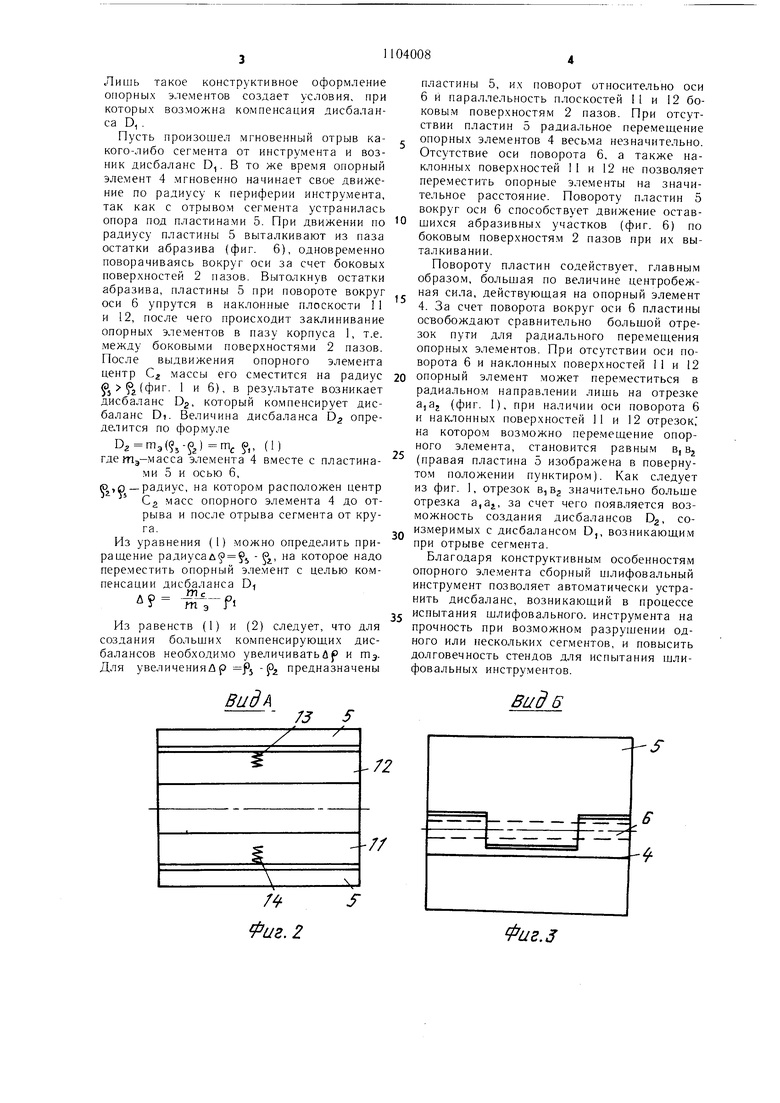
Изобретение относится к области обрлботки материалов резанием, в части-ости к шлифованию, и может 11ри 1е1 ятьси на операциях абразивной обработки )азлнч11ых издел и и. Известна конструкция сборного Н1ли(()овального инструмента, солержа1це1 о корнус с расположеннЕз1ми на нери()эерин назами в форме ласточкиного ХЕЮста, в которые установлены абразивные ее1менты, контактирующие с опорными .лементами, а между корпусом и опорными э,лементами разметены упругие прокладки 1. Недостатком известной конструкции сборного иклифовального инструмента ж.ляется то, что нри возможном отрыве одно1о или нескольких сегментов возшжает неу)аиновешенная центробежная сила, которая резко снижает долговечность стендов, предназначенных для )тания абразивных инструментов на прочность перед установкоГ| инструмента для работы на и1ли(()ова.11Д1Ы1( станок, из-за изгиба 1нии1 деля стенда. Целью изобретения яв.пяется noBijinienne долговечности технологическо1о оборудования. Указанная цель достигается тем, что в сборно.м 1цлифова.ты1ом И11струме1гге, содержащем корпус с расположегшымп па периферии пазами, нак,1онные боковые повер.хности которых выполнены в форме ласточкиного хвоста, с раз.меп1.енпымп в ппх абразивными сегмеита.ми, устаиов.лепнымп основаниями на головки опорных элементов, опорный элемент снабжен двумя п.ластпнамп, каждая из которых одним концом устано лена с возможностью поворота па осп у основания головки, а другим концом услановлена с возможностью контакта с основанием абразивного сегмента, при головка опорного элемента вьп1о,лпена в виде равнобочной трапеции, боковые cTopoiiiii которой параллельпы боковым поверхностям пазов. На фиг. 1 представлен шлпфовальпый инструмент с вырывом, изображающим поджатие абразивных сегментов онорнымп элементами; на фиг. 2 - вид по стрелке А па фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - опорный элемепт, изометрия; на фиг. 5 - сечение В-В на фпг. 1; на фиг. 6 - выдвинутый в радиальном направлении опорный элемент после отрыва абразивного сегмента от корпуса пнст)умента. Сборный шлифовальный инструмент состоит из корпуса 1 (фиг. 1), в котором выполнено несколько Т-образных пазов, расположенных по радиусу па периферии корпуса 1. Боковые поверхности 2 верхней части пазов, в которых размешены абразивные сегменты 3, выполнепы в форме ласточкиного хвоста. Абразивные сегменты 3 установлены основаниями па головки ииорпых э.лементов 4, выполпеппых в виде равн(я)()чпых Tpaiieiuiii. Опорный э.лемент 4 снабжен двумя и.ласл-ппамп 5, каждая из кспорых одним концом коптаклирует с основанием аб)()1о се1 мепта З, а другпм концом установ.