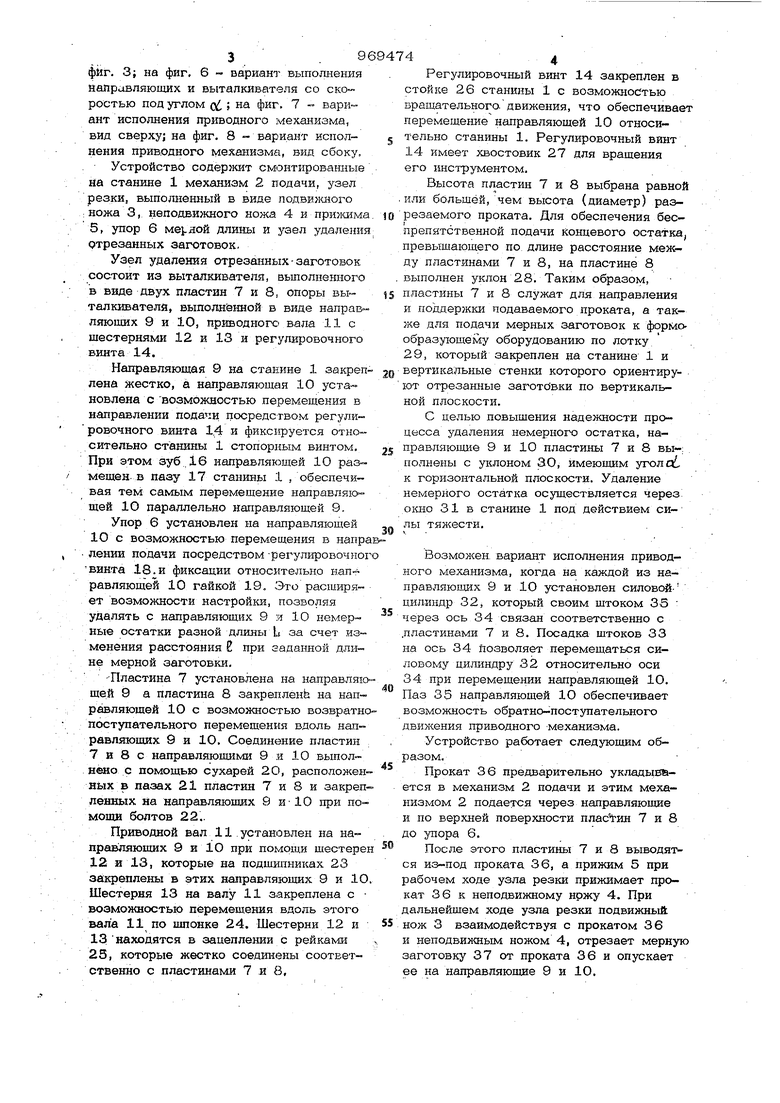
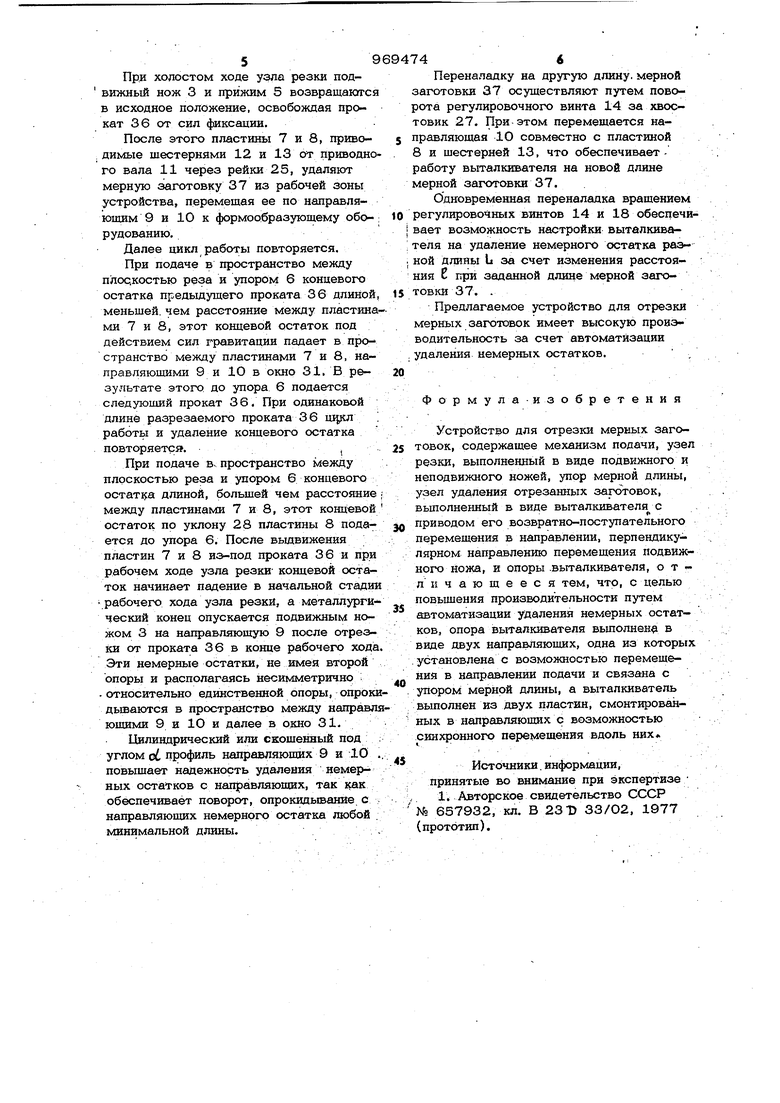
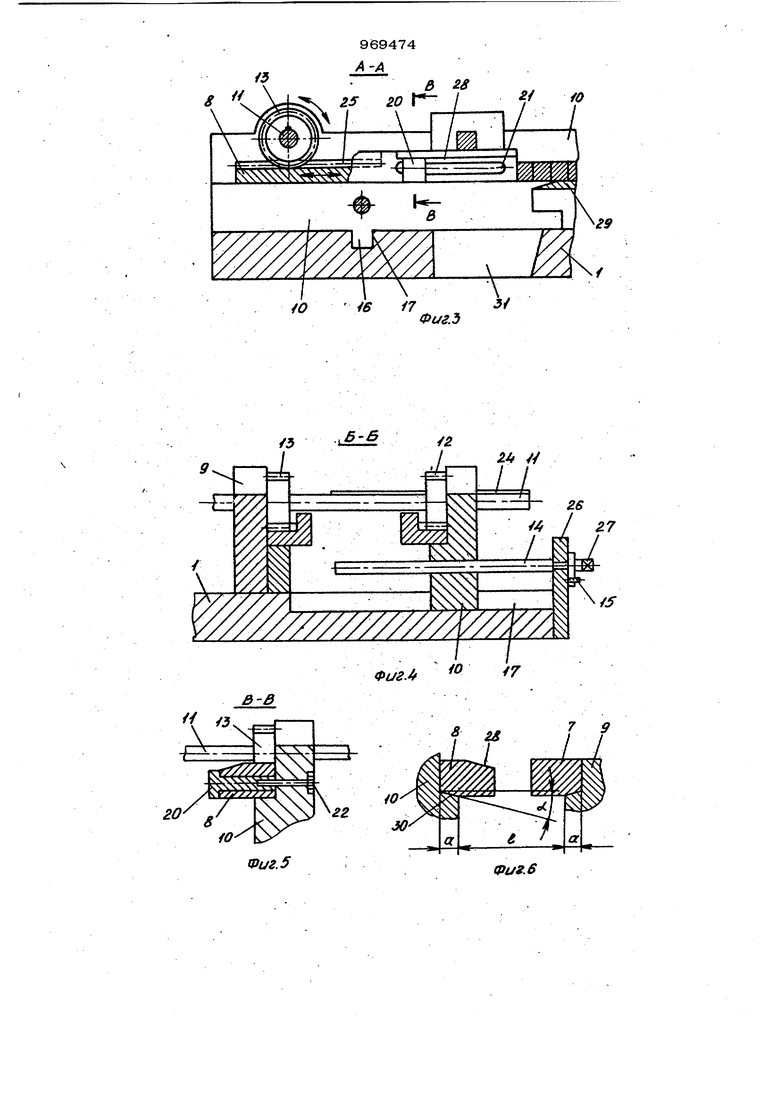
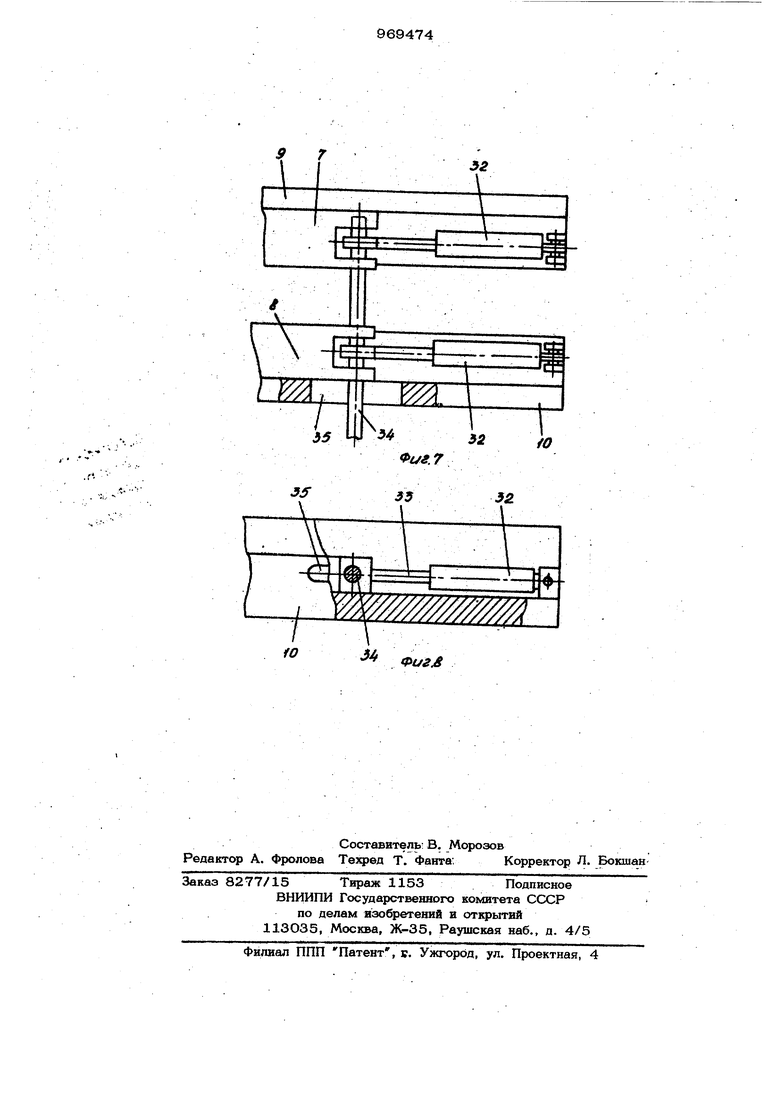
Изобретение относится к обработке металлов давлением и может быть исполь зовано в машиностроении для отрезки мерных заготовок в автоматических лини ях. Известно устройство для отрезки мерных заготовок, содержащее механизм подачи, узел резки, выполненный в виде подвижного и неподвижного ножей, упор мерной длины, узел удаления отрезанных заготовок, выполненный в виде выталкивателя, с приводом его возвратно-поступательного перемещения в направлении, перпендикулярном направлению подачи и направлению перемещения подвижного ножа и опоры выталкивателя С 1 3 Недостатком известного устройства является его низкая производительность, вызванная тем, что не обеспечивается автоматическое удаление немерных остат ков. Цель изобретения - повышение производительности путем автоматизации удаления немерных остатков. Поставленная цель достигается тем, что в устройстве для отрезки заготовок, содержащем механизм подачи, узел резки, выполненный в виде подвижного и неподвижного ножей, упор мерной длины, узел удаления отрезанных заготовок, выполненный в виде выталкивателя с приводом его возвратно-поступательного перемещения в направлении, перпендикулярном направлению подачи и напра&лению перемещения подвижного ножа, и опоры выталкивателя, последняя выполнена в виде двух направляющих, одна из которых установлена с возможностью перемещения в направлении подачи и связана с упором мерной длины, а выталкиватель выполнен из пластин, смонтированных в направл5поших с возможностью синхронного перемещения вдоль них. На фиг. 1 схематически изображено устройство, продольный разрез; на ijfflT. 