Изобретение относится к деревообрабатывающей промышленности и может быть использовано в технологических линиях производства профилированных плит и плит средней плотности сухого способа формирования.
Известна линия для изготовления древесноволокнистых плит, состоящая из сушилки, бункеров и узла формирования 1.
Известна линия формирования ковра в производстве древесноволокнистых плит, включающая сушилку в виде трубопровода и циклона с разгрузочным патрубком, бункер-дозатор волокна с циклоном, имеющим входной и выходной патрубки, камеру формования с узлом очистки сеток, вентилятор подачи волокна в камеру формования и трубопровод удаления воздуха из камеры формования с участками нагнетания и всасывания, а также узел возврата отбракованного ковра с трубопроводом 2.
Недостатками известных линий являются высокая энергоемкость и значительное выделение пыли в атмосферу.
Цель изобретения - снижение энергоемкости и уменьшение выделения пыли в атмосферу.
Поставленная цель достигается тем, что линия формирования в производстве древесноволокнистых плит, включающая сущилку в виде трубопровода и циклона с разгрузочным патрубком, бункер-дозатор волокна с циклоном, имеющий входной и выходной патрубки, камеру формования с узлом очистки сеток, вентилятор подачи волокна в камеру формования и трубопровод удаления воздуха из камеры формования с участками нагнетания и всасывания, а также узел возврата отбракованного ковра с трубопроводом, узел возврата отбракованного ковра и разгрузочный патрубок циклона сушилки подключены к трубопроводу удаления воздуха из камеры формования на участках всасывания и нагнетания соответственно
а выходной патрубок Циклона бункера-дозатора соединен с помощью разветвленного трубопровода с сушилкой и вентилятором подачи волокна в камеру формования, а узел очистки сеток установлен во входной части камеры формования.
На чертеже изображена схема линии формования ковра в производстве древесностружечных плит.
Линия содержит одноступенчатую пневмосушилку 1 с вентилятором 2 и циклоном 3 отделения парогазовой смеси со шлюзовым затвором 4 и разгрузочным патрубком. 5, бункер-дозатор 6 с дозирующими вальцами 7 и циклоном 8, имеющим вход на патрубок 9 и выходной патрубок - улитку 10, а также с вентилятором 11 подачи волокна в камеру 12 формирования ковра, на входе в которую установлен узел 13 очистки сеток. Камера 12 формования ковра соединена с
циклоном 8 трубопроводом 14, разделенным вентилятором 15 на участки 16 всасывания и 17 нагнетания.
На выходе линии смонтированы узел 18 обрезки продольных кромок, узел 19 форматной обрезки ковра, узел 20 возврата отбракованного ковра с трубопроводом 21, подсоединенным к участку 16 всасывания трубопровода 14.
К выходному патрубку 10 циклона 8 присоединен разветвленный трубопровод 22, одна ветвь которого 23 подсоединена к сушилке 1 через шибер 24, а другая 25 - к вентилятору 11 подачи волокна в камеру 12.
В месте разветвления трубопровода 22 установлен шибер 26.
Разгрузочный патрубок 5 циклона 3 подсоединен к участку 17 нагнетания трубопровода 14.
Линия работает следующим образом.
Горячие газы под воздействием вентилятора 2 засасываются из топки сущилки 1 и совместно с введенным влажным волокном направляются в циклон 3, где парогазовую смесь отделяют, а сухое волокно через щлюзовый затвор 4 подают в трубопровод 14 пневмотранспортной установки удаления отработанного воздуха из камеры 12 формирования ковра. Далее волокно вентилятором 15 направляют в циклон 8 и через щлюзовый затвор загружают в бункер-дозатор 6. Отработанный воздух из циклона 8 через выходной патрубок 10 направляют шиберу 26, при помощи которого поток воздуха делят на две части, одну из которых по трубопроводу 23 направляют в пневмосушилку 1, где температуру агента сушилки снижают с 160° до 120°С, а вторую часть по трубопроводу 25 при помощи вентилятора II направляют в камеру 12 формования. Слой древесного волокна из бункера-дозатора 6 при помощи зубчатых валков 7 дозируют и в потоке воздуха направляют в ка.меру 12 формования. Отработанный воздух из ка.меры 12 формирования удаляют по трубопроводу 14, а сформированный ковер подпрессовывают и с помощью узла 18 обрезки формируют продольные кромки, а с помощью узла 19 форматной обрезки ковра разрезают ковер на форматы и направляют их к горячему прессу. Продольные срезки направляют при это.м в воронку узла возврата бракованного ковра 20 и через шлюзовый затвор вводят в трубопровод 21 и возврашают в бункердозатор 6. В случае, когда идет бракованный ковер, переходной стол узла 20 устанавливают в вертикальное положение, ковер измельчают и по трубопроводам 21, 16 и 14 вместе с продольными кромками направляют в бункер-дозатор 6. Таким образом, пневмотранспортная установка удаления отработанного воздуха из камеры 12 формирования несет несколько функций: удаляют отработанный воздух из камеры 12 формирования, возвращают в поток продольные кромки ковра, возвращает в поток бракованный ковер, транспортирует сухое волокно в бункер-дозатор 6.
Одна часть отработанного воздуха пневмотранспортной установки удаления воздуха из камеры 12 формирования повторно используется для подачи волокна от буккера-дозатора 6 в камеру 12 формования и вновь возвращается в трубопровод 14. Вторая часть отработанного воздуха используется для снижения температуры агента сущки с 160°С до 120°С (с целью исключения возможности загорания волокна в сушилке) и для транспортировки волокна к циклону 3 пневмосушилки 1.
