(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения защитных покрытий на спеченные изделия | 1982 |
|
SU1217580A1 |
| Способ нанесения покрытий на пористые спеченные изделия | 1988 |
|
SU1547954A1 |
| Способ металлизации спеченных пористых изделий | 1982 |
|
SU1156857A1 |
| Способ нанесения защитных покрытий на спеченные изделия | 1990 |
|
SU1724438A1 |
| Способ пропитки пористых изделий | 1989 |
|
SU1713741A1 |
| Способ герметизации пористых спеченных изделий | 1988 |
|
SU1734952A1 |
| Композиционный материал | 1989 |
|
SU1759557A1 |
| Способ герметизации пористых спеченных изделий | 1986 |
|
SU1375410A1 |
| Способ поверхностного упрочнения изделий из порошков на основе железа | 1990 |
|
SU1733198A1 |
| СПОСОБ ЗАЩИТЫ ПОРИСТЫХ СПЕЧЕННЫХ МАТЕРИАЛОВ ОТ КОРРОЗИИ | 1996 |
|
RU2106430C1 |
СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОРИСТЫХ ИЗДЕЛИЯХ, включающий пропитку Изделий жидким термореактивным полимером, термообработку, очистку поверхностей от полимерной пленки и электрохимическое осаждение покрытия, о т л и ч а ю щ и и с я тем, что, с целью повышения коррозионной стойкости и надежности, покрытий, после про- , питки изделия подвергают виброгалтовке в смеси стальной дроби и никелевого порошка в равном объемном соотношении.
4
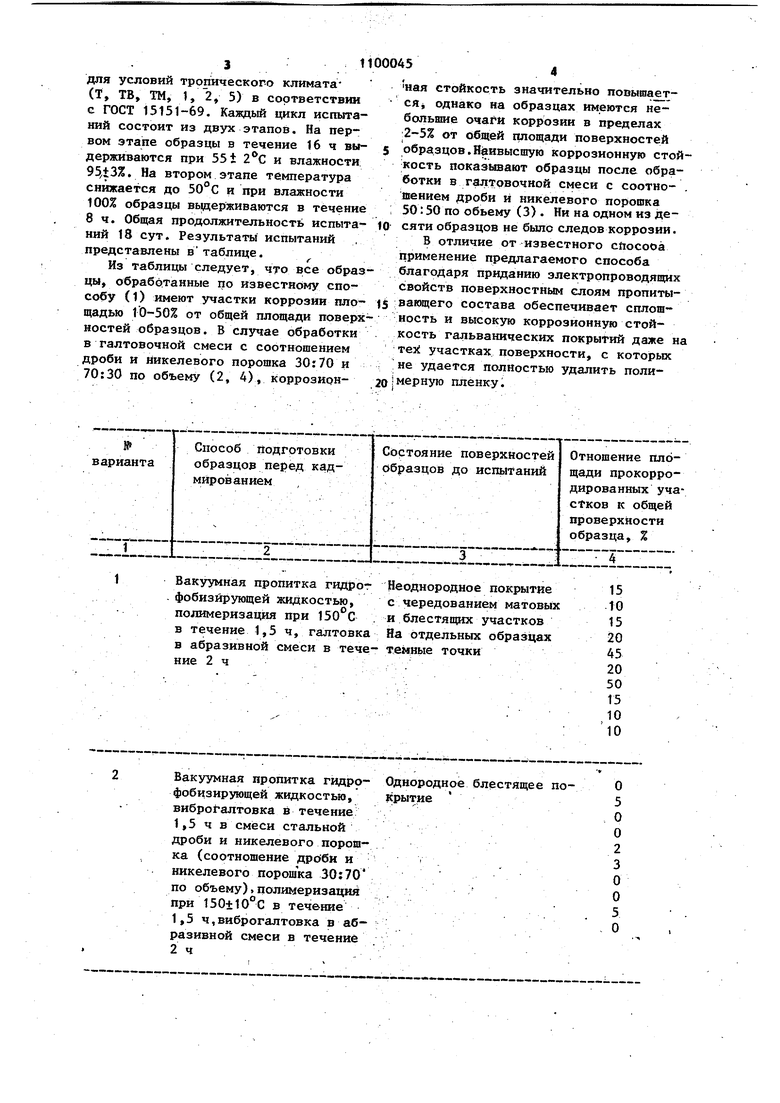
сл Изобретение относится к порошковой металлургии, в частности, к полу чению защитных металлических .покрыти наносимых на поверхность спеченных металлопорошковых изделий электромеханическим способом. Известен способ металлизации спеченных пористых изделий, заключающий ся в том, что спеченные пористЫе металлопорошковые изделия перед нанесением гальванопокрытий пропитывают суспензией порошка карбонильного никеля в растворе полиакрилата в органическом растворителе J. Однако данный способ не Применим в тех случаях, когда спеченные изделия имеют резьбовые элементы и предъ являются высокие требования к точнос ти размеров и форме поверхностей. Наиболее -близким по технической сущности и достигаемому результату к предлагаемому является способ ncwiy чения покрытий на металлокерамически пористых изделиях, согласно которому перед нанесением гальванопокрытий изделия вакуумируют, пропитывают жид ким термореактивньм полимером, обладающим хорошим сопротивлением термодеструкции, подвергают термообработке и очищают поверхность изделий от остатков полимера С 2 1. Однако при обработке изделий таким способом ranbBaHH4eckHe покрытия отличаются высокой пористостью, иесплошностью, плохой Декоративностью, нестабильными антикоррозионными свой ствами, следствием чего является низ кая эксплуатационная надежность покрытий и метзллопорошковых изделий в целом. Цель изобретения - повышение коррозионной стойкости.