2 то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фИг. 3; на фиг, 6 - вариант выполнения йаправляющих и выталкивателя со скоростью под углом с ; на фиг, 7 вариант исполнения приводного механизма, вид сверху; на фиг, 8 вариант исполнения приводного механизма, вид сбоку. . Устройство содерзкит смонтироваш1ые на станине 1 механизм 2 подачи, узел резки, выполненный в виде подвижного ножа 3,. неподвижного ножа 4 и при5кима 5, упор 6 метлой длины и узел удалени отрезанных заготовок. Узел удаления отрезанных заготовок состоит из выталкивателя, вьтолненного в виде двух пластин 7 и 8, опоры выталкивателй, выполненной в виде направляющих 9 и 10, приводногс вала 11 с шестернями 12 и 13 и регулировочного винта 14. Направляющая 9 на станине 1 закреп лена жестко, а направляющая 10 установлена с возможностью перемещения в направлении подачи посредством регули ровочного винта 1.4 и фиксируется относительно станины 1 стопорным винтом, При этом зуб., 16 направляющей 10 размещен в пазу 17 станины 1 , обеспечивая тем самым перемещение направляющей 10 параллельно направляющей 9. Упор 6 установлен на Нсшравляюшей 1О с возможностью перемещения в напра лении подачи посредством -регулировочно винта 18.и фиксации относительно направляюшей 10 гайкой 19, Это расщиряет возможности настройки, позволяя удалять с направляющих 9 и 10 немерные остатки разной длины L за счет изменения расстояния при заданной длине мерной заготовки, -Пластина 7 установлена на направляю щей 9 а пластина 8 