ния боковых крепежных элементов сердечников и опорных поверхностей раз-( .резают блок по плоскостям симметрии пазов 12 на магнитопроводы, собирают магнитные головки и обрабатывают их рабочие поверхности. Выполнение боИзобретение относится к приборостроению, а именно к технике магнитной записи, и может быть использовано при изготовлении магнитных головок для аппаратуры магнитной записи.
Цель изобретения - упрощение конструкции магнитной головки, улучшение стабильности ее выходных параметров, а также упрощение изготовления.;io
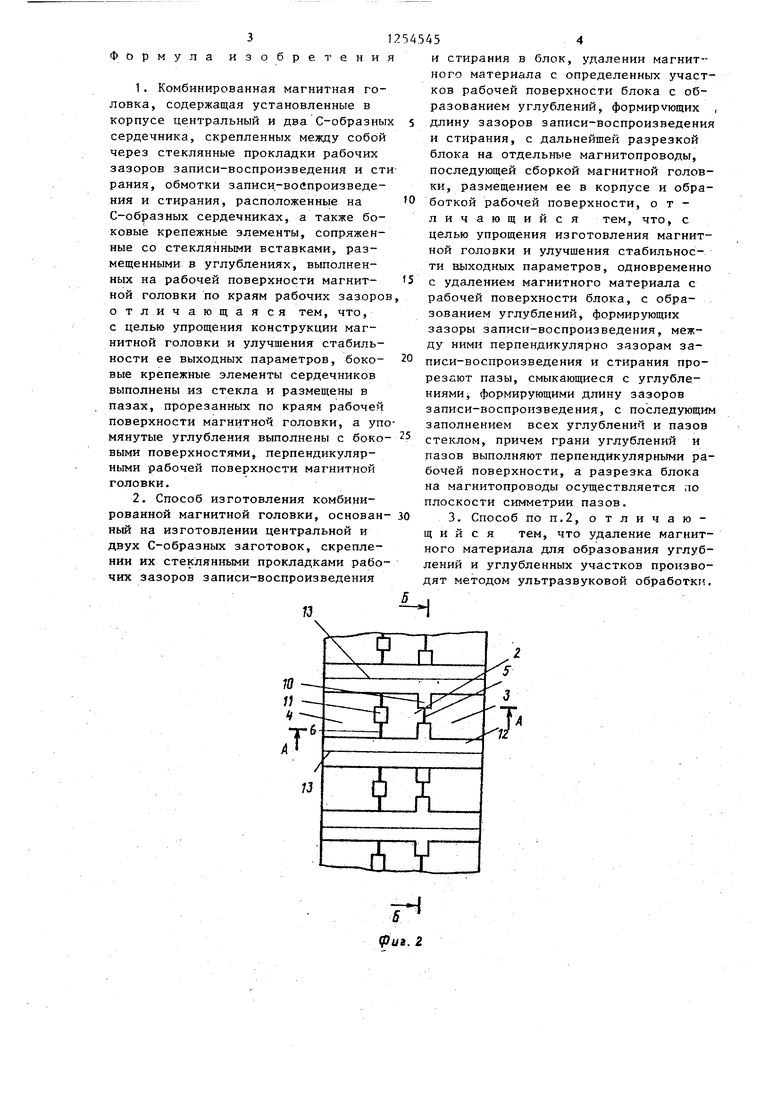
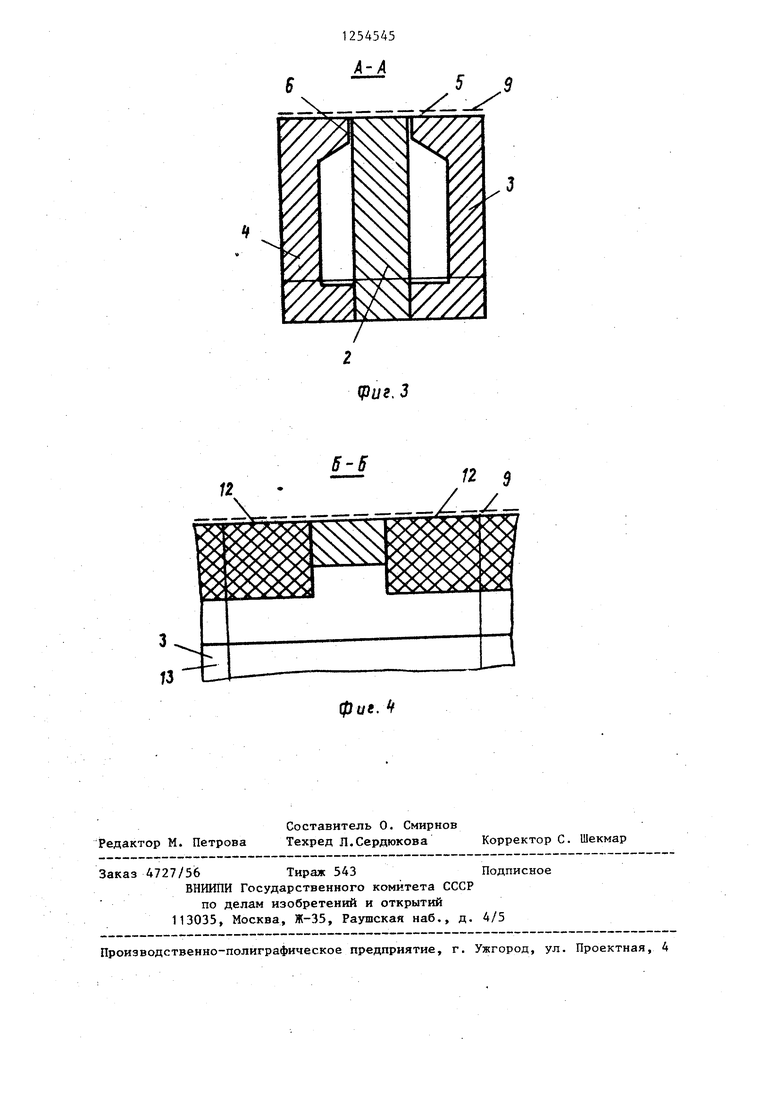
На фиг. 1 представлена комбинированная магнитная головка, общий вид; на фиг. 2 - блок заготовки центрального и двух С-образных сердечников, вид с рабочей поверхности; ts на фиг. 3 - сечение А-А на фиг. 2; на « фиг. 4 - сечение Б-Б на фиг. 2.
о Комбинированная магнитная головка состоит из корпуса 1 с расположенными в нем центральным 2 и двумя С-образ- 20 ными 3 и 4 сердечниками, скрепленными между собой через стеклянные прокладки рабочих зазоров записи-воспроизведения 5 и стирания 6.
На С-образных сердечниках 3 и 4 25 расположены обмотки записи-воспроизведения 7 и стирания 8. На рабочей поверхности 9 магнитной головки выполнены углубления 10, формирующие длину рабочего зазора 5 записи-вое- зо произведения, и 11, формирующие длину рабочих зазоров 6 стирания, а также по краям рабочей поверхности 9 прорезаны пазы 12 перпендикулярно рабочим зазорам, которые смыкаются с . углублениями 10, формирующими длину рабочего зазора 5 записи-воспроизведения. Все углубления 10 и 11 и пазы 12 заполнены стеклом.
Стекло, заполняющее пазы 12, обес- Q печивает надежное боковое крепление сердечников 2, 3 и 4. Боковые грани углублений 10 и 11 и пазов 12 выполковых граней углублений 10 и 11 и пазов 12 перпендикулярными рабочей поверхности 9 обеспечивает постоянство длины рабочих зазоров 5, 6 при обработке этой поверхности. 2с., 1 3.п. ф-лы, 4 ил.
нены перпендикулярными к рабочей плоскости 9 магнитной головки.
Комбинированная магнитная головка изготовляется следующим образом.
