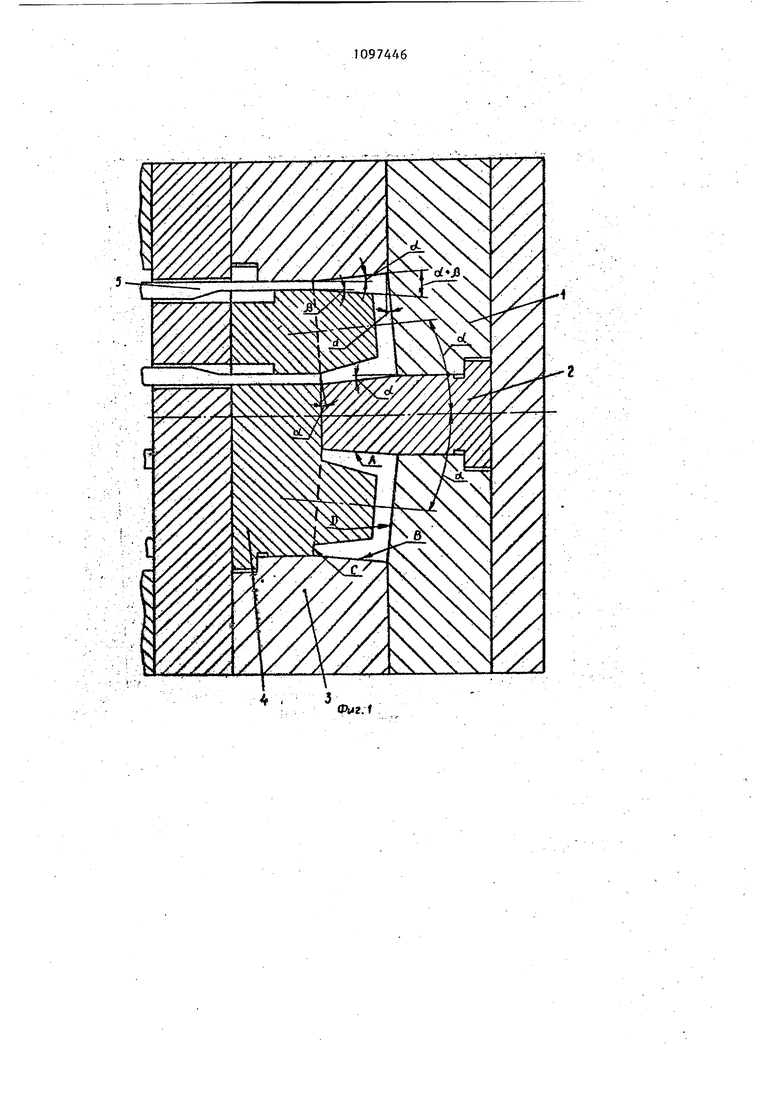
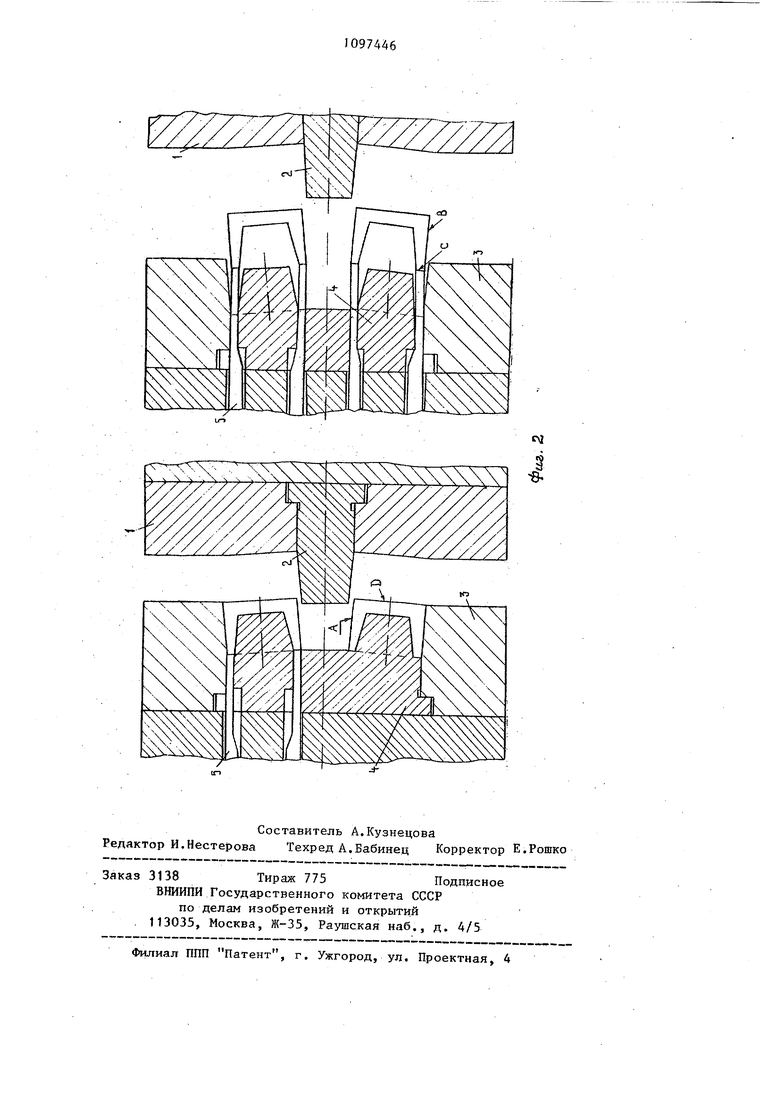
lib О Изобретение относится к литейному производству, в частности к пресс,формам литья под давлением. При изготовлении отливок литьем под давлением формообразующие полости пресс-форм вьтолняются с заданным литейными уклонами. Величину этих уклонов можно выбрать по известным рекомендациям m .. . Отсутствие уклонов затрудняет извлечение отливки из пресс-формы, ведет к браку отливок по задирам и дополнительной механической обработ. ке. . - Наиболее близкой к данному изобре Тению по технической сущности и до-стигаемому результату является пресс форма литья под давлением, содержаща подвижную и неподвижную полуформы со вставками, стержнями и формообразующими полостями, при этом на фор мообразую1дих поверхност}Гх, оформляющих наружные и внутренние порерхнос ти отливки, выполнены литейные уклоны 2 . . Недостатком известной пресс- ормы является невозможность получения отливок без уклона, что ведет к дополнительной механической обработке. Цель изобретения - получение отли вок без литейных уклонов на наружной поверхности. Указанная цель достигается тем, чтов пресс-форме для литья под давлением, содерхсащей подвижную и неподвижную полуформы со вставками, стержнями и формообразующими полостями, поверхности формообразующих полостей, оформля-ю цие наружный конту отливок, направлены к горизонтальной оси пресс-формы под углом, равным заданному литейному уклону. На фиг.1 изображена двухместная пресс-форма в закрытом состоянии. поперечньш разрез, на фиг.2 прессформа в открытом состоянии при выталкивании отливок. Пресс-форма для литья под давлением содержит неподвижную полуформу 1 со стержнем 2, подвижную полуформу 3 со вставкой 4 и толкателями 5. Поверхности формообраз ующих полостей А, .В, Си D, оформляющие наружный контур отливок, направлены к горизонтальной оси пресс-формы под углом ; , равным заданному литейному уклону. Это позволяет получить от- ливки с боковыми поверхностями А и В перпендикулярными двум другим поверхностям Си D, т.