со
4j
05
ел
М
Изобретение относится к черной металлургии и может быть использовно при горячей обработке металлов давлением, в частности при горячей штамповке поковок.
, Известны различные смс1зки для горячей обработки металлов давлени на основе воды, включающие графит, парафин, минеральное масло, соапсток растительного масла и другие компоненты р. и . 2 .
Однако эти смазки из-за содержания в них графита и органических соединений приводят к загрязнению рабочих мест и атмосферы цеха продуктами сгорания, ухудшая тем cai«i санитарно-гигиенические условия работы.
Кроме того, продукты сгорания загрязняют рабочую зону штампов, отрицательно влияют Hei состояние их поверхности и поверхности поковок, снижг1Я качество обрабатываемой поверхности.
Наиболее близкой по составу и достигаемому результату к предлагамой является смазка для горячей обработки металлов давлением следущегр состава З , мас.%:
Лигнин5,0-25,0
Гидрат окиси
кальция0,1-15,0
Тринатрийфосфат 1,0-5,0 Соапсток растительного масла5,0-30,0 Гидроцеллюлоза1,0-25,0 Битум 0,2-5,0 Парафин О,2-7,О Графит О,1-3,0 Антисептик 0,01-5,0 Вода Остальное Однако эта смазка имеет недостаточно низкий коэффициент трения, что приводит к снижению стойкости штамповой оснастки, а присутствие в ней графита и таких органических соединений, как лигнина, соаптостока растительного масла, гидроцеллюлозы, битума, парафина при горячей обработке мет гш лов также как ив описанных выше смазках приводит к ухудшению санитарно-гигиенических условий труда и снижению .качества обрабатываемой поверхности.
Цель изобретения - повьииение стойкости инструмента за счет снижения коэффициента трения между заготовкой и гравюрой штампа, улучшение качества обрабатываемой
поверхности и санитарно-гигиенических условий труда.
Поставленная цель достигается тем, что смазка для горячей обработки металлов .давлением, содержгицая воду и Тринатрийфосфат, дополнительно содержит глину бентонитовую и Тёшьк при следующем соотношении компонентов, мас.%:
Тринатрийфосфат10-20
Глина бентонитовая5-10
Тальк5-10
ВодаОстальное
Готовят смазки, составы которых приведены в табл. 1.
Таблица
15
20
10
Смазки готовят путем смешения трииатрийфосфата, глины и талька в воде при 20-30 С. Для ускорения процесса получения гомогенной структуры используют горячую воду или подогревают смесь компонентов смазки до SO-80 C.
В результате исгмтаний определяют коэффициент трения для каждой из рецептур методом осадки колец.
Для создания условий испытаний, максимальное приближенных к производствеиш9В4, учитывают температурно-скоростные факторы штамповки, а также материал заготовки и инструмеита.
Кольцеобразные образцы готовят из стали 30 размером, мм: наружный дианютр (Дяар. ) 30; внутренний диаметр (Двц) 15; высота (Н) 10.
Результаты сравнительных испытаний смазок приведены в табл.2.
Таблица 2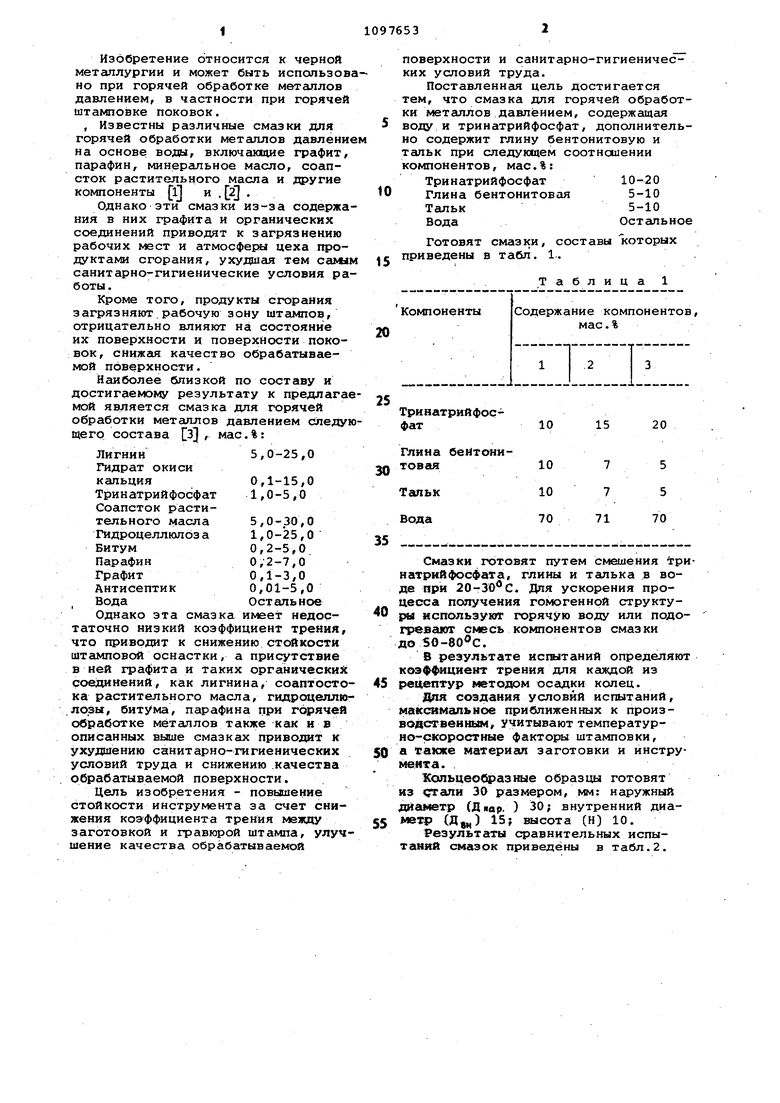

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1558961A1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2756616C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1351969A1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1011680A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840090A1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТ- КИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая воду и тринатрийфосфат, о т л и чающаяся тем, что, с целью повышения стойкости инструмента г смазка дополнительно содержит глину бентонитовую и тальк при следующем соотнсзшении компонентов, мас.%: 10-20 Три натрийфосфат 5-iO Глина бентонитовая 5-10 Тальк Остальное Вода
Оптимальчая концентрация тринатрийфосфата, глины и талька в смазке соответствует состгшу 2.
Как видно из табл. 2, величина коэффициента трения предлагаемой смазки в 2 раза ниже известно }, что обусловливает повышение стойкости инс- румента.
Отсутствие в предлагаемой смазке графита и органических компонентов значительно улучшает санитарно-гигиенические условия работы и качество обрабатываекых поверхностей .
25 При использовании предпаггюмой смазки на гравюре штаАла образуетс аморфная пленка, котораих защищает поверхность штампа от коррозии, механического воздей1ствия окалины,
30 облегчает процесс деформации металла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ METAJе | 0 |
|
SU327239A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
