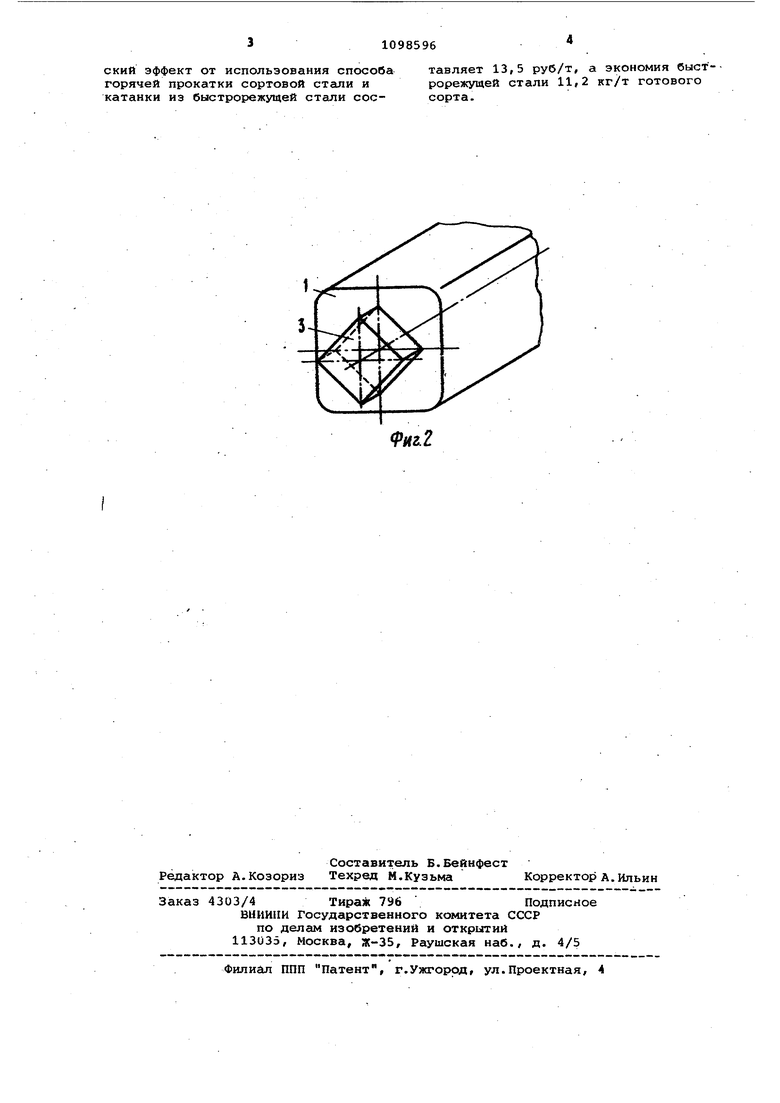
Изобретение относится к прокатно производству и может быть использов но для получения сортовой стали и катанки на современных непрерывных прокатных станах, преимущественно и труднодеформируемых сталей, в частн сти быстрорежущих. Известен способ горячей прокатки из заготовки, имеющей ф( бруса квадратного сечения с закругленными углами и выполненной из однородного металла П13. При прокатке известной заготовки из труднодеформируемых, в частности быстрорежущих, сталей на непрерывны станах в первых проходах зачастую происходит расщепление переднего ко ца заготовки и ее застревание в сле дующей клети, т.е. заготовка выпада ет в брак. Одна из причин расщепления переднего конца - наличие растя гивающих напряжений в центральной части заготовки. Цель изобретения - уменьшение обрези переднего конца заготовки и снижение трудоемкости. Поставленная дель достигается . тем, что согласно способу горячей прокатки сортового металла и катанк из заготовки, имеющей форму бруса преимущественно квадратного сечения и выполненной из однородного металл включающему крепление к переднему торцу заготовки инородных элементов к переднему торцу заготовки приваривают пластину в качестве инородно го элемента из бапее пластичного ме талла с габаритом сечения, равным 0,6-0,9 стороны заготовки, и толщиной, определяемой из соотношения р„ рГп где Ff, - площадь сечения пластины Ер и FP - соответственно длина и площадь сечения переднего конца раската, идущего в обрезь. Кроме того, приваривают пластину круглого сечения с разворотом ее осей относительно осей сечения заготовки на 90. Диаметр круглой пластины или размер по диагонали квадратной пластины берут 0,6-0,9 стороны основной заготовки из следующих соображений: если размер пластины меньше 0,6 стороны заготовки, то центральная часть переднего торца заготовки будет закfaiTa не полностью, т.е. не гарантируется надежное предохранение конца заготовки от расщепления} если размер пластины больше 0,9 стороны заготовки, то пластина будет дефор мироватъся уже в первых проходах, что может вызвать разрушение сварного шва и отделение пластины от основной го металла. С этой же целью квадрат-. ную пластину приваривают с разворотом ее осей относительно осей заготовки на 90. Толщину привариваемых пластин выбирают из условия полного их удаления во время обрезки переднего конца после прокатки заготовки в непрерывной черновой группе клетей, т.е. п- P P . ъ е откуда РП где. Ь„ и F - толщина и площадь сечения пластины; йр и - длина и плсяцадь сечения удаляемого в обрезь после черновой группы клетей переднего конца раската. На фиг. 1 и 2 показана исходная заготовка с приваренными к ее переднему концу круглой и квадратной пластинами соответственно. Заготовка имеет форму бруса 1 квадратного сечения с закругленными кромками из однородного металла, например из быстрорежущей стали. К переднему торцу бруса 1 до прокатки приваривают круглую или квадратную пластины 3 из более пластичного: металла, например из СтО-СтЗ. Затем ведут прокатку заготовки. Пример. Во время прокатки, например, на непрерывном.