Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано, преимущественно, при пробивке отверстий.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является гидравлический пресс, содержащий станину, два размещенных в ней цилиндра, полости которых соединены между собой, подвижную траверсу, закрепленную на штоках порщней цилиндров, гидравлическую систему управления 1.
Недостатком известного пресса является то, что при использовании его для пробивки отверстий в изделиях типа щвеллеров он не обеспечивает надежной фиксации изделия на рабочей позиции и вследствие этого не позволяет получать изделия высокого качества с точным расположением отверстий.
Цель изобретения - повышение точности изготовления изделий типа швеллеров путем уве.шчения надежности их фиксации на рабочей позиции и точности расположения отверстий.
Цель достигается тем, что гидравлический пресс, преимущественно, для пробивки отверстий, содержащий станину, два размещенных в ней цилиндра, полости которых соединены между собой, подвижную траверсу, закрепленную на штоках поршней цилиндров, гидравлическую систему управления, снабжен прихватом для прижима изделия и приводом перемещения прихвата, выполненным в виде дополнительного цилиндра, цилиндры перемещения траверсы выполнены с полостями рабочего перемещения и полостями возврата в исходное положение, одноименные полости попарно связаны между собой и полости, возврата в исходное положение соединены поменьшей мере с одной полостью дополнительного цилиндра.
Кроме того, в подвижной траверсе выполнен паз для размещения части обрабатываемого изделия.
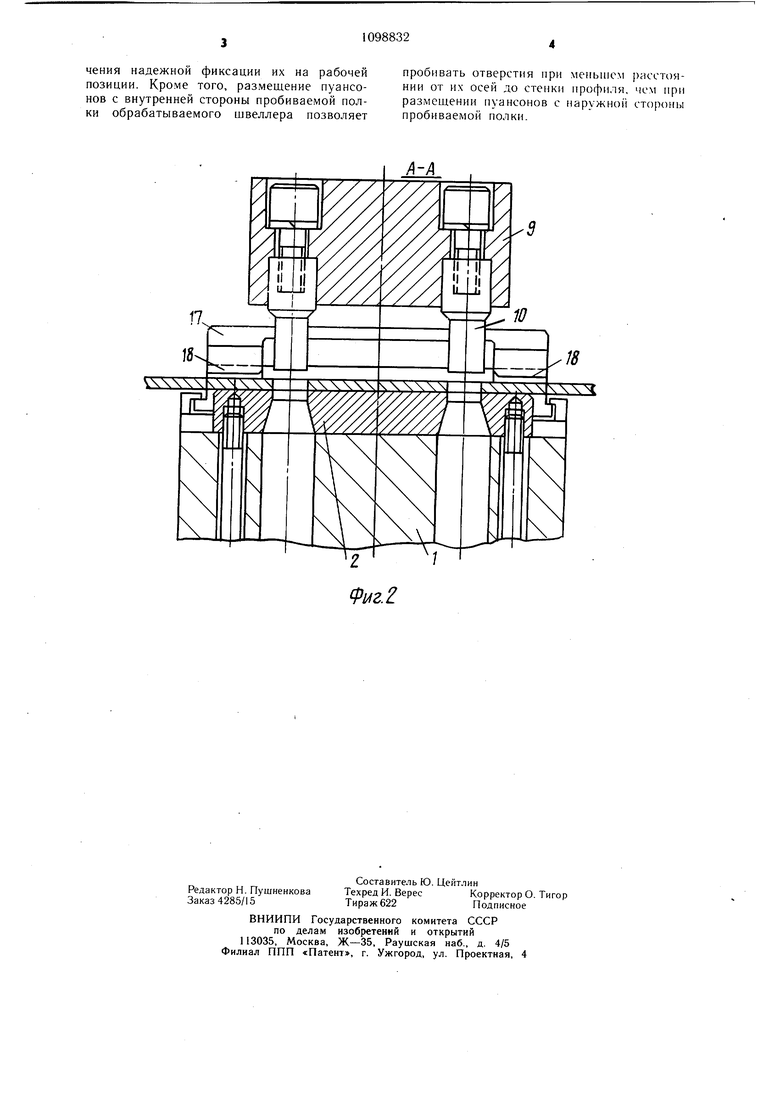
На фиг. 1 показан пресс, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Пресс содержит станину 1, на которой закреплена матрица 2, два цилиндра 3 и 4 с поршнями 5 и 6 и штоками 7 и 8. На штоках 7 и 8 закреплена траверса 9, в которой выполнен паз для размещения верхней полки обрабатываемого изделия, представляющего собой щвеллер. На траверсе 9 закреплены пуансоны 10. Верхние полости цилиндров 3 и 4 соединены между собой, также соединены между собой нижние полости цилиндров. Кроме того, цилиндры 3 и 4 соединены с гидравлической системой управления, верхние полости соединены трубопроводом 11 с золотником 12, сообщенным со сливом 13 и насосом 14 высокого давления, нижние полости цилиндров соединены трубопроводом 15 с насосом 16
низкого давления. Пресс снабжен прихватом 17 для прижи.ма изделия с выступами 18 для съема .изделия с пуансона 10. Прихват 17 установлен на станине 1 и связан с ней рычагом 19, установленным на оси 20, закрепленной на кронштейне 21, расположенном на станине 1. Прихват 17 снабжен приводом перемещения, выполненным в виде дополнительного цилиндра 22, соединенного через трубопровод 23, золотник 24 со сливом 13 и насосом 16 ;1изкого давления и нижними полостями цилиндров 3 и 4. Кроме того, цилиндр 22 соединен трубопроводом 25 с напорным золотником 26, связанным с золотниками 27 и 12. На станине 1 расположен также в полости 28 плунжер 29. Полость 28 соединена трубопроводом 15 с насосом 16 низкого давления. Плунжер 29 расположен с возможностью взаимодействия с обрабатываемым изделием.