закреплен на направляюшей 1О с возможностью возвратн поступательного перемещения вдоль нап равляющих 9 и 10, Соединение пластин 7 и 8 с направляющими 9 и 10 выполнено с помощью сухарей 20, расположен ных в пазах 21 пластин 7 и 8 и закреп ленных на направляющих 9 й-10 при помощи болтов 22,. Приводной вал 11 установлен на направляющих 9 и 1О при помощи щестере 12 и 13, которые на подщипниках 23 закреплены в этих направляющих 9 и Ю Шестерня 13 на валу 11 закреплена с воэможностью перемещения вдоль этого вала 11 по шпонке 24. Шестерни 12 и 13находятся в зацеплении с рейками 25, которые жестко соединены соответственно с пластинами 7 и 8, Регулировочный винт 14 закреплен в стойке 26 станины 1 с возможностью вращательного движения, что обеспечивает перемещение направляющей 10 относительно станины 1. Регулировочный винт 14 имеет хвостовик 27 для вращения его 1шструментом, Высота пластин 7 и 8 выбрана равной или большей, чем высота (диаметр) разрезаемого проката. Для обеспечения беспрепятственной подачи концевого остатка, превышающего по, длине расстояние между пластинами 7 и 8, на пластине 8 выполнен уклон 28, Таким образом, пластины 7 и 8 служат для направления и поддерж1ш подаваемого проката, а также для подачи мерных заготовок к формообразующему оборудованию по лотку. 29, который закреплен на станине 1 и вертикальные стенки которого ориентируют отрезанные заготбвки по вертикальной плоскости, С целью повыщения надежности процесса удаления немерного остатка, направляющие 9 и Ю пластинь 7 и 8 вы-; полнены с уклоном ЗО, имеющим уголо к горизонтальной плоскости. Удаление немерного остатка осуществляется через окно 31 в станине 1 под действием силы тяжести,. Возможен, вариант исполнения приводного механизма, когда на каждой из направляющих 9 и 10 установлен силовойцилиндр 32, который своим щтоком 35 через ось 34 связан соответственно с .