и надежности покрытий. I . Цель достигается те, что согласно способу получения покрытий на пористых изделиях, включающему пропитку изделий жидким термореактивным по лимером, термообработку, очистку поверхностей от полимерной пленки и электрохимическое осаждение покрытия после пропитки изделия подвергают виброгалтовке в смеси стальной дроби и никелевого порошка в равном объемном соотношении. В процессе указанной виброгалтовки происходит внедрение частиц никелевого порошка в поверхностные слои жидкого термореактивного полимера. в результате чего они становятся электропроводными. Для уменьшения общей продолжительности предварительной обработки спеченных металлопорошковых изделий, виброгалтовку можно производить при температуре полимеризации жидкого термореактивного полимера, т.е. совмещать с операцией термообработки. П р и м е р. Образцы в форме параллелепипедов размером 30x14x5 мм с двумя сквозными отверстиями диаметром 3 мм из спеченного железа пористостью 18% подвергаются предварительной обработке по предлагаемому способу. В качестве жидкого термореактивного полимера используется гидрофобизирующая кремнеорганическая жидкость марки 136-41 ГОСТ 10834-76. Пропитка изделий производится после их предварительного вакуумирования в специальной установке. Затем изделия подвергаются вибро алтовке в смеси стальной дроби и никелевого порошка ПНК-1 ГОСТ-9722-79. Размер частиц дроби в -пределах 0,5-3 мм. Соотношение в смеси дроби и никелевого порошка 1:1 по объему. Виброгалтовка, производится с частотой 50 кг в течение 1,5 ч. После виброгалтовки образ.цы подвергаются нагреву при 140160°С в течение 1,5 ч для полимеризации пропитывающего состава. Затем производится очистка поверхностей изделий от полимерной пленки путем виброгалтовки изделий в абразивной смеси в течение 2 ч.. На обработанные таким образом образцы наносится электрохимическим способом, кадмиевое покрытие толщиной 15 мкм. Одновременно наносится гальваническое кадмиевое покрытие толщиной 15 мкм на. такие же образцы, но подвергнутые предварительной обработке по известу1ому способу. В качестве жидкого тер юреактивного полимера в этом случае .также используется гидрофобизирующая кремнеорганическая жидкость 136-41. Очистка поверхности образцов от Полимерной пленки производится галтовкой в абразивной смеси в течение 2ч. Для оценки эффективности предлагаемого способа образцы обоих вариантов подвергаются сравнительным испытаниям на коррозионную стойкость в камере влажности по циклическому ускоренному режиму с конденсацией влаги для условий тропического климата (Т, ТВ, ТМ, 1, 2, 5) в соответствии с ГОСТ 15151-69. Каждый цикл испытаний состоит из двух этапов. На первом этапе образцы в течение 16 ч выдерживаются при 551 и влажности 95ДЗ%. На втором этапе температура снижается до 50с и при влажности 100% образцы вьццерживаются в течение 8 ч. Общая продолжительности испытаний 18 сут. Результаты испытаний представлены втаблице. Из таблицы следует, что все образ цы, обработанные по известному способу (1) имеют участки коррозии площадью 10-50% от общей площади поверх ностей образцов. Б случае обработки в галтовочной смеси с соотношением дроби и никелевого порошка 30:70 и 70:30 по объему (2, 4), коррозионтемные точки
.
