Известны способы автоматической подналадки металлорежущих станков, в которых каждый импульс на поднастройку дается на основании измерения размеров одной детали, например, с помощью миниметра, показание которого переводят в электрический сигнал, сравнивают этот сигнал с эталонным и передают результирующий командный сигнал на исполнительное устройство.
Однако в таких снособах не исключена возможность недопустимого систематического отклонения размеров деталей от номинального, так как измеряемый размер одной детали, вследствие неизбежного рассеивания, является случайным. Особенно такие способы не могут быть приемлемы, когда мгновенное рассевание велико, по сравнению с изменениями размеров под действием систематических причин.
В описываемом способе эти недостатки устранены тем, что производят излгерение нескольких деталей, а сигнал для сравнения берут по
среднему арифметическому из результатов этих измерений. Контроль же мгновенного рассеивания производят по среднему квадратическому отклонению размера детали от номинала.
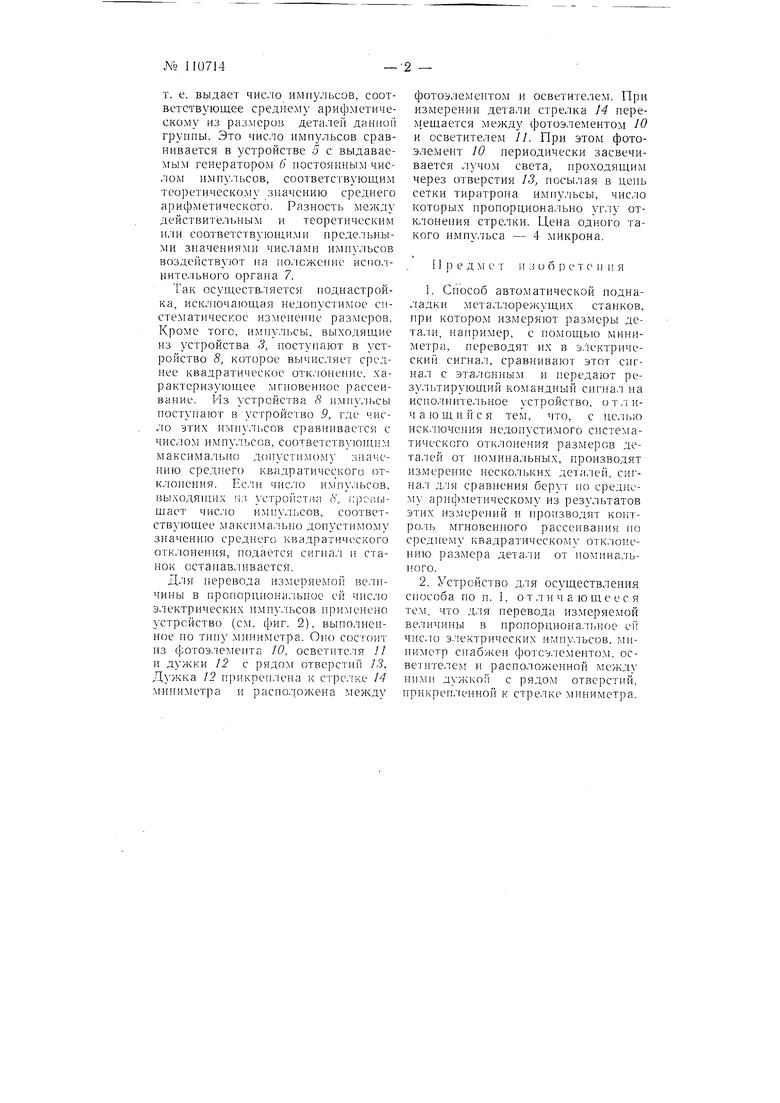
Для перевода измеряемой величины в пропорциональное ей число электрических импульсов применено устройство, выполненное по тину миниметра, снабженного осветите.тем и фотоэ.тементом, которые разделены прикрепленной к стрелке миниметра дужкой с рядом отверстий.