Пресс работает следующим образом.
Включают гидронасосы 14 и 16, и масло от насоса низкого давления 16 по трубопроводу 15 поступает в нижние полости гидроцилиндров 3 и 4 и полость 28. Пресс устанавливается в положение, готовое для приема обрабатываемого профиля.
Затем обрабатываемое изделие размещают на рабочей позиции и включают золотники 24 и 27. Масло от насоса 16 низкого давления по трубопроводу 23 подходит к дополнительному цилиндру 22 и он, преодолев усилие плунжера 29, подводит прихват 17 к обрабатываемому изделию, зажимая его. Далее масло по трубопроводу 25 подходит к напорному золотнику 26, преодолевает давление его пружины, вскрывает его и через золотник 27 переключает золотник 12. Масло от насоса 14 высокого давления по трубопроводу 11 поступает в верхние полости цилиндров 3 и 4, штоки 5 и 6 которых вместе с траверсой 9 совершают ход вниз, и пуансоны 10 пробивают отверстия в изделии.
После пробивки отверстий выключают золотник 27, который, в свою очередь, выключает золотник 12, и верхние полости гидроцилиндров 3 и 4 сообщаются со сливом 13. Под давлением масла в нижней полости гидроцилиндров 3 и 4, щтоки 5 и 6 вместе с траверсой 9 совершают ход вверх и занимают исходное положение.
При этом посредством выступов 18 производится съем изделия с пуансонов 10.
Далее выключают золотник 24, вследствие чего рабочая полость дополнительного цилиндра 22 сообщается со сливом 13. Под давлением плунжера 29 прихват 17 освобождает изделие.
Далее процесс повторяется.
Использование предлагаемого гидравлического пресса для пробивки отверстий в изделиях типа швеллеров позволяет повысить точность этих изделий за счет обеспечения надежной фиксации их на рабочей позиции. Кроме того, размещение пуансонов с внутренней стороны пробиваемой полки обрабатываемого швеллера позволяет