Вакуумная пропитка гидрофобизирующей жидкостью, вибро1алтовка в течение 1,5 ч в смеси стальной дроби и никелевого порошка (соотношение драби и никелевого порошка 30:70 по объему) полимеризации при 150+10°С в течение 1,5 ч,виброгалтовка в абразивной смеси в течение 2ч
15 10
Неоднородное покрытие с чередованием матовых
15 20 45 20 50 15 10 и блестящих участков На отдельных образцах
ю
О 5 О О 2 3 О О 5. О
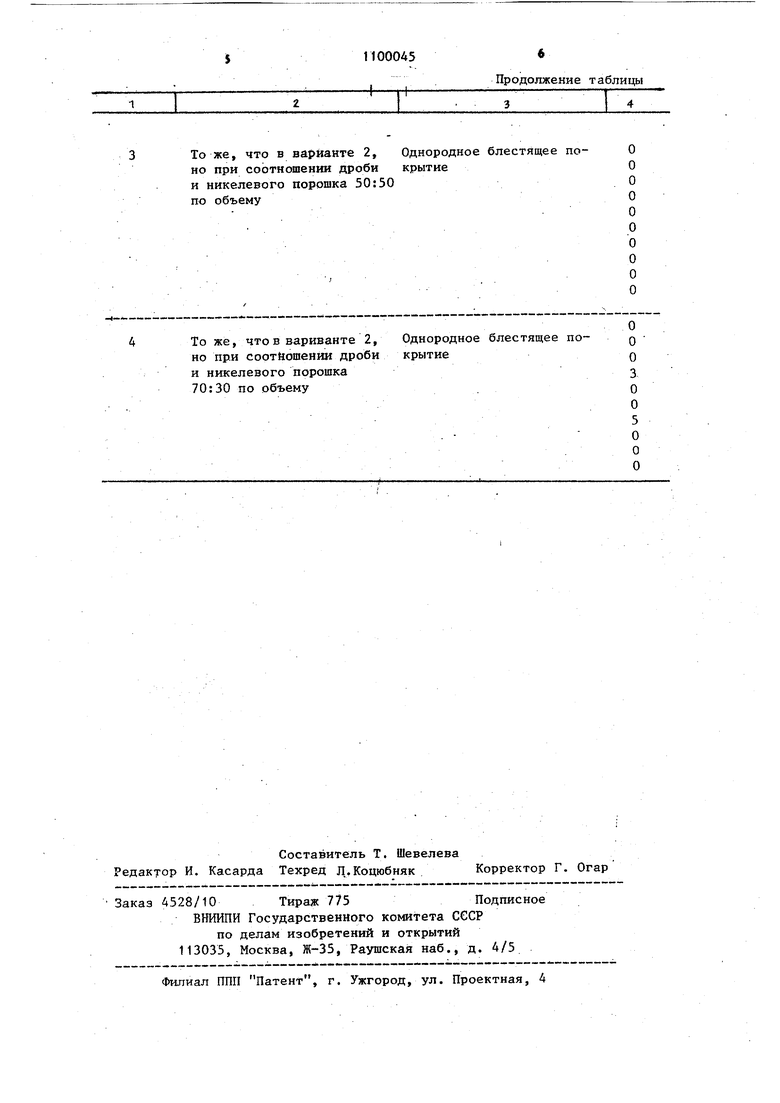
Однородное блестящее покрытиеная стойкость значительно повышается j однако на образцах имеются небольшие очаги коррозии в пределах 2-5% от обжей площади поверхностей образцов.Наивысшую коррозионную стойкость показывают образцы после обработки в галтовочной смеси с соотно- . шением дроби и никелевого порошка 50:50 по обьему (3) . Ни на одном из десяти образцов не было следов коррозии. В отличие от известного сйосооа применение предлагаемого способа благодаря приданию электропроводящих свойств поверхностным слоям пропитывающего состава обеспечивает сплошность и высокую коррозионную стойкость гальванических покрытий даже на Tesi участках поверхности, с которых не удается полностью удалить полимерную пленку.
Однородное блестящее по- О крытиеО
0О
О О
о
Однородное блестящее по- Q крытиеQ
3
.о
1100045
Продолжение т аблицы
О
о
о
.о
О 3
. О
.0
о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ металлизации спеченных пористых изделий | 1979 |
|
SU893406A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