пластинами 7 и 8, Посадка щтоков 33 на ось 34 позволяет перемещаться силовому цилиндру 32 относительно оси 34 при перемещении направляющей 10, Паз 35 направляющей 10 обеспечивает возможность обратно-поступательного движения приводного Механизма. Устройство работает следующим образом, Прокат 36 предварительно укладывается в механизм 2 подачи и этим механизмом 2 подается через направляющие и по верхней поверхности 7 и 8 до упора 6, После этого пластины 7 и 8 выводятся из-под проката 36, а прижим 5 при рабочем ходе узла резки прижимает прокат 36 к неподвижному нржу 4. При дальнейшем ходе узла резки подвижный нож 3 взаимодействуя с прокатом 3 6 и неподвижным ножом 4, отрезает мерную заготовку 37 от проката 36 и опускает ее на направляющие 9 и 10,
При холостом ходе узла резки подвижный нож 3 и прижим 5 возвращаются в исходное положение, освобождая прокат 36 от сил фиксации,
После этого пластины 7 и 8, приводимые шестернями 12 и 13 от приводного вала 11 через рейки 25, удаляют мерную заготовку 37 из рабочей зоны устройства, перемещая ее по направляющим 9 и 10 к формообразующему обо-; рудованию.
Далее цикл работы повторяется.
При подаче в пространство между плоскостью реза и упором 6 концевого остатке предыдущего проката 36 длиной, меньшей, чем расстояние между пластина-ми 7 и 8, этот концевой остаток под действием сил гравитации падает в пространство между пластинами 7 и 8, направляющими 9 и 1О в окно 31. В результате этого до упора 6 подается следующий прокат 36. При одинаковой длине разрезаемого проката 36 шро . работы и удаление концевого остатка повторяете.,
