Изобретение относится к области автоматизации машиностроения, а именно к устройствам для автоматической смены отказавших блоков инструментов или их элементов в ротор но-конвейерных линиях. Известно устройство для автоматической смены инструментальных бло ков, содержащее барабан с равномерно расположенными по его окружности подпружиненными пальцами, приводимый во вращение инструментальной це пью, механизм извлечения и вставки инструментальных блоков в виде системы рычагов, и кассету с наложенными инструментальньми блоками lj. Недостатком известного технического решения является наличие боль ших инерционных нагрузок, связанных с большим количеством подвижных частей Целью изобретения является повышение надежности и упрощение конструкции . Указанная цель достигается тем, что в устройстве для автоматической смены инструментальных блоков роторно-конвейерных линий, содержащем барабан, смонтированный на валу и приводимый во вращение инструментальной цепъю, механизм извлечения и вставки инструментальных.блоков и кассету с налаженными инструментальными блоками, на барабане выполнены вертикальные пазы на расстоянии, равном шагу инструментальной цепи, а механизм извлечения и вставки инструментальных блоков выполнен в виде звездочки-досылателя, установленной с возможностью шагового перемещения и огибающего барабан неподвижного кулачка с Г-образным пазом, pasHbttf по высоте инструментальному блоку, при зтом вход Р -образного паза расположен на уровне кассеты с налаженными инструментальными блоками, а выход - на уровне инструментальной цепи, причем звездочка-досылатель установлена на выходе кассеты с налаженными инструментальными блоками, а шаг между ее зубьями равен диаметру инструментального блока. При этом механизм шагового перемещения звездочки-досылателя выполнен в виде электромагнита и храповог .механизма, закрепленного на оси звез дочки-досылателя.. На фиг, 1 изображено устройство для автоматической смены блоков инструментов; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел (увеличено) на фиг. 2. Устройство установлено на основании 1 и включает в себя жестко закрепленный вал 2, на котором устаИовлена направляющая звездочка 3, передающая постоянное вращение от инструментальной цепи 4 через предохранительные штифты 5 на барабан 6, на котором выполнены вертикальные пазы 7 для инструментальных блоков 8 на расстоянии, равном шагу инструментальной цепи, механизм досылания инструментальных блоков 8 выполнен в виде неподвижно закрепленной на основании 1 звездочки-досылателя 9, зубьями 10 входящей в паз 11 кассеты 12. Звездочка-досылатель 9 через храповой механизм 13, закрепленный на оси 14 звездочки-досылателя 9, соединена с электромагнитом 15, Над инструментальной цепью 4 размещен огибающий барабан 6 неподвижный кулачок 16 с Г -образным пазом 17, равным по высоте инструментальному блоку 8. Вход Г -образного паза 17 находится на уровне кассеты 12с налаженными инструментальными блоками В подпружиненньми пружиной 18 и предохраняемыми от выпадения зубьями 10 звездочки-досылателя 9, Неисправный блок 19 находится в инструментальной цепи 4. Устройство работает следующим образом. Инструментальная цепь 4, движущаяся по направляющей звездочке 3, передает постоянное вращение на барабан 6 через предохранительные штифты 5. При обнаружении неисправного блоа инструмента 19 контрольное устойх тво (на чертеже не показано) истемы управления подает сигнал на лектромагнит 15 в тот момент, кога паз 7 барабана 6, под которым процессе смены будет находиться еисправный инструментальный блок 9, подойдет к кассете 12с налаенными инструментальными блоками 8, лектромагнит 15 через храповой еханизм 13 проворачивает звездочу-досыпатель 9, которая зубьями 10 оздействует на инструментальный лок 8, находящийся в кассете 12, ообщая блоку 8 вращательно-посту31
