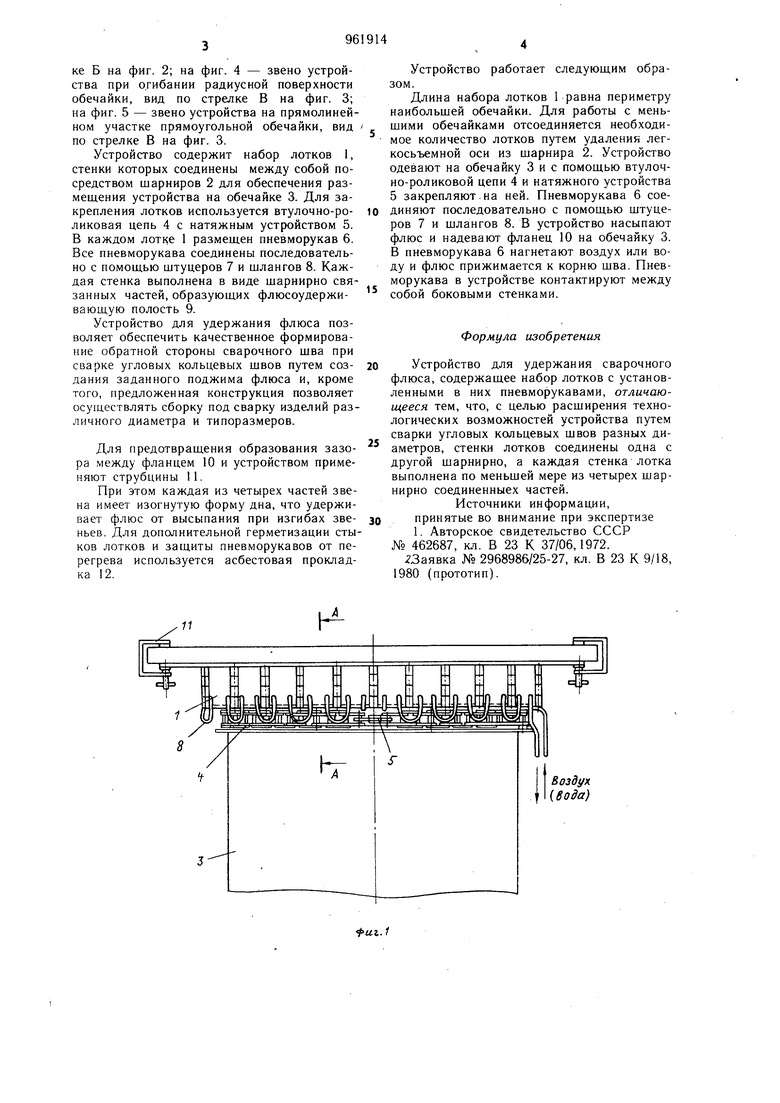
Изобретение относится к конструкция.м вспомогательного сварочного оборудования, а именно к желобам для размещения флюса, например для использования при односторонней автоматической сварке под флюсом. В настоящее время при изготовлении толстостенных крупногабаритных медных кристаллизаторов сварка фланца с обечайкой выполняется с глубоким проплавлением. Для удержания расплавленного металла и формирования обратной стороны щва сварка выполняется на флюсовой подушке. Обечайки имеют различную форму: круглую, эллипсовидную, прямоугольную с радиусными переходами. Для образования флюсовой подушки для каждого размера и каждой геометрической формы обечайки изготавливается оснастка в виде стяжных полуколец с буртами. Известно устройство с подвижными элементами для формирования обратной стороны шва при сварке листов, содержащее смонтированный в корпусе желоб для флюса и механизм прижима флюса, выполненный в виде пневморукава. Боковые стенки корпуса выполнены подвижными 1. Наиболее близким по технической сущности к предлагаемому является флюсоудерживающее устройство, содержащее набор лотков с установленными в них пневморукавами 2. Недостатком указанных устройств является то, что ни одно из них невозможно применять при сварке фланцев с обечайкой для создания флюсовой подущки под фланцем, так как они не могут огибать обечайки различных форм. Цель изобретения - расширение технологических возможностей устройства путем сварки угловых кольцевых щвов разных диаметров. Указанная цель достигается тем, что в устройстве для удержания сварочного флюсзц содержащем набор лотков с установленными в них пневморукавами, стенки лотков соединены шарнирно одна с другой, а каждая стенка лотка выполнена по меньшей мере из четырех шарнирно соединенных частей. На фиг. 1 изображено устройство в собранном виде на обечайке с фланцем, общий вид; на фиг. 2 - разреЗ А-А на фиг. 1; на фиг. 3 - звено устрЪйства, вид по стрелке Б на фиг. 2; на фиг. 4 - звено устройства при огибании радиусной поверхности обечайки, вид по стрелке В на фиг. 3; на фиг. 5 - звено устройства на прямолинейном участке прямоугольной обечайки, вид по стрелке В на фиг. 3. Устройство содержит набор лотков 1, стенки которых соединены между собой посредством шарниров 2 для обеспечения размещения устройства на обечайке 3. Для закрепления лотков используется втулочно-роликовая цепь 4 с натяжным устройством 5. В каждом лотке 1 размещен пневморукав 6. Все пневморукава соединены