Изобретение относится к обработк металлов давлением и может быть использовано в черной металлургии при производстве U-образных гнутых профилей проката, а также в машиностроении и других смежных отраслях при изготовлении гнутых профилей проката аналогичного типа методом валковой формовки.
Наиболее близким по технической сущности к изобретению является способ изготовления U -образн лх гнутых профилей проката путём подгибки по переходам полок профиля до требуемой конфигурации 13.
Однако известным способом производят и-образные гнутые профили только из штучных заготовок ограниченной длины, при котором очень затруднительно или вовсе невозможно получить высоту полок в заданных пределах, т.е. невозможно обеспечить качество в соответствии с требованиями чертежа готовой детали.
Указанные недостатки обусловлены характером производства, осуществляемом в трех-или четырехвалковых машинах, при котором неизбежно происходит переформовка криволинейного участка вследствие смещения деформируемой заготовки относительно оси профилирования.
Цель изобретения - повышение качества профилей путем уменьшения разновысотности полок.
Для достижения указанной цели согласно способу изготовления гнутых и-образных профилей путем подгибки 1ПО переходам полок профиля до требуемой конфигурации на первом переходе подгибают полки с образованием центрального участка шириной, соответствуюг ей длине развертки криволинейного участка профиля, а затем в последующем переходе осуществляют симметричную шаговую гибку центрального участка в направлении от периферии к центру на радиус, равный заданному на профиле.
Осув1ествление. подгибки полок относительно плоского центрального участка, ширину которого последовательно в ка;хдом переходе cи мeтpично и равномерно уменьшают до нуля путем искривления крайних частей центрального участка, до кривизны, соответствующей заданной, обеспечивает стабилизацию деформируемой заготовки в калибрах формовочных клетей без дополнительных мероприятий по удержанию .ее по оси профилирования. Этим самым исключается смещение профиля от оси профилирования, что обеспечивает уменьшение разновысотности полок в пределах допускаемых отклонений согласно чертежу готовой детали.
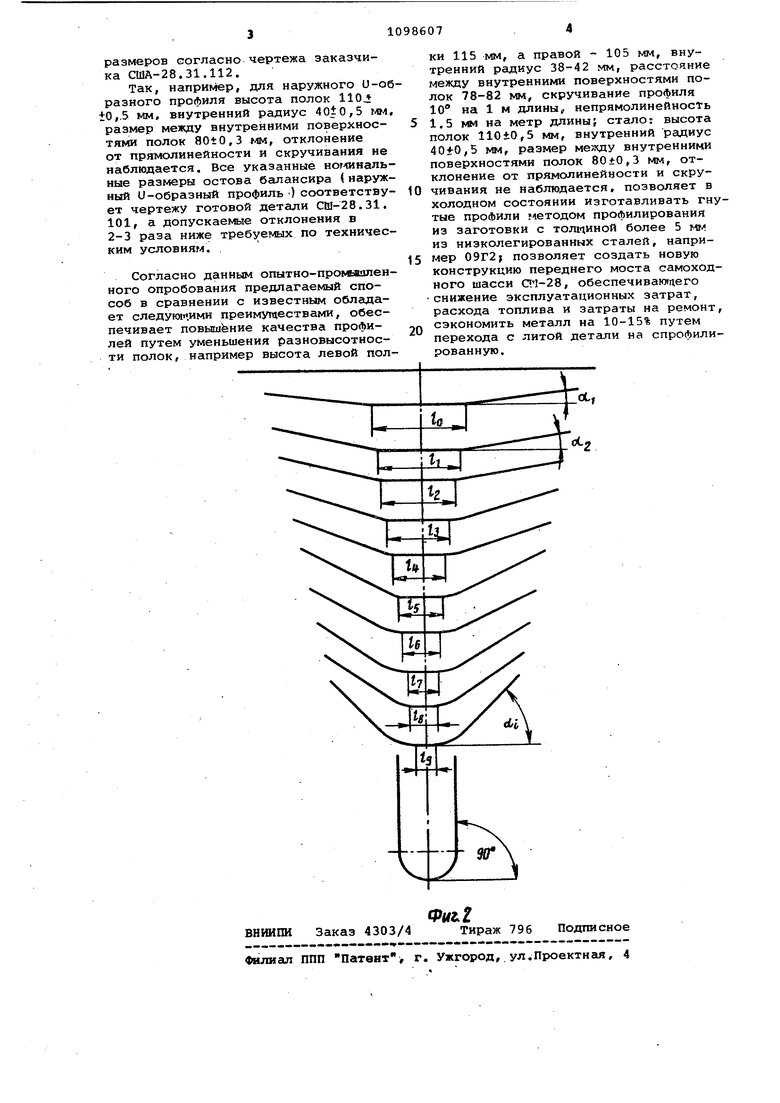
На фнг.1 показан готовый профиль общий вид; на иг.2 - схема технологических переходов формообразования гнутых и -образных профилей проката.
Профиль содержит левую 1 и правую 2 полки и криволинейный элемент 3. Позицией 4 обозначена вершина Uобразного профиля.