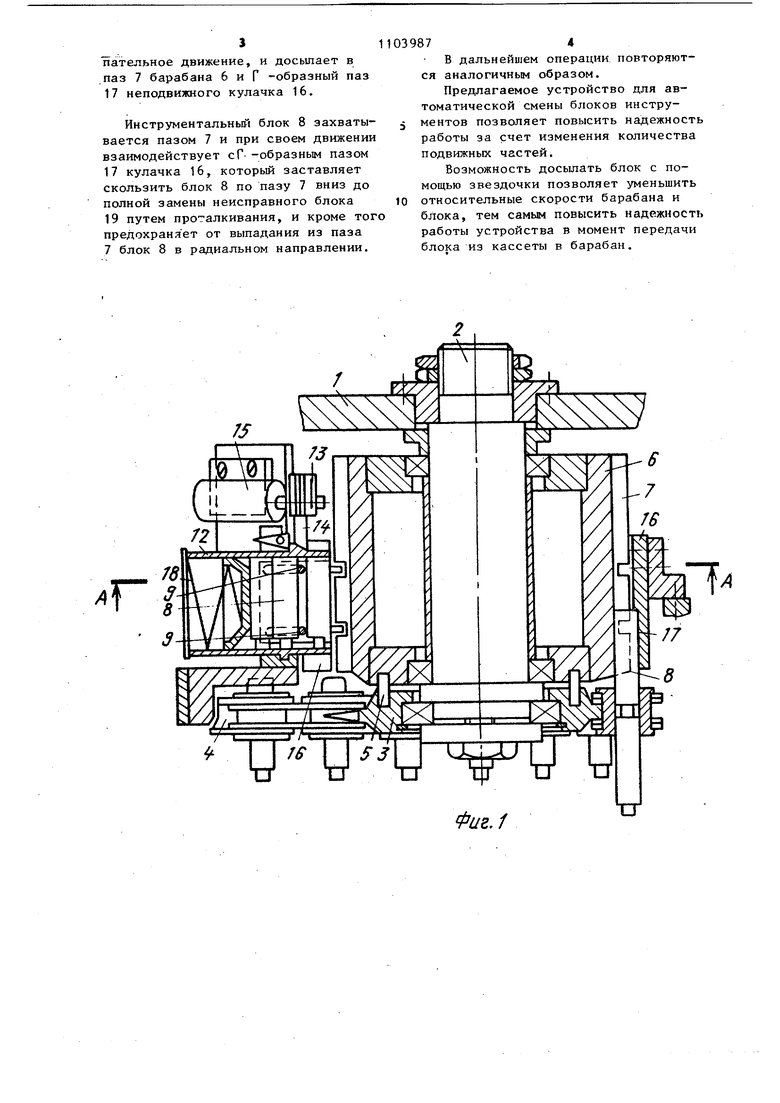
пательное движение, и досылает в паз 7 барабана 6 и Г образный паз 17 неподвиткного кулачка 16.
Инструментальный блок 8 захватывается пазом 7 и при своем движении взаимодействует сГ- -образным пазом 17 кулачка 16, который заставляет скользить блок 8 по пазу 7 вниз до полной замены неисправного блока 19 путем проталкивания, и кроме того предохраняет от выпадания из паза 7 блок 8 в радиальном направлении.
039874
В дальнейшем операции повторяются аналогичным образом.
Предлагаемое устройство для автоматической смены блоков инстру5 ментов позволяет повысить надежность работы за счет изменения количества подвижных частей.
Возможность досылать блок с помощью звездочки позволяет уменьшить Ю относительные скорости барабана и блока, тем самьм повысить надежность работы устройства в момент передачи блока из кассеты в барабан.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментальных блоков | 1986 |
|
SU1425030A1 |
| Устройство для автоматической смены инструментальных блоков | 1983 |
|
SU1131629A1 |
| Устройство для автоматической смены инструментальных блоков | 1988 |
|
SU1671440A1 |
| Устройство для автоматической смены инструментальных блоков роторно-конвейерных линий | 1983 |
|
SU1161322A1 |
| Роторно-конвейерная машина с устройством для автоматической смены инструментальных блоков | 1980 |
|
SU948607A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1131628A2 |
| Автоматическая роторно-конвейерная линия с автоматической сменой инструмента | 1988 |
|
SU1828798A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Роторно-конвейерная машина | 1977 |
|
SU668798A1 |

1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТАЛЬНЫХ БЛОКОВ РОТОРНО-КОНВЕЙЕРНЫХ ЛИНИЙ, содержащее барабан, смонтированный на валу и приводимый во вращение инструментальной цепью, механизм извлечения и вставки инструментальных блоков и кассету с налаженными инструментальными блоками, отличающеес я тем, что, с целью повышения надежности и упрощения конструкции, на барабане выполнены вертикальные пазы на расстоянии, равном шагу инструментальной цепи, а механизм извлечения и вставки инструментальных блоков выполнен в виде, звездочкидосылателя, установленной с возможностью шагового перемещения и огибающего барабан неподвижного кулачка с Г -образным пазом, равным по высоте инструментальному блоку, при этом вход упомянутого Г -образного паза расположен на уровне кассеты с налаженными инструментальными блоками, а выход - на уровне инструментальной цепи, причем звездочкадосылатель установлена на выходе кассеты с налаженными инструменталь(Л ными блоками, а шаг между ее зубьями равен диаметру инструментального блока. 2. Устройство- по п. 1, о т л и чающееся тем, что механизм шагового перемещения звездочки-досылателя выполнен в виде электромагнита и храпового механизма, закрепленного на оси звездочки-досылателя. со со оо 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической смены инструментальных блоков | 1974 |
|
SU511180A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