е. отливки по наружной поверхности н,е имеют литейных уклонов.. Угол , равный литейному уклону . на наружные поверхности, выбирается в. зависимости от величины уклона на внутренние поверхности (угол of t р ) по известным рекомендациям. Пресс-форма работает следующим образом. После заполнения металлом и его кристаллизации пресс-форму раскрывают. При отходе подвижной полуформы 3 ос.вобождаются две смежные наружные поверхности отливки А и D, оформляемые неподвижной полуформой 1 и стержнем 2. При выталкивании отливки толкателями 5 освобождаются две другие наружные поверхности В и С, оформляемые подвижной полуформой 3 и вставкой 4 (). Отливки получаются без литейных укло- . нов на наружной поверхности. Ликвидация литейных уклонов на наружной поверхности позволяет получить готовую деталь, не требующую механической обработки, кроме этого, j снижается расход металла, вес Отливки и экономится электроэнергия.
4 , 3
.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU835623A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU596366A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ | 1992 |
|
RU2043852C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| Машина для литья под давлением | 1983 |
|
SU1082555A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ,.содержащая подвижную и неподвижную полуформы со вставками, стержнями и формообразующими полостями, отл.и чающаяся тем, что, с целью ползгчения отливок без литейных уклонов на наружной поверхности, поверхности формообразующих полостей, оформляющие наружный контур отливок, направлены к горизонтальной оси пресс-формы под углом, равным заданному литейному уклону.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье под давлением | |||
| Под ред | |||
| А.К.Велопухова, М., Машиностроение, 1975, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литье под давлением | |||
| Под ред | |||
| А.К.Бёлопухова, М., Машиностроение, 1975, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| ч | |||