Заготовки центрального 2 и двух С-образных 3 и 4 сердечников, изготовленные из феррита, скрепляются через стеклянные прокладки рабочих зазоров записи-воспроизведения 5 и стирания 6 сваркой при температуре 800-850°С в блок. С определенных участков рабочей поверхности 9 блока осуществляют удаление магнитного материала с образованием углублений 10 и 11,. формирующих длину соответ- ствующих рабочих зазоров записи-воспроизведения 5 и стирания 6. Одновременно на рабочей поверхности блока по обе стороны упомянутых углублений 10 и 11 прорезаются пазы 12, смыкаемые с углублениями 10 перпендикулярно зазорам 5 и 6. Затем на рабочую поверхность 9 накладывают плас стекла, с т.пл. 500-650 С, блок нагревается до этой температуры и расплавленное стекло заполняет все углубления 10 и 11 и пазы 12 с образованием бокового крепления и опорных поверхностей. Затем осуществляют разрезку блока по плоскостям 13 симметрии пазов 12 на магнитопроводы отдельных головок, сборку магнитных головок и обработку их рабочих поверхностей. Боковые грани углублений 10 и 11 и пазов 12 выполняются перпендикулярными рабочей поверхности 9 что обеспечивает постоянство длины - рабочих зазоров 5 и 6 при обработке рабочей поверхности 9 с целью получения заданной глубины зазоров. Углубления 10 и 11 и пазы. 12 можно выполнять на установках для ультразвуковой обработки деталей.
ормула
3
и 3
12
обретения
1.Комбинированная магнитная головка, содержащая установленные в корпусе центральный и два С-образных сердечника, скрепленных между собой через стеклянные прокладки рабочих зазоров записи-воспроизведения и сти рания, обмотки записи-войпроизведе- ния и стирания, расположенные на С-образных сердечниках, а также боковые крепежные элементы, сопряженные со стеклянными вставками, размещенными в углублениях, выполненных на рабочей поверхности магнитной головки по краям рабочих зазоров отличающаяся тем, что,
с целью упрощения конструкции магнитной головки и улучшения стабильности ее выходных параметров, боковые крепежные элементы сердечников выполнены из стекла и размещены в пазах, прорезанных по краям рабочей поверхности магнитной головки, а упомянутые углубления выполнены с боко- выми поверхностями, перпендикуляр- ньми рабочей поверхности магнитной головки,
2.Способ изготовления комбинированной магнитной головки, основан- ный на изготовлении центральной и двух С-образных заготовок, скреплении их стеклянными прокладками рабочих зазоров записи-воспроизведения
1254545
и стирания в блок, удалении магнитного материала с определенных участков рабочей поверхности блока с образованием углублений, формирующих , длину зазоров записи-воспроизведения и стирания, с дальнейшей разрезкой блока на отдельные магнитопроводы, последующей сборкой магнитной головки, размещением ее в корпусе и обработкой рабочей поверхности, отличающийся тем, что, с целью упрощения изготовления магнитной головки и улучшения стабильности выходных параметров, одновременно с удалением магнитного материала с рабочей поверхности блока, с образованием углублений, формирующих зазоры записи-воспроизведения, между ними перпендикулярно зазорам записи-воспроизведения и стирания прорезают пазы, смыкающиеся с углублениями, формирующими длину зазоров записи-воспроизведения, с последующим заполнением всех углублений и пазов стеклом, причем грани углублений и пазов выполняют перпендикулярными рабочей поверхности, а разрезка блока на магнитопроводы осуществляется ло плоскости симметрии пазов.
3. Способ по п.2, о т л и ч а ю - щ и и с я тем, что удаление магнитного материала для образования углублений и углубленных участков производят методом ультразвуковой обработки.
