1
Изобретение относится к обработке металлов давлением, а именно к смазкам для различных видов горячей обработки металлов давлением, преимщественно при прокатке, волочении и штамповке черных и цветных металлов, и может быть реализовано на предприятиях, связанных с переработкой металлов,
Известны технологические смазки на основе минеральных и растительных масел с введением .различных добавок 1.
Однако известные смазки недюстаточно эффективны и технологичны, а также не отвечают требованиям по качеству обрабатываемой поверхаости.
Наиболее близкой к предлагаемой является смазка E2J .следующего сосва, вес.%: . Лигнин гидролизный 5, Гидрат окиси кальция 0,1-15/0 Тринатрийфосфат 1,0-5,0 Соапсток растительного масла 10, Дихлорстеариновая кислота 0,5-2,0
Тетрахлорстеариновая кислота 0,5-10,0 Фенол0,01-3,0
ВодаДо 100
Однако применением известной смазки энергозатраты на деформацию снижаются в недостаточной мере, что не Обеспечивает высокой тойкости инструмента, значитёльного повышения производительности прокатных стансш и высокого уровня качества продукции.
Цепь изобретения - разработка смазки, обеспечивающей повышение износостойкости инструмента и качества обраба1ъшаемой поверхности.
Поставле:нная цель достигается тем, что смээка для горячей обработки металлов давления, содержащая воду, лигнин гидролизный, трииатрийфосфат, гидрат окиси кальция, соапсток растительного масла и фенол дополнительно содержит парафин, гуминовые вещества/ каменноугольный пек и аэросил, при следунвдем соотношении ингредиентов, аес.%:
Лигнин гидролизный 5,0-30,0 Тринатрийфосфат 1,0-5,О Гидрат окиси кальция0,1-12,0
Соапсток раститель5,6-30,0 ного масла
0,2-5,0
Парафин 1,0-20,0
Гуминовые вещества
0,2-5,0
Каменноугольный пек
0,1-3,0
дзросил :
0,01-5,0
Фенол (антисептик)
Остальное
Вода
Лигннн - отход гидролизно-дрожжерого производства, является высоковффективиым сорбентом и комплексообразователем с ионами железа. Во время приготовления смазочной композиции лигнин выполняет роль сорбента-носителя и диспергатора, на котором сорбируются все составные части композиции.Кроме .того, он обладает высоким смазочным эффектом,
Тринатрийфосфат в смазке примёняетс я как эффективное моющее средcTBOf обла дающее хорошими эмульгирующими свойствами
Гуминовые вещества - отходы
гидролиз Н о-ДРОЖЖ 33 ОГ о ПрОИ ЗВ оде ТВ а,
представляющие/собой продукты распада Сахаров, образующиеся в-результате окислительного процесса в гидролиз-аппаратах. Гуминовые вещества являются сложной смесью высокомолекулярных соединений, состоящих в основном из конденсированнщх ароматических ядер, содержащих фе нольные гидроксилы, а также карбоксильные, карбонильные и ацетильные группы. Условный мбл.вес. 13001500. Они обладают свойствами образовывать комплексные соединения соли (гуматы) , Обладая такими свойствами,, эти вещества могут образовывать комплексные соединения с железсм, в результате чего повышают эффективность смазки и ее адгезию к инструменту.
Соапсток представляет собой продукт щелочной рафинации подсолнечного масла, имеющий в своем составе8-10 мол.% стеариновой, пальмитиновой, олиновой, линолевой кислот, нейтральные жиры до 1%, а также фосфатиды, белковые, слизисты и смолистые вещества. В смазке он выполняет роль активного эгдульгирую щего средства, способствующего смазочному эффекту.
Парафин применяется в качестве эффективного смазывающего продукта. Способствует равномерному растеканию смазки на поверхности горячего .
Пек каменноугольный - остаточные продукты термической переработки
каменноугольной смолы. Для смазки применяют мягкий каменноугольный пек с т.пл, 40-50 0 или средний пек с т.пл. 65-70 0 и плотностью 1,2-1,3 г/см. В данном случае он является адгезивом, повышает растекаемость смазки на горячем металле и способствует смазочной эффективности.
Аэросил - синтетическая окись кремния, отличается высокой степенью дисперсности частиц и применяется в смазке как наполнитель. При попадании смазки на горячий инструмент аэросил придает высохщей смазке прочность, эластичность и предотвращает ее осыпание.
Фенол (антисептик) обладает антибактерицидными свойствами. Предупреждает бектерицидное разложение смазки. ,
Технология приготовления смазки следующая.
Расчетные количества воды, лигНина гидролизного, гидрата окиси кальция, соапстОка, гумминовых веществ, тринатрийфосфата,аэросила и антисептика перетирают до величины частиц 15-30 мкм. Образовавшуюся смесь помещают в реактор, нагревают до 80-100°С и при энергичном: перемешивании добавляют предварительно расплавленную смесь парафина с пеком. Прогрев и перемешивание продолжают до образования однородного устойчивого геля.