пробивать отверстия при меньшем р;к-стоянии от их осей до стенки профиля, чем при размещении пуансонов с наружно стороны пробиваемой полки.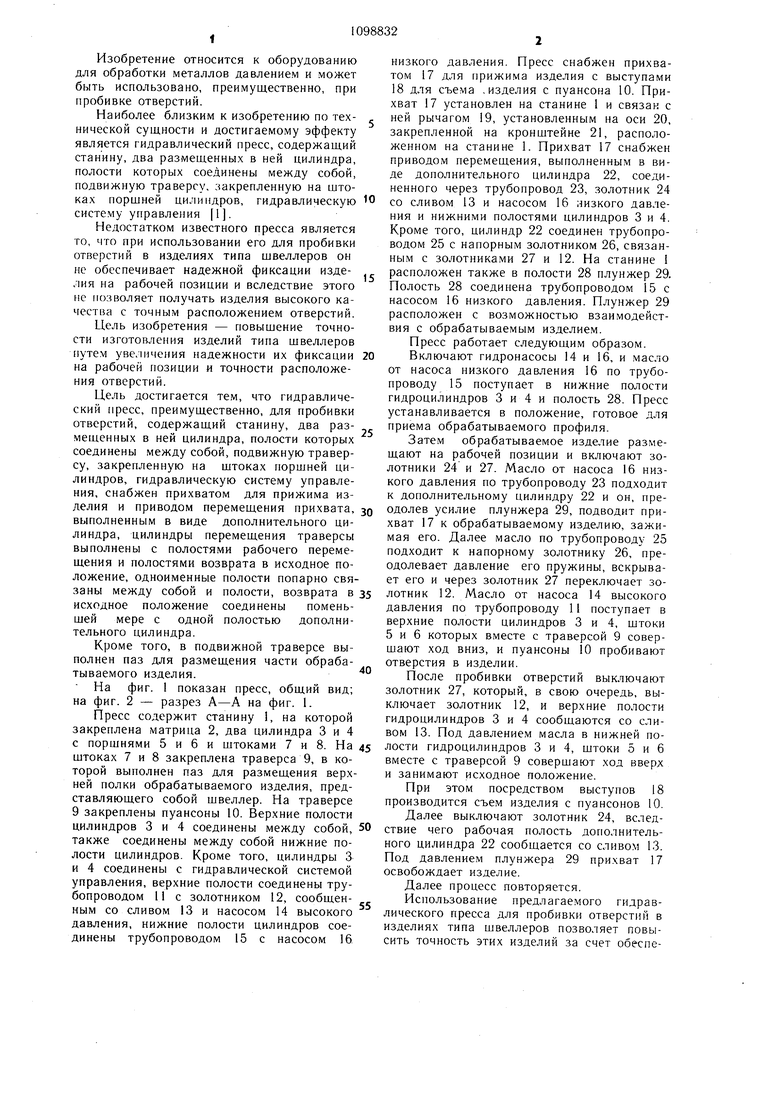
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гидравлическим прессом | 1974 |
|
SU489658A1 |
| Пресс для изготовления изделий из стекла | 1982 |
|
SU1060577A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| Установка для прессования полых изделий из порошка | 1983 |
|
SU1138244A1 |
| Гидравлический пресс | 1985 |
|
SU1291440A1 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| Гидравлический пресс | 1990 |
|
SU1761549A1 |
| Выталкиватель ползуна механического пресса | 1975 |
|
SU562442A1 |
1. ГИДРАВЛИЧЕСКИЙ ПРЕСС преимущественно для пробивки отверстий, содержащий станину, два размещенных в ней цилиндра, полости которых соединены между собой, подвижную траверсу, закрепленную на щтоках порщней цилиндров, гидравлическую систему управления, отйГс личающийся тем, что, с целью повышении точности изготовления изделий типа швеллеров путем увеличения надежности их фиксации на рабочей позиции, он снабжен прихватом для прижима изделия и приводом перемещения прихвата, выполненным в виде дополнительного цилиндра, цилиндры перемещения траверсы выполнены с полостями рабочего перемещения и полостями возврата в исходное положение, одноименные полости попарно связаны между собой и полости возврата в исходное положение соединены по меиьщей мере с одной полостью дополнительного цилиндра. 2. Пресс по п. 1, отличающийся тем, что в подвижной траверсе выполнен паз для размещения части обрабатываемого изделия.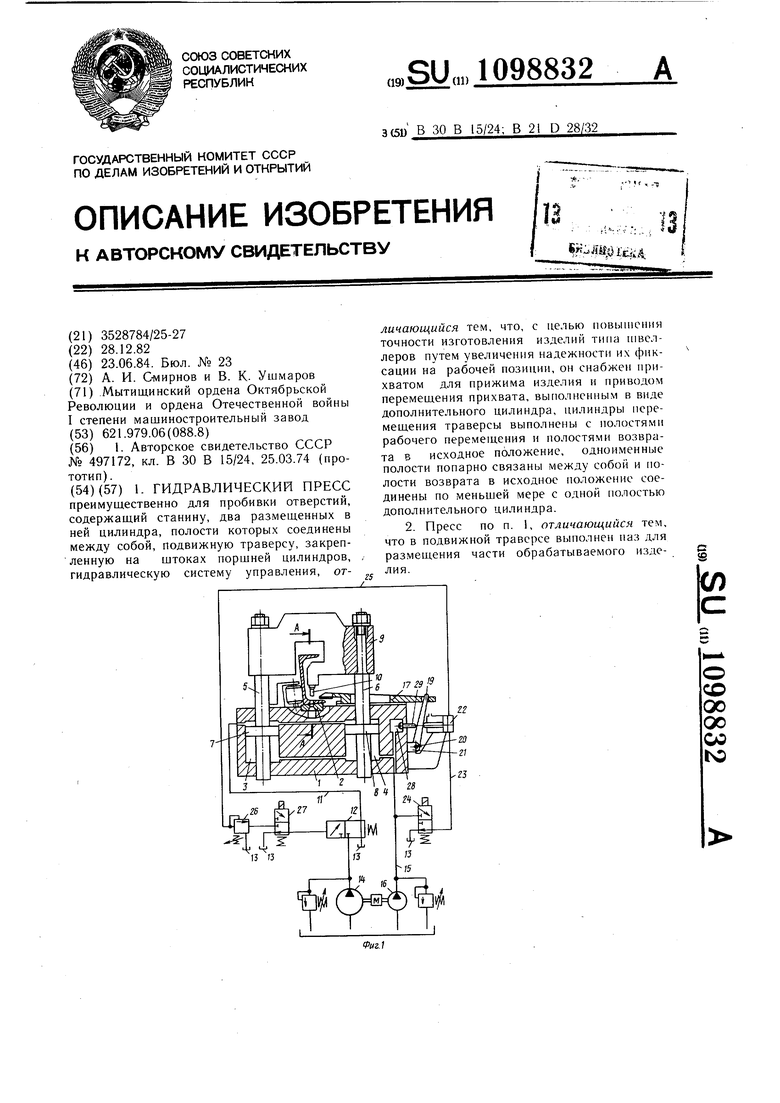
А-А
.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состема синхронизации движения траверсы гидравлического персса | 1974 |
|
SU497172A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