стане 250 используют квадратную заготовку со стороной 100 мм. После черновой группы клетей получают раскат квад.ратного сечения со стороной 40 км, обрезают: передний конец раската линой 120 мм. При прокатке быстроуежущей стали к переднему торцу заготовки 1 приваривают круглую пласти ну 2 диаметром 70 мм из углеродистой стали. Толщину пластины 2 определяют из условия полного ее удаления при обрезке переднего конца , 120x0.7x40x40 48 мм. П з71х35х35 Так как передний конец заготовки из быстрорежущей стали скреплен приваренной пластиной 2, при прокатке в черновой группе стана 250 расщепления переднего конца не наблюдается, приваренная пластина 2 при обрезке удаляется полностью. Предложенный способ, позволяя ликвидировать расщепление переднего конца раската, способствует при этом уменьшению расхода высоколегированной стали при обрезке переднего конца раската, так как в шихту удаляется в основном, приваренная к торцу низкоуглеррдистая сталь. Экономический эффект от использования способа горячей прокатки сортовой стгши и катанки из быстрорежущей стали составляет 13,5 руб/т, а экономия быстрорежущей стали 11,2 кг/т готового сорта.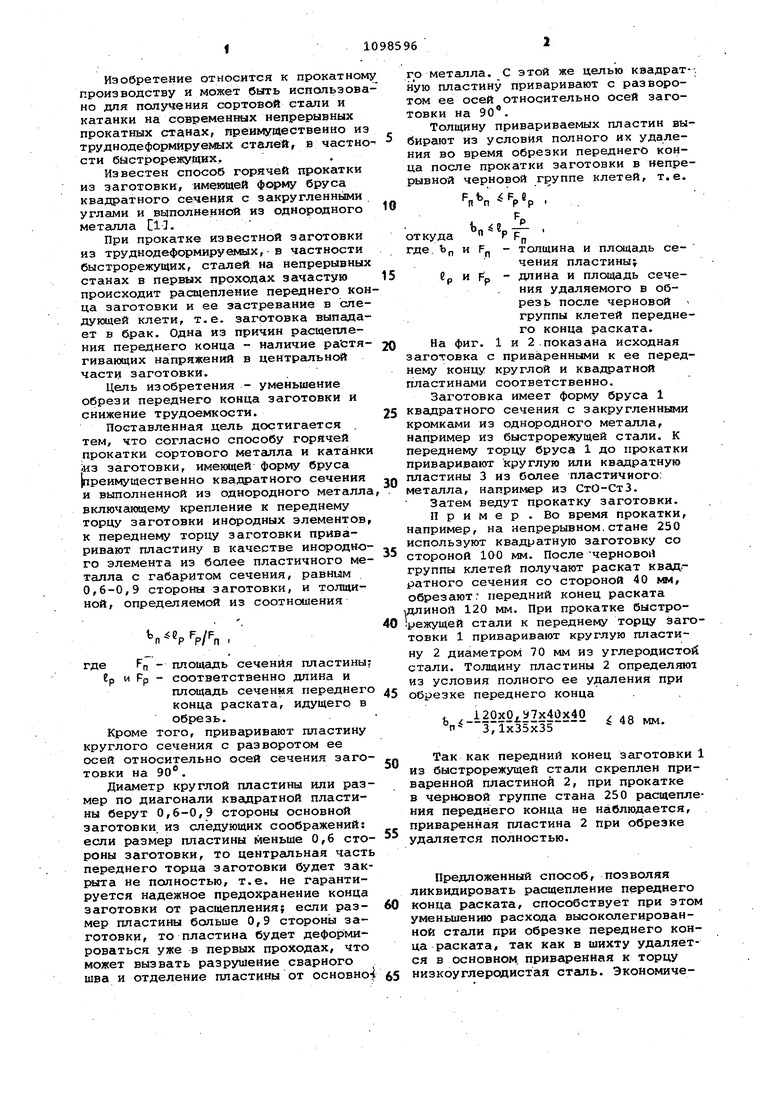
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортового проката из легированных сталей | 1989 |
|
SU1692691A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1995 |
|
RU2090305C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Способ сдвоенной прокатки на непрерывном мелкосортном стане | 1989 |
|
SU1671381A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
1. СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА И КАТАНКИ ИЗ ЗАГОТОВКИ, имеющей форму бруса преимущественно квадратного сечения и выполненной из однородного металла, включающий крепление к переднему торцу заготовки инородных элементов, отли-чающийся тем, что, с целью уменьшения обрези переднего конца заготовки и снижения трудоемкости, в качестве инородного элемента к переднему торцу заготовки приваривают пластину из более пластичного металла с габаритом сечения, равным 0,6-0,9 стороны заготовки, и толщиной, определяемой из соотношения n epFp/Fn Fn площадь сечения пластины; где «рИ Р„ соответственно длина и площадь сечения переднего конца раската, идущего в обрезь. Способ по п. 1, о т л и2. чающийс.я тем, что приваривают пластину круглого сечения. 3. Способ по п. 1, отличающийся тем, что приваривают пластину квадратного сечения с разворосл том ее осей относительно осей сечения заготовки на 90°. ;о X) :л г 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Геликоптерный винт | 1926 |
|
SU4693A1 |