ленл с возможностью поворота на осп 6, распо.юженной в уг,лу у оспо15апия го.ловки опорного элемента 4. опо)1П)1ми э.леме1ггами 4 и корпусо.м расположен, резиновые прок.ладкп 7 для демп(|и1|К)Е)аппя ударов ceivieiiTfjB об обрабатываемый мате)иа,л заготовки. Крышки 8 II 9 ((}))|. 5), устап(И.лен1п,1е с обоих ппсл румента, предназначены д.ля удержания ceiNKMrroB 3 (гг осевого смешения под де1и-тв11ем сп.л Хзапия. 10 с.лужат д, к()е11ле11ия крыппчп 8 к корпусу 1 инструмента. IJoKOBbie сл-())()Н1)1 1 1 и 12 головки опорного э.лемепта 4 па)ал,ле,льны бокоf 1р 14 служат д,ля )асжал-ия п.-1а1лин ,0 н(м рашак)шемся иисл-румепте. 1 пропессе пспЕллаипя п|,-1И(|)овал1ли)го ппст - умепта па п|)очпость Bjiantennev на спецпа.л,ном сгенде ввпду раз,1ичпо1 ч; р()да npii4HH (внутренние треншш в абразивном сегме1гге, осталч)чные напряжения и др.) возможен отрьп одного и.ли более абразивньгх .4Toii. В )езу;1ьтате отрьпи сегмента нозппкаел по ве.личпие дисбаланс, paiiFibni D, - iiicfi. -масса a6)auii)noi4) сегмента; - на которо.м распо.южен центр массы абразивного ceiMeirra ((})пг. 1 ). Под влиянием .тисбаланса 1) на шниндель ис11ыт1 1вате.1Ы1ого стенда начпна т дейсЛвовал1) неуравповепкпная шчггробежная сила, равная Q, - , где(У- цик,лическая частота вращения крчта. Так как ве,тичинаби д.ля пспытыв;пел1,пых степдов очень большая, то величина Q, дости|-ает значений от нескольких тысяч .ю десятков Т111СЯЧ н1)К)лч)нов. Под действием столь значительных сил Q, шшшделп CTeiiдов б1)1стро выходят из строя. Чтобы автоматически сбала(1С)(()оваль вектор Q, и тем самр)1м предохрапилл 1пппндел1 от вььхода из ст|)оя, т.е. уве.личиль до;пч)вечность его, в 1плпф(л}альном ипслрументе иредус.мотрена спешикльпая копслрукпия опорных элементов, позволяюшая создават1 дисбалансы, соизмеримые (равные) дисба.ланеу D. ;1ля этой цели опорные элементы имеют пластипы Гх ко1ггактирую1цпе в верхней части с абразивпьгми сегмента.ми 3 и установ,лер1пые 1иа)ни)по па оспов}и)й массе опорного э.лемента 4. Кроме этого, поверх ности II и 12, -э.лемептов 4 выполнены пара,i.KVibiio боковы.ч пове|)хпостям 2 пазов. Лишь такое конструктивное оформление опорных элементов создает условия, при которых возможна компенсация дисбаланса О, . Пусть произошел мгновенный отрыв какого-либо сегмента от инструмента и возник дисбаланс D,. В то же время опорный элемент 4 .мгновенно начинает свое движение по радиусу к периферии инструмента, так как с отрывом сегмента устранилась опора под пластинами 5. При движении по радиусу пластины 5 выталкивают из паза остатки абразива (фиг. 6), одновременно поворачиваясь вокруг оси за счет боковых поверхностей 2 пазов. Вытолкнув остатки абразива, пластины 5 при повороте вокруг оси 6 упрутся в наклонные плоскости 1 1 и 12, после чего происходит заклинивание опорных элементов в пазу корпуса 1, т.