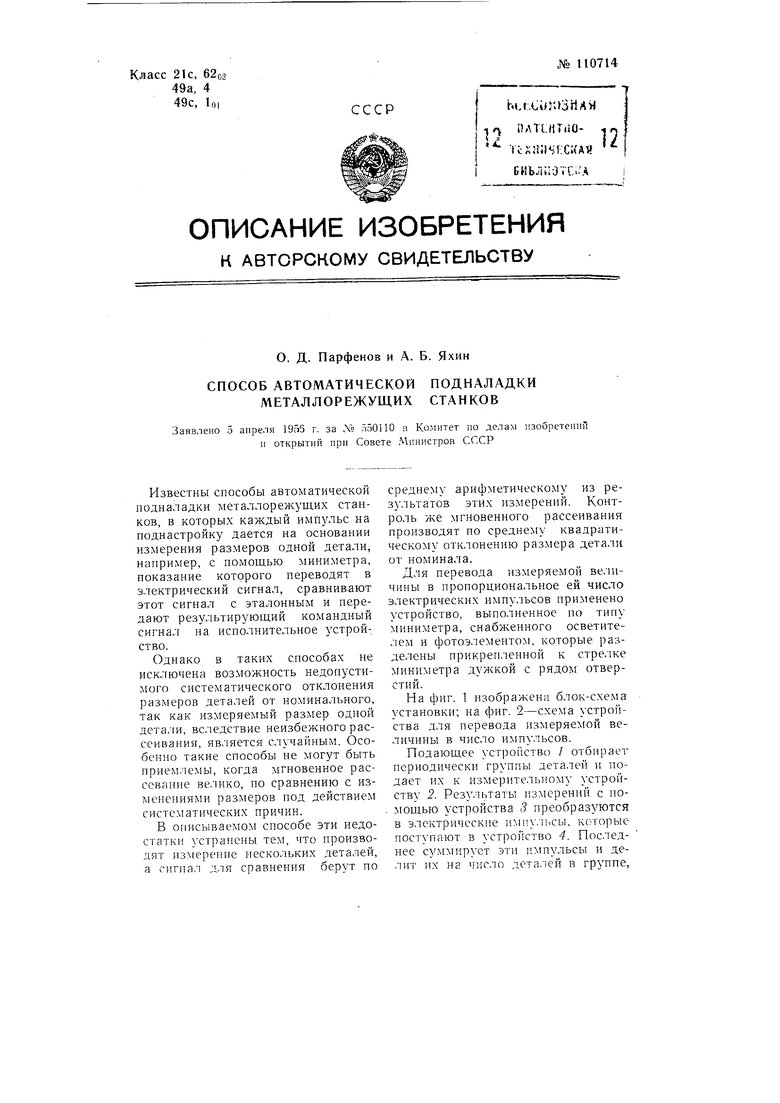
На фиг. 1 изображена блок-схема установки; на фиг. 2-схема устройства для перевода измеряемой величины в число импульсов.
Подающее устройство / отбирает периодически группы деталей и подает их к измерительному устройству 2. Результаты измерений с помощью устройства 3 преобразуются в электрическпе импу.чьсы, которые постлпают в устройство 4. Пос.теднее суммирует эти импульсы и делит нх на число деталей в группе.
т. е. выдает чис;1о импульсов, соответствующее среднему арифметическому из размеров деталей даииой груипы. Это число импульсов сравнивается в устройстве 5 с выдаваемым генератором 6 постоянным чис,том имну.тьеов, соответствующим тео)етичсскому значению среднего арифметического. Разность между действительным и теоретическим нли соответствуюн ими предельными значениями числами импульсов воздействуют на положение испо.чните.льного органа 7.
Так осуществ.тяется поднастройка, исключающая недопустимое систематическое измеие1П1е размеров. Кроме того, импульсы, выходящие из устройства 3, поступают в устройство 8, которое вычиСоЧяет среднее квадратическое отклонеппе, характеризующее мгновенное рассеивание. Из устройства 8 имну.тьсы поступают в устройство 9, где чис.то этих илгпульсов сравнивается е чиcлo импу.тьсов, соответствхющп:. максимально допустимому значению среднего квадратического отк.тонения. Ес, число импу.тьсов, выходяпи-1х н:; устройства 8, |;рС15Ыщает чис.чо и.мну.льсов, соответствующее максимально допусти oмy значению среднего квадратического отклонения, подается сигпа.т li станок остапавливаетея.
Для г еревода из.меряемой ве.чпчины в пропорциона.чьное ей число э.лектрических импу.льсов при енено устройство (см. фиг. 2), выполнениое по типу миниметра. Оно состоит из фотоэ. 10, осветите.ля 11 и дужки 12 с рядом отверстий 13. Дужка 12 прикреплена к стрелке 14 миниметра и раепо.ложена между
фотоэлементом и осветителем. При измерении детали стрелка 14 перем ещаетея между фотоэлементом Ю и оеветителем )/. При этом фотоэлемент 10 периодически засвечивается лучом света, ироходящим через отверстия 13, иосы.лая в цепь сетки тиратрона имгпльсы, число которых пропорциона.льно уг.чу отклонения стрелки. Цена одного такого импу.тьеа - 4 микрона.
р е д м е т и j о б ) с т е н li я
1. Способ автоматической подналадки мета.члорежущих станков, при котором измеряют размеры детали, иапример, с помощью миниметра, нереводят их в э.тектрический сигна.л, сравнивают этот сигнал с эта.юниым и передают результирующий командный сигна.л иа исно.пнпте.льное устройство, от.тичающийся тем, что, с целью иск.чючения ведоиустимого систелгатического о1л ;1онения размеров дета.лей от поминальных, производят измереиие неско.льких дета.лей, еигна.л для сравнения берут по среднему арнфметическому из результатов этих из.мереиий и производят контро.ль мгновеппого раесеивания по среднем} квадратичеекому отк.лонению размера дета.ли от номинального.
2. Устройство для осуществления способа но п. 1, от .л и ч а ю щ е е с я тем, что для перевода измеряемой величипы в пропорциональное ей чис.ю э.чектрических импульсов, миниметр с габжеп фотсэ.лементом, осветителем п расноложенной между ними дужкой с рядом отверстий, нрикреп.ленной к стре.лке миниметра.