При подаче в. пространство между плоскостью реза и упором 6 концевого ocTaTija длиной, больщей чем расстояние; между пластинами 7 и 8, этот концевой остаток по уклону 28 пластины 8 подается до упора 6. После вьщвижения. пластин 7 и 8 из-под проката 36 и при рабочем ходе узла резки- концевой остаток начинает падение в начальной стадии рабочего хода узла резки, а металлургический конец опускается подвижным ножом 3 на направляющую 9 после отрезки от проката 36 в конце рабочего хода. Эти немерные остатки, не имея второй опоры и располагаясь несимметрично относительно единственной опоры, опрокидываются в пространство между направляющими 9 и 10 и далее в окно 31.
Цилиндрический или скошенный под углом oL профиль направляющих 9 и 10 ., повыщает надежность удаления немерных остатков с направляющих, так icaK обеспечивает поворот, опрокидывание с направляющих немернрго остатка любой минимальной длины..
Переналадку на другую длину, мерной заготовки 37 осуществляют путем поворота регулировочного винта 14 за хвостовик 27. При-этом перемещается направляющая Ю совместно с пластиной 8 и шестерней 13, что обеспечивает работу выталкивателя на новой длине мерной заготовки 37.
Одновременная переналадка вращением регулировочных винтов 14 и 18 обеспечивает возможность настройки выталкивателя на удаление немерного остатка разной длины L за счет изменения расстояния Е при заданной длине мерной заготовки 37. .
