Изобретение относится к области производства древесных теплоизоляционных плит и может быть применено в деревообрабатывающей промышленности.
Из вестно З€тройство для изготовления древесноволокн.истого ковра при производстве липнОуглеводных древесных пластиков, включающее бункер с предварительным дозатором, разравнивающие элементы и ,воздушную камеру, причем дно бункера выполнено в виде ленточного целного транспортера с щарнирно укреплеиными планками 1.
Однако это устройство не обеспечивает Качест1венного формования древесноволокнистых плит.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для фор.мования мягких древесноволокнистых плит, включающее камеру формования, отсасывающий узел, распределительный насадок, трубопровод, вентиляторы, калорифер и подпрес1СОВОЧНЫЙ узел 2.
Недос1атком известного устройсгва является то, что оно не обеспечивает хорощего качества формуемого изделия.
Цель изобретения - улучшение качества формуемого изделия.
Достигается это тем, что в предлагаемом устройстве отсасывающий узел выполнен в виде приводного цилиндрического сетчатого барабана, который установлен в камере формования над выходной частью распределительного насадка.
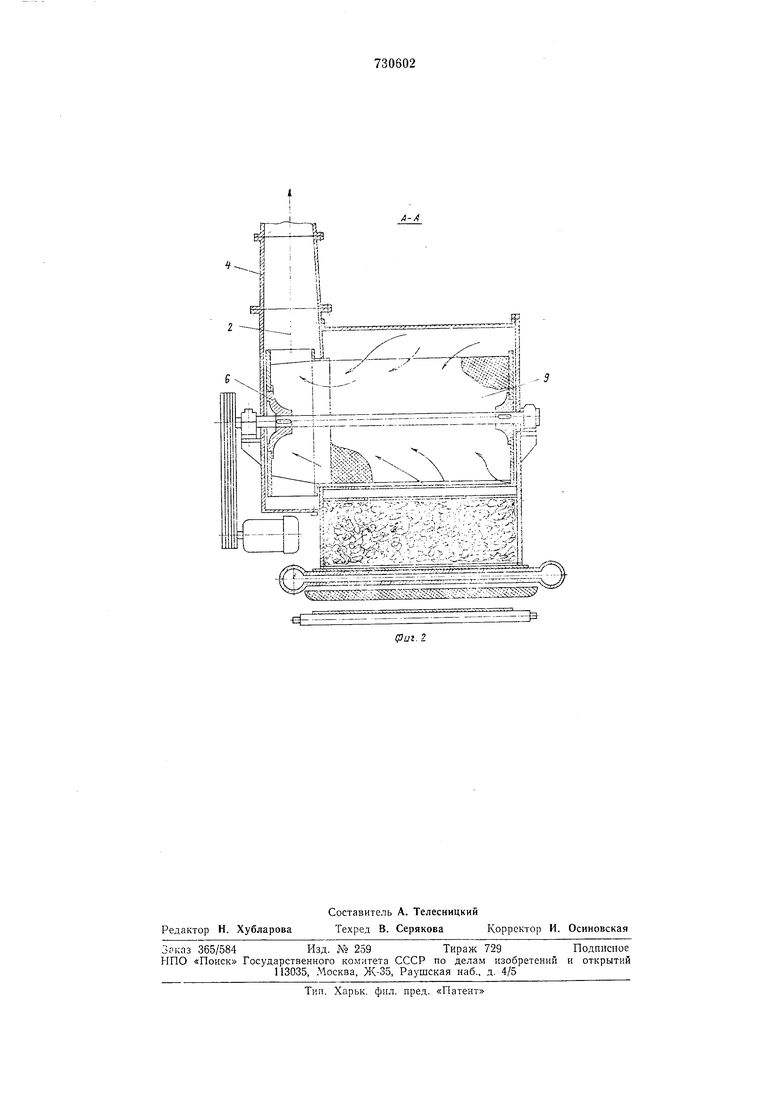
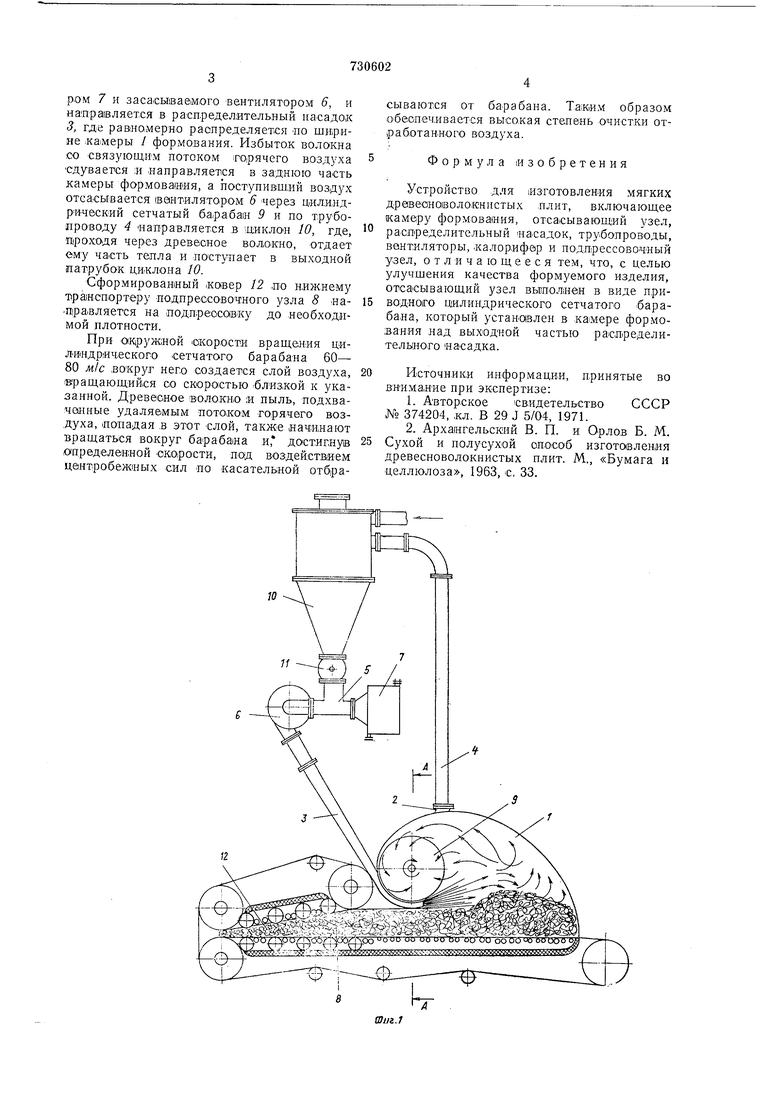
На фиг. 1 изображено предлагаемое лттройство, общий вид; на фиг. 2 - разрез Л-Л на фиг. 1.
10
Устройство включает камеру У формования, отсасывающий узел 2, распределительный }1асадок 3, труб опроводы 4 .и 5, вентиляторы 6, калорифер 7, и подпрессовочный узел 8.
15
Отсасьпвающий узел .выполнен в виде приводного цилиндрического сетчатого барабана 9, который установлен в камере / формования над выходной частью расиредел:ительного насадка 3, цнклон 10 и доза20тор //.
Устройство работает следуюипш образом.
Древесное волокно, обработанное термопластичными (например, ) связую25щими добавками из сущилки направляют в циклон 10, где из волокна отделяют паровоздущиую смесь. Затем волокно со связующим поступает через дозатор // в трубопровод 5, в котором подхватывается пото30ком горячего воздуха, нагретого калорифером 7 и засасываемого вентилятором 6, и натравляется в распределительный насадок 3, где paeHOiMepHO распределяется по шнрине :ка1меры / формования. Избыток волокна со связуюпд,иМ потоком iro,pH4ero воздуха сдувается и .направляется в заднюю часть камеры формования, а поступивший воздух отсасЫ:вается 1вант.илятО|ром 6 через цилиндрический сетчатый ба-рабан 9 и по трубопроводу 4 Направляется в щиклоя 10, где, проходя через древесное волокно, отдает ему часть тепла и поступает в выходной патрубок циклона 10.