Согласно предлагаемому способу в процессе .изготовленияна первом переходе формуют временный технологический плоский центральный участо длина которого соответствует разверке криволинейного участка, а середину его располагают на месте будущей вершины криволинейного участка готового профиля, совмещаемую с осью профилирования стана, причем подгибку полок осуществляют относительно центрального участка. При этом ширину плоского центрального участка на последующих переходах последовательно симметрично и равномерно уменьшают, искривляя каждый крайний элемент плоского центрального участка на размер окончательного радиуса готовой детали до получения профиля, при котором плоский цен- тральный уча.сток полностью формуется в полукруглую форму, соответствующую заданному размеру готовой детали.
Так, например, в соответствии с предложенным способом, изготовление и-образного профиля для переднего мостя самоходного шасси CDJ-28 из толщины исходной заготовки равной 7 мм производят в валках профилегибочного стана 2-6-50-500. Формообразование, например, нарухсного профиля осуществляется по режиму: О -3 -11 -22 -34 -46 -50 -68 -76 -84 -90 -кешибровочный переход, при этом в первом формовочном переходе длина плоского аентргипьного участка составляет 135,16 мм, что равно длине развертки криволинейного участка готового профиля Яатем в каждом последующем переходе длину плоского центрального участка уменьшают симме-; трично с обоих концов на 7,5 мм, которые искривляют, на величину за,данного радиуса кривизны криволинейного участка готового профиля до получения в последнем переходе полукруглой формы.
Как показывают данные опытного профилирования, полученный готовый профиль согласно предлагаемому способу профи.пирования в валках профилегибочного стана соответствует всем требованиям технических условий чертежа готовой детали.
формообразование внутреннего Uобразного профиля осуществляется аналогично с учетом его линейных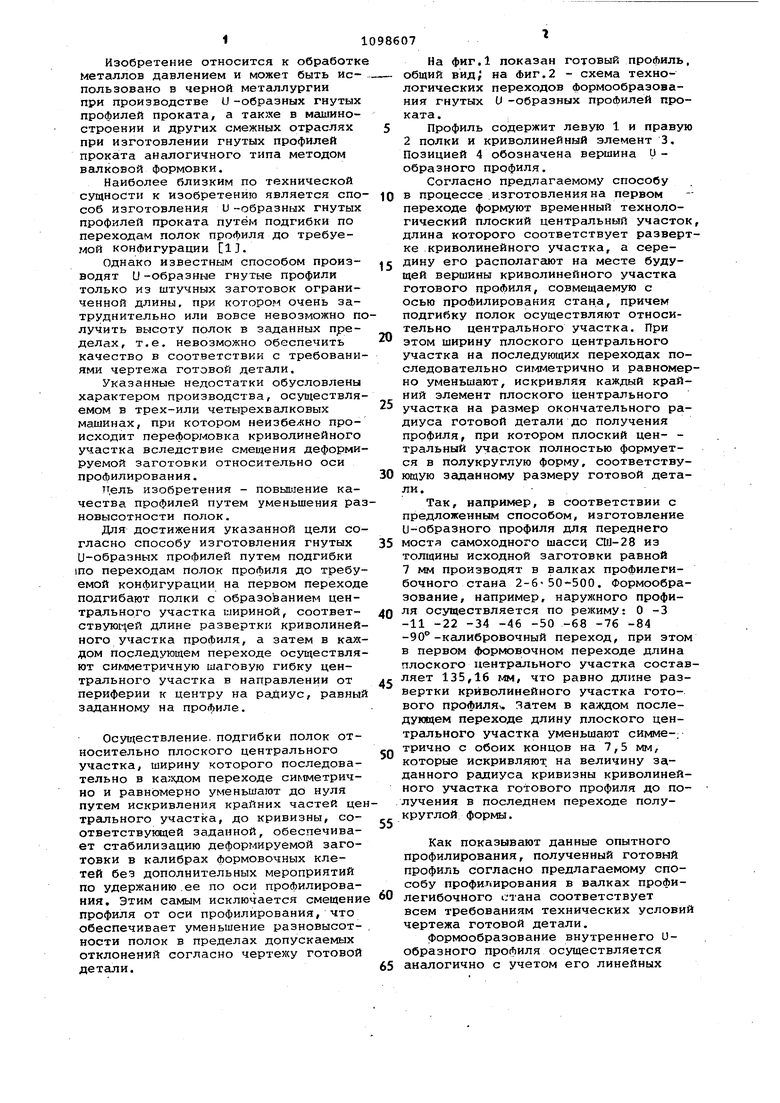
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления @ -образных гнутых профилей | 1986 |
|
SU1388141A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления сортовых гнутых профилей | 1985 |
|
SU1291237A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| Способ изготовления профилейзАМКНуТОгО и пОлузАМКНуТОгО СЕчЕНия | 1979 |
|
SU837466A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ и-ОБРАЗННХ ПРОФИЛЕЙ путем подгибки по переходам полок проЛиля до требуемой конфигурации, отличающий с я тем, что, с целью повышения качества проЛилей путем уменьшения разновысотности полок, на первом переходе подгибают полки с образованием центрального участка шириной, соответствуквдей длине развертки криволинейного участка профиля, а затем в каждом последующем переходе осуществляют симметричную шаговую гибку центрального участка в направлении от периферии к центру на радиус, равный заданному на профиле.
| Мошнин Е.Н | |||
| Гибка и правка на ротационных машинах | |||
| М., Машиностроение, 1967, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