фиг. 2
А-А 65 3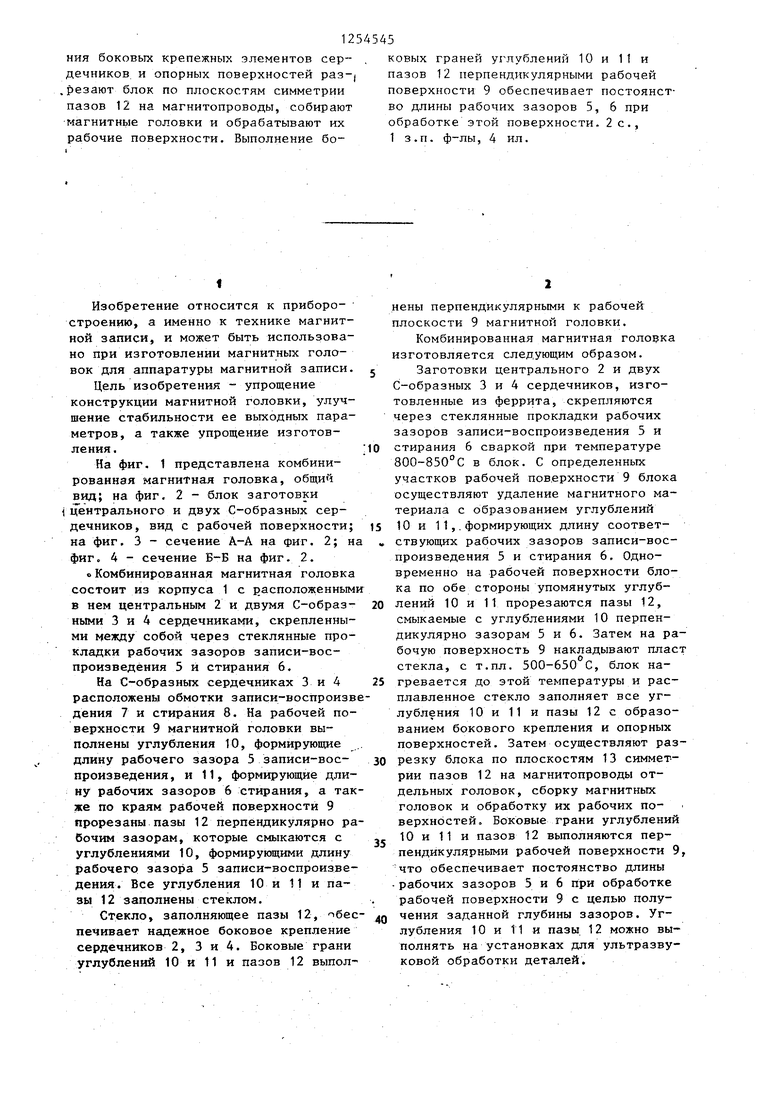
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления многодорожечного блока двухзазорных магнитных головок стирания | 1990 |
|
SU1760545A1 |
| Способ изготовления двухдорожечного блока магнитных головок стирания | 1983 |
|
SU1107161A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕГО ЗАЗОРА МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2034341C1 |
| Способ изготовления видеоголовок | 1984 |
|
SU1169014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
| Магнитная головка | 1977 |
|
SU664193A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| ТЕХНИПЕСКАЯБИБЛИОТЕКА18 | 1969 |
|
SU253401A1 |
Изобретение относится к магнитной записи и позволяет упростить конструкцию и изготовление магнитной головки, улучшить стабильность ее выходных параметров. На рабочей поверхности 9 магнитной головки выполнены углубления 10 и 11. формирующие длину рабочих зазоров 5 и 6 соответственно записи-воспроизведения и стирания, а по краям ловерхнрсти 9 прорезаны пазы 12. Заполняющее углубления и пазы стекло обеспечивает надежное боковое крепление центрального 2 и С-образных 3, 4 сердечников. При изготовлении магнитной головки ферритовыа сердечники 2-4 скрепляются через стеклянные прокладки в блок. Удаляют магнитньй материал для образования углублений и пазов ультразвуковым методом и блок нагревают до температуры плавления стеклянного пласта, размещенного иа рабочей поверхности 9 головки. После формирова(Л to 01 4 сл 4 СЛ
ф4/г. J
фие.
Редактор М. Петрова
Составитель О. Смирнов
Техред Л.Сердюкова Корректор С. Шекмар
Заказ 4727/56 Тираж 543Подписное
ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Патент Великобритании № 1572048, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