Сформированный ковер 12 ло нижнему транеп10ртеру лодпрессовочного узла 8 -на.П равляется на подпреосов ку до необходимой плотности.
При оК|ружной скорости вращения цилиндрического сетчатого барабана 60- 80 м/с вокруг него создается слой воздуха, «ращающийся со скоростью .близкой к указанной. Древесное волокно я пыль, подхваче1нные удаляемым пото,ко:м горячего воздуха, попадая ,в этот слой, такж.е начинают вращаться вокруг барабана и, достигнув определенной Скорости, под воздействием центробежных сил по касательной отбра10
сываются от барабана. Таким образом обеспечивается высокая степень очистки от1работанного воздуха.
Формула 1ИЗ обретения
Устройство для изготовления мягких древеановоло.юнистых плит, включающее камеру формования, отсасывающий узел, распределительный насадок, труболроводы, вентиляторы, -калорифер и подпрессовочный узел, отличающееся тем, что, с целью улучшения качества формуемого изделия, отсасывающий узел выполнен в виде приводного цилиндрического сетчатого .барабана, который установлен в KaiMepe формования над выходной частью распределителынО|Го насадка.
Источники информации, принятые во внимание при экспертизе:
1.Авторское Свидетельство СССР № 374204, кл. В 29 J 5/04, 1971.
2.Архангельский В. П. и Орлов Б. М. Сухой и полусухой способ изготовления древесноволокнистых плит. М.., «Бумага и целлюлоза, 1963, с. 33.
/4-/f
| название | год | авторы | номер документа |
|---|---|---|---|
| ЮЕСОЮЗИ'-Я | 1973 |
|
SU379407A1 |
| Линия формирования ковра в производстве древесноволокнистых плит | 1983 |
|
SU1105319A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Линия для формирования древесноволокнистого ковра | 1982 |
|
SU1066834A1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА | 1972 |
|
SU435135A1 |
| СПОСОБ ПЕРЕРАБОТКИ СОРТИРОВАННЫХ БЫТОВЫХ ОТХОДОВ В ТОПЛИВНЫЕ БРИКЕТЫ | 2012 |
|
RU2492158C1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1143595A2 |