е. .между боковыми поверхностями 2 пазов. После выдвижения опорного элемента центр Сг массы его сместится на радиус в (фиг. 1 и 6), в результате возникает дисбаланс D, который компенсирует дисбаланс DI. Величина дисбаланса D определится по формуле (,-§г)т, f,, (1) гдеШэ-масса элемента 4 вместе с пластинами 5 и осью б, ю,р-радиус, на котором расположен центр С масс опорного элемента 4 до отрыва и после отрыва сегмента от круга. Из уравнения (1) можно определить прирацление радиусал9 5 §г которое надо переместить опорный элемент с целью компенсации дисбаланса D, - -Из равенств (1) и (2) следует, что для создания больших компенсирующих дисбалансов необходимо увеличивать Л р и т. Для увеличения р fj -рг предназначены
/J S
Вид 6 пластины 5, их поворот относительно оси 6 и параллельность плоскостей 11 и 12 боковы.м повер.чностям 2 пазов. При отсутствии пластин 5 радиальное перемеш.ение опорных элементов 4 весь.ма незначительно. Отсутствие оси поворота 6, а также наклонных поверхностей 11 и 12 не позволяет переместить опорные элементы на значительное расстояние. Повороту пластин 5 вокруг оси 6 способствует движение оставшихся абразивных участков (фиг. 6) по боковым поверхностям 2 пазов при их выталкивании. Повороту пластин содействует, главным образом, большая по величине центробежная сила, действующая на опорный элемент 4. За счет поворота вокруг оси 6 пластины освобождают сравнительно большой отрезок пути для радиального перемещения опорных эле.ментов. При отсутствии оси поворота б и наклонных поверхностей 1 1 и 12 опорный элемент может переместиться в радиальном направлении лишь на отрезке a,aj (фиг. 1), при наличии оси поворота 6 и наклонных поверхностей 11 и 12 отрезок, на котором возможно пере.мещение опорного элемента, становится равны.м в, в (правая пластина 5 изображена в повернутом положении пунктиром). Как следует из фиг. 1, отрезок в, в значительно больше отрезка a,aj, за счет чего появляется возможность создания дисбалансов D, соизмеримых с дисбалансом D,, возникающи.м при отрыве сегмента. Благодаря конструктивным особенностям опорного эле.мента сборный ц лифовальный инструмент позволяет автоматически устранить дисбаланс, возникающий в процессе испытания шлифовального, инструмента на прочность при возможном разрушении одного или нескольких сегментов, и повысить долговечность стендов для испытания шлифовальных инстру.ментов.