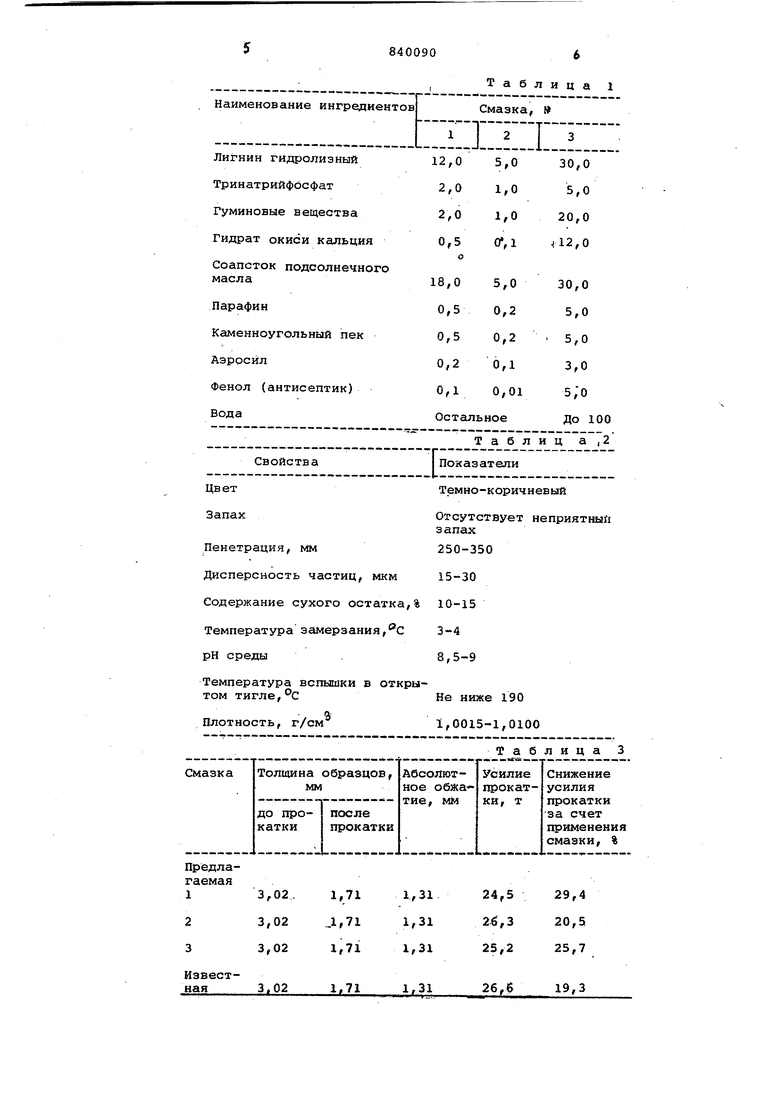
В табл. 1 приведен состав смазок
В Тс1бл. 2 приведены физико-химические свойства лигниновой смазки.
Испытания проводят на лабораторном стане в чугунных валках диаметром 190 мм при скорости прокатки 0,5 м/с. Стальные образцы (сталь 0,8 кп) размерами 3,02x40,2x250 мм нагревают до . Об эффективности смазок судят по величине усилия прокатки, которое измеряют с помощью месдоз, установленных под нажимными винтами стана и фиксируют с помощью осциллографа Н-700,
Меньшему усилию прокатки соот- ветствуэт большая эффективность технологической .смазки.
В табл. 3 приведены результаты .испытаний смазок известной и предлагаемой. .
Примбжениё предлагаемых смазок обеспечивает значительное снижение УСИЛИЯ прокатки по сравнению с извесной, что обуславливает повышение износостойкости инструмента и качества обрабатываемой поверхности.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU958481A1 |
| Смазка для горячей обработки металлов давлением | 1978 |
|
SU749884A1 |
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU659602A1 |
| Технологическая смазка для горячей обработки металлов | 1976 |
|
SU598928A1 |
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1097653A1 |
| Способ получения смазки для обработки металлов давлением | 1985 |
|
SU1289878A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
| Способ получения смазки для обработки металлов | 1976 |
|
SU654674A1 |
Пенетрация, мм
Дисперсность частиц, мкм
Содержание сухого остатка,%
Температура замерзания,с
рН среды
Температура вспышки в открытом тигле,°С
3
Плотность, г/см
1,0015-1,0100
Таблица
Формула изрбретения
Смазка для горячей обработки металлов давлением, содержащая воду, ЛИГНИН/ гидролизный, тринатрийфосфа гидратокиси кальция, соапсток растительного масла и фенол, о т л ичающаяря .тем что/ с целью површения износостойкости инструмента и качества обрабатьшаемой поверхности, смазка дополнительно содержит парафин, гуминрвьае в е- Iдecтвa каменноугольный пек и аэросил при следующем содержании компонентов,
5-30
Лигнин гидролизный 1-5 Тринатрийфосфат Гвдрат окиси каль0,1-12,0 ция
Соапсток раститеного масла Парафин
Гумйновые вещест Каменноугольный Аэросил Фенол Вода
Источники информации, принятые во внимание при экспертизе
кл. С 10 М 3/02, 1978 (прототип).
