Изобретение относится к обработке металлов давлением и может быть использовано для выдавливания кольцевых канавок на стенках полостей деталей из стали и сплавов цветных металлов.
Известен пуансон для обратного выдавллвания, содержащий рабочую, переходную и посадочные части 1.
Однако указанный пуансон имеет недостатки, связанные с невозможностью выдавить с его помощью кольцевые канавки на стенках полости.
Известен пуансон к штампам для выдавливания, содержащий хвостовую и рабочую части, а также кольцевой упругий элемент конической формы, обращенный меньщим основанием к хвостовой части 2.
Недостатком известного пуансона является невозможность получения с его помощью кольцевых канавок в стенках полости на различной высоте от дна.
Цель изобретения - расширение технологических возможностей путем увеличения диапазона типоразмеров получаемых деталей.
Поставленная цель достигается тем, что в пуансоне к штампам для выдавливания, содержащем хвостовую -и рабочую части, а также кольцевой упругий элемент конической формы, обращенный меньшим основанием к хвостовой части,кольцевой упругий элемент закреплен на торце рабочей части пуансона.
Кроме того, пуансон снабжен упорной втулкой, связанной с рабочей частью и установленной с возможностью осевого перемещения и взаимодействия с кольцевым упругим элементом.
На фиг. 1 представлен пуансон для выдавливания кольцевой канавки в донной части полости; на фиг. 2 - пуансон для выдавливания кольцевой канавки в средней части полости; на фиг. 3 - выдавливание кольцевой канавки в донной части полости; на фиг. 4 - выдавливание кольцевой канавки в средней части полости.
Пуансон содержит рабочую 1, переходную 2 и хвостовую 3 части. На торце рабочей части 1 закреплен упругий элемент 4. Таким пуансоном можно выдавить кольцевую канавку в донной части полости.
Для выдавливания кольцевой канавки в средней части полости детали на пуансон дополнительно устанавливают упорную втулку 5 с. возможностью осевого перемещения.
Пуансон работает следующим образом.
Деталь 6 с полостью помещают в матрицу 7. При рабочем ходе пресса пуансон входит рабочей частью 1 в полость детали и упирается упругим элементом 4 в дно детали 6. Под действием усилия пресса упругий элемент 4 деформируется в осевом направлении, увеличивая при этом свой диаметр (работает подобно тарельчатой пружине). Края упругого элемента 4 внедряю.тся в стенку полости детали 6 и выдавливают кольцевую канавку.
При обратном ходе пресса нагрузка с пуансона снимается. Упругий элемент 4 восстанавливает свою форму и первоначаль0 ный диаметр, поэтому пуансон свободно извлекается из полости.
При выдавливании кольцевых канавок в средней части полости упругий элемент 4 пуансона упирается в упорную втулку 5.
Предлагаемое изобретение по сравнению с известным позволяет получать кольцевые канавки в полости изделия на различной высоте от дна полости.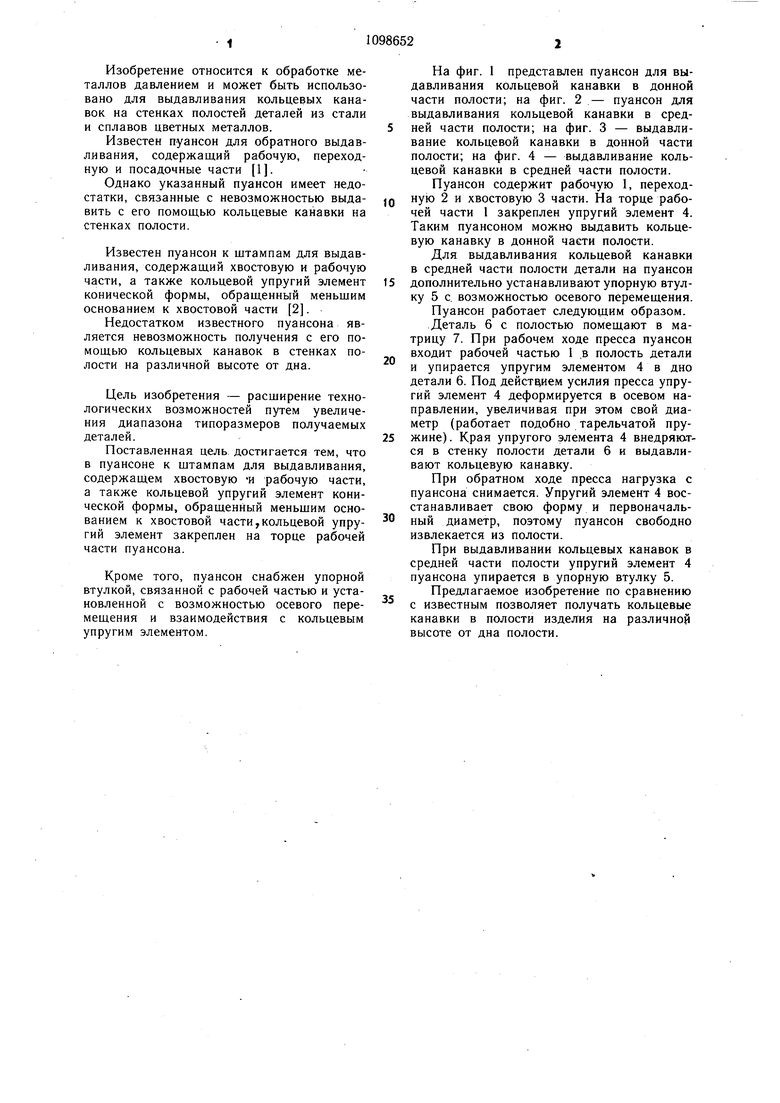
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2587771C1 |

1. ПУАНСОН К ШТАМПАМ ДЛЯ ВЫДАВЛИВАНИЯ, содержащий хвостовую и рабочую части, а также кольцевой упругий элемент конической формы, обращенный меньшим основанием к хвостовой части, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения диапазона типоразмеров получаемых деталей, кольцевой упругий элемент закреплен на торце рабочей части пуансона. 2. Пуансон по п. 1, отличающийся тем, что он снабжен упорной втулкой, связанной с рабочей частью и установленной с возможностью осевого перемещения и взаимодействия с кольцевым упругим элементом. Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Навроцкий Г | |||
| .А | |||
| Холодная объемная штамповка | |||
| Справочник, М., «Машиностроение, 1973, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