Фиг.з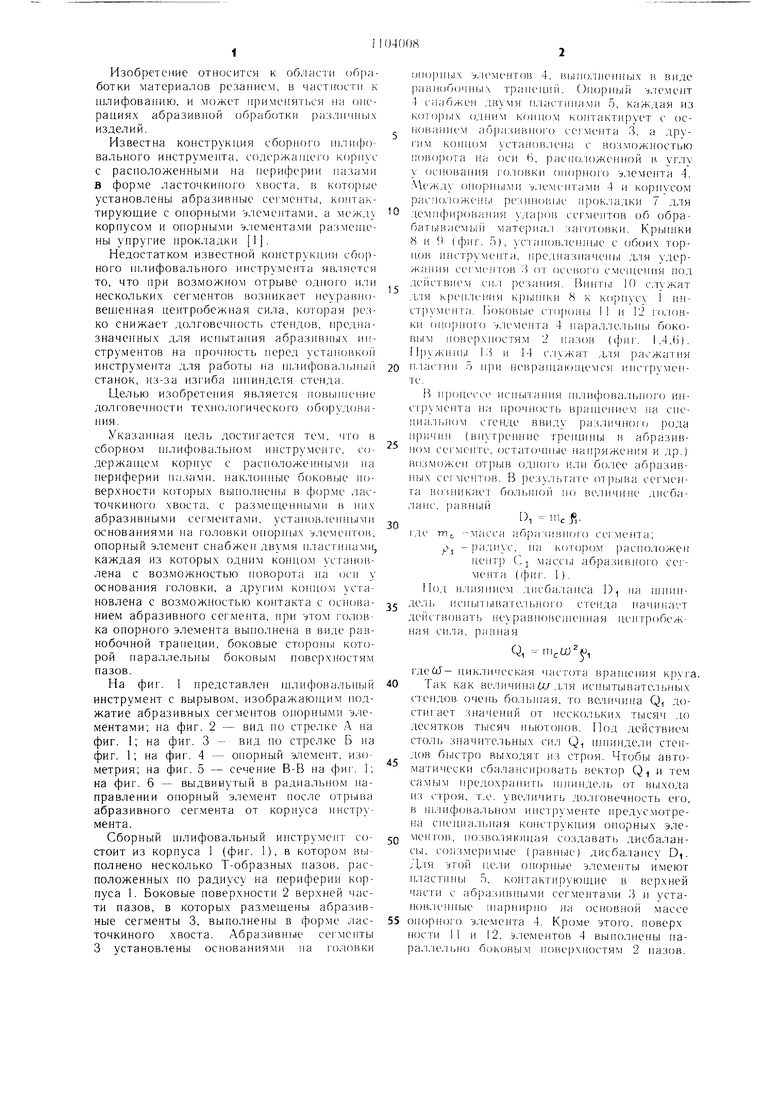
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1978 |
|
SU779058A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2176588C1 |
| Способ управления упругими перемещениями при шлифовании | 1983 |
|
SU1098772A1 |
| Сборный абразивный круг | 1987 |
|
SU1491684A1 |
| Абразивный круг | 1978 |
|
SU749649A1 |
| Сборный абразивный круг | 1987 |
|
SU1493449A1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| Способ изготовления сборного шлифовального инструмента | 1988 |
|
SU1646824A1 |
| СБОРНАЯ ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2574747C1 |
СБОРНБ1Й ШЛИФОВАЛЬНБШ ИНСТРУМЕНТ, содержащий корпус с расположенными на периферии пазами, наклонные боковые стенки которых сопряжены с боковыми поверхностя.ми расположенных в пазах абразивных сегментов, установленных на опорных элементах, отличающийся тем, что, с целью повышения надежности инструмента, каждый из опорных элементов снабжен шарнирно установленными на нем двумя пластинами, предназначенными для контакта с опорной плоскостью сегмента, при этом опорные элементы выполнены в виде равнобочной трапеции, боковые стороны которой параллельны боковым поверхностям пазов. (Л 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивный круг | 1978 |
|
SU779058A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