последовательно с помощью штуцеров 7 и шлангов 8. Каждая стенка выполнена в виде щарнирно связанных частей, образующих флюсоудерживающую полость 9. Устройство для удержания флюса позволяет обеспечить качественное формирование обратной стороны сварочного щва при сварке угловых кольцевых швов путем созДания заданного поджима флюса и, кроме того, предложенная конструкция позволяет осуществлять сборку под сварку изделий различного диаметра и типоразмеров. Для предотвращения образования зазора между фланцем 10 и устройством применяют струбцины 11. При этом каждая из четырех частей звена имеет изогнутую форму дна, что удерживает флюс от высыпания при изгибах звеньев. Для дополнительной герметизации сты ков лотков и защиты пневморукавов от перегрева используется асбестовая прокладка 12. Устройство работает следующим образом. Длина набора лотков 1 равна периметру наибольшей обечайки. Для работы с меньшими обечайками отсоединяется необходимое количество лотков путем удаления легкосьъемной оси из щарнира 2. Устройство одевают на обечайку 3 и с помощью втулочно-роликовой цепи 4 и натяжного устройства 5 закрепляют.на ней. Пневморукава 6 соединяют последовательно с помощью штуцеров 7 и шлангов 8. В устройство насыпают флюс и надевают фланец 10 на обечайку 3. В пневморукава 6 нагнетают воздух или воду и флюс прижимается к корню щва. Пневморукава в устройстве контактируют между собой боковыми стенками. Формула изобретения Устройство для удержания сварочного флюса, содержащее набор лотков с установленными в них пневморукавами, отличающееся тем, что, с целью расширения технологических возможностей устройства путем сварки угловых кольцевых швов разных диаметров, стенки лотков соединены одна с другой шарнирно, а каждая стенка лотка выполнена по меньшей мере из четырех шарнирно соединенныех частей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 462687, кл. В 23 К 37/06,1972. Заявка № 2968986/25-27, кл. В 23 К 9/18, 1980 (прототип).
tuz.l.
А-А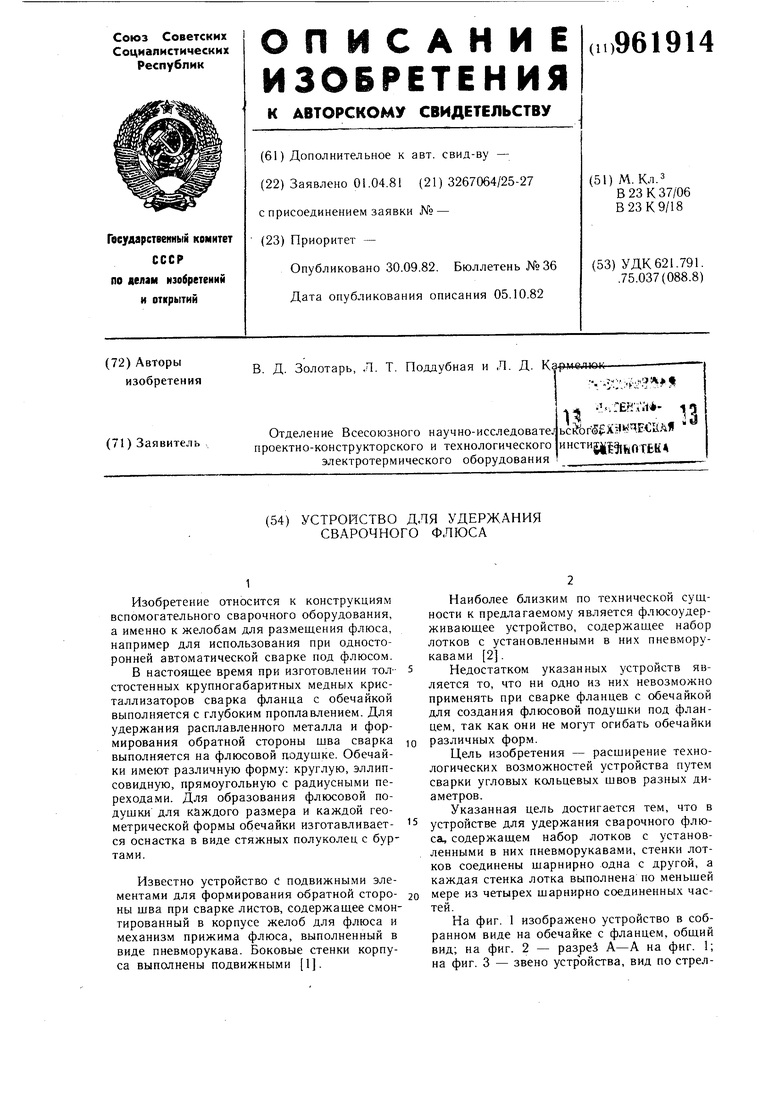
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для поджима флюса при сварке | 1980 |
|
SU963784A1 |
| Устройство для формирования обратной стороны шва на флюсовой подушке | 1977 |
|
SU737182A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Устройство для образования флюсовой подушки | 1981 |
|
SU961890A1 |
| Устройство для удержания флюса при сварке цилиндрических поворотных изделий малого диаметра | 1983 |
|
SU1098710A1 |

Вид Б
I .
В
Фиг..З
Вид в
Вид В
uг.
uz.S