Предлагаемое устройство для отрезки мерных заготовок имеет высокую производительность за счет автоматизации . удаления немерных остатков. ,
Формулаиз обретения
Устройство для отрезки мерных заготовок, содержащее механизм подачи, узел резки, выполненный в виде подвижного и неподвижного ножей, упор мерной длины, узел удаления отрезанных заготовок,
вьшолненный в виде выталкивателя с
приводом его возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения подвижного ножа, и опоры .выталкивателя, о т л и ч а ю щ е е с я: тем, что, с целью повьщ1ения производительности путем автоматизации удаления немерных остатков, опора выталкивателя вьшолнен в виде двух направляющих, одна из которых .установлена с возможностью перемещения в направлении подачи и связана с упором мерной длины, а выталкиватель выполнен из двух пластин, смонтированных в направляющих с возможностью синхронного перемещения вдоль них
Источники, информации, принятые во внимание при экспертизе;
1. Авторское свидетельство СССР № 657932, кл. В 23ТЭ 33/О2, 1977 (прототип).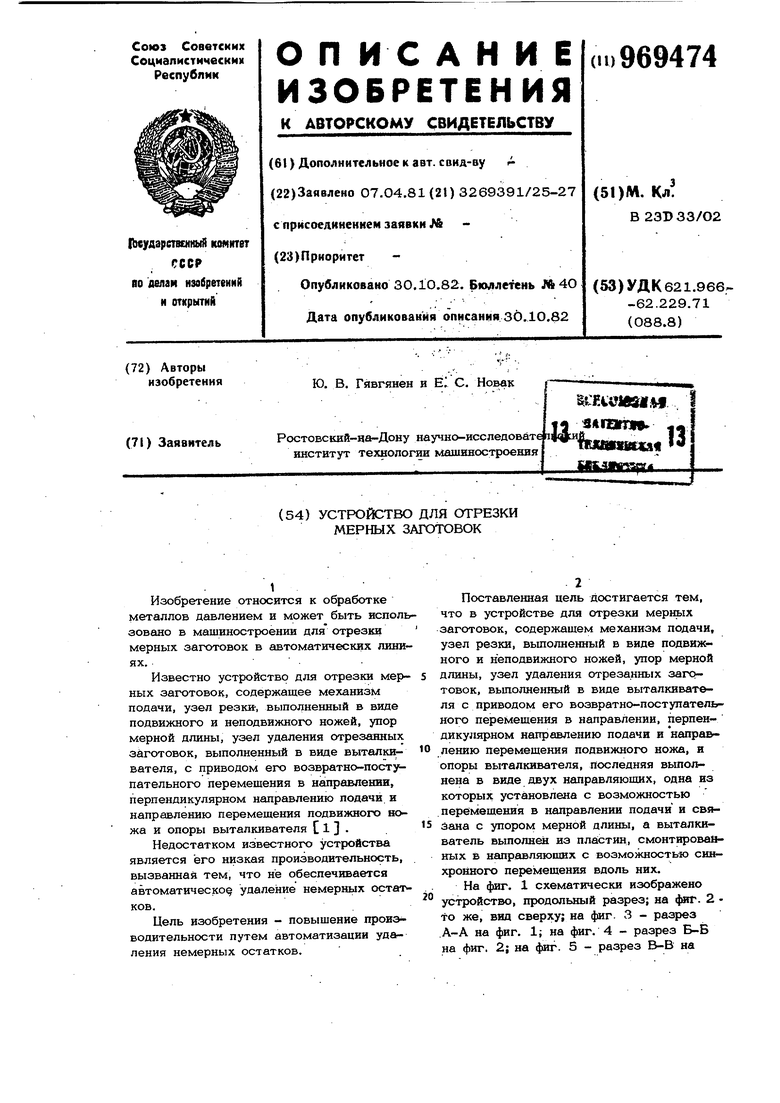
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезки мерных заготовок | 1980 |
|
SU903000A2 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |

гг
fO
Фиг. 5
4).
r ff
Фиг. 6