В предложенной линии осуществлена максимально возможная закольцовка пневмотранспорта, снижены до минимума потребление свежего воздуха, выброс волокна и пыли в окружающее пространство и энергозатраты.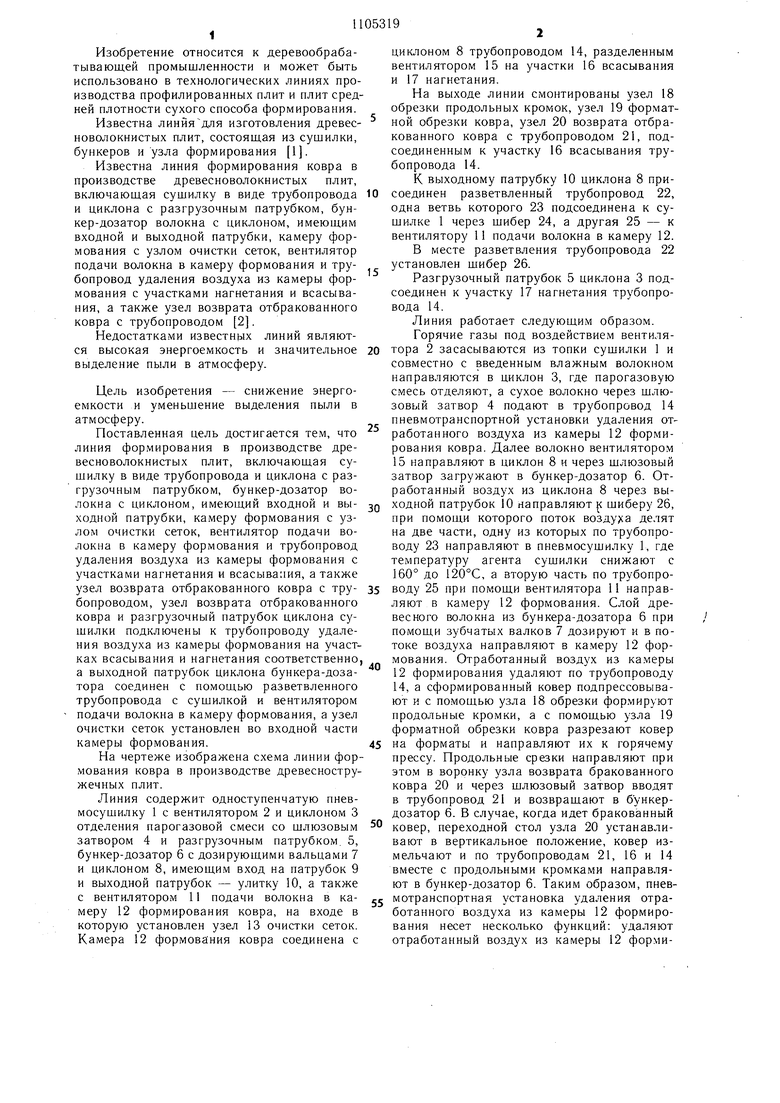
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для формирования древесноволокнистого ковра | 1982 |
|
SU1066834A1 |
| Устройство для изготовления мягких древесноволокнистых плит | 1978 |
|
SU730602A1 |
| ЮЕСОЮЗИ'-Я | 1973 |
|
SU379407A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Пневмосушилка | 1979 |
|
SU848938A1 |
| ПНЕВМАТИЧЕСКАЯ СУШИЛКА ПРЕИМУЩЕСТВЕННО ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2247287C1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Пневмосушилка для дисперсных материалов | 1987 |
|
SU1548629A2 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Линия изготовления древесно-волокнистых плит | 1985 |
|
SU1299793A1 |
ЛИНИЯ ФОР/ 1ИРОВАНИЯ КОВРА В ПРОИЗВОДСТВЕ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ, включающая сушилку в виде трубопровода и циклона с разгруTofioi/HW 2S 22 газы зочным патрубком, бункер-дозатор волокна с циклоном, и.меющим входной и выходной патрубки, ка.меру формования с узлом очистки сеток, вентилятор подачи волокна -в камеру формования и трубопровод удаления воздуха из камеры формования с участками нагнетания и всасывания, а также узел возврата отбракованного ковра с трубопроводом, от шчающаяся тем, что, с целью снижения энергоемкости и уменьшения выделения пыли в атмосферу, узел возврата отбракованного ковра и разгрузочный патрубок циклона сушилки подключены к трубопроводу удаления воздуха из камеры формования соответственно на участках всасывания и нагнетания, а выходной патрубок циклона бункера-дозатора соединен с помощью разветвленного трубопровода с сушилкойи вен- § тилитором подачи волокна в камеру формовлния, а узел очистки сеток установлен во входной части камеры формования.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ребрин С | |||
| П.,- /V epcoB Е | |||
| Д., Евдокимов В | |||
| Г | |||
| Технология древесноволокнистых плит | |||
| М., «Лесная промышленность, 1971, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бекетов В | |||
| Д., Бирюков В | |||
| И | |||
| Стрелков В | |||
| П., Полухин Ю | |||
| Ф | |||
| Обзорная информация «Плиты и фанера, М., ВНИПИЭИлеспром, вып.8, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
