Изобретение относится к области обработки металлов давлением и может использоваться при изготовлении изделий из профилей на гибочно-растяжных прессах.
Известен способ управления гибкой с растяжением профильных деталей на гибочно-растяжных станках, при котором формообразованием управляют по траектории деформирования [1].
Недостатком известного способа является то, что он не учитывает разброса механических свойств материала заготовки, что приводит к низкой повторяемости результатов процесса формообразования и снижению качества формы деталей.
Изобретение направлено на повышение точности формы изделия, увеличение повторяемости результатов формообразования.
Это достигается тем, что формообразованием управляют по траектории, откорректированной с учетом механических параметров материала заготовки, определенных по показаниям датчиков, полученным в процессе предварительного растяжения.
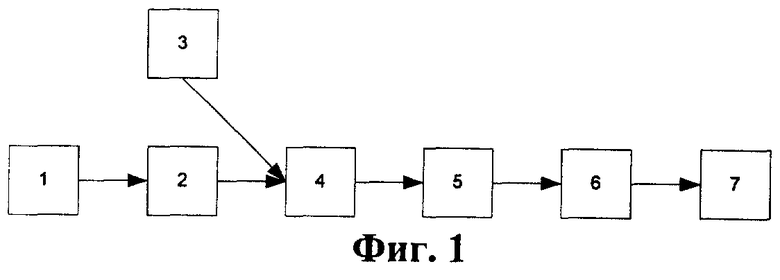
Предлагаемый способ осуществляется в соответствии со схемой, приведенной на фиг.1.
Сначала производится установка заготовки в зажимные патроны станка и загрузка управляющей программы (блок 1). Затем производится предварительное растяжение заготовки до достижения деформации 1-2% (блок 2). Во время предварительного растяжения записывают показания датчиков обратной связи станка (блок 3). После чего по показаниям последних определяют отклонение механических свойств материала заготовки от расчетных (блок 4). Далее производится коррекция программы деформирования заготовки с целью компенсации данного отклонения (блок 5). Затем производится оборачивание заготовки вокруг пуансона (блок 6). После чего выполняется калибровка, заключающаяся в одноосном растяжении заготовки (блок 7).
Достижение технического результата обеспечивается за счет осуществления системой ЧПУ гибочно-растяжного станка адаптации программы деформирования заготовки, состоящей из записи данных обратной связи с системы датчиков станка на этапе предварительного растяжения, последующем анализе и обработке полученной информации и коррекции программы деформирования для этапов оборачивания и калибровки.
В качестве исходных данных управления процессом формообразования является управляющая программа, модель материала заготовки и зависимость между величинами калибровки и пружинения, полученные по методике, описанной в статье [2]. По завершении процесса предварительного растяжения производится оценка величины усилия в растяжных цилиндрах для расчетной точки и на основании расхождения полученных и расчетных значений уточняются механические параметры материала, описывающие кривую течения материала, т.е. зависимость напряжения от деформации:
σ(e)=A·(ε0+e)m
где, σ(е) - напряжение, е - деформация, А, m, ε0 - параметры кривой течения.
На фиг.2 показана схема уточнения параметров материала заготовки, где 1 - исходная кривая течения материала, 2 - показания датчиков обратной связи, приведенные к виду “напряжение-деформация”, 3 - скорректированная кривая течения материала заготовки. На основании полученной кривой течения определяется коэффициент коррекции:


где  ,
,  ,
,  - параметры исходной кривой течения. Затем на основании заданной зависимости “пружинение - деформация калибровки” численно определяется скорректированная величина деформации калибровки ek, такая что:
- параметры исходной кривой течения. Затем на основании заданной зависимости “пружинение - деформация калибровки” численно определяется скорректированная величина деформации калибровки ek, такая что:
На фиг.3 показана полученная зависимость величины пружинения от деформации калибровки, рассчитанная для заготовки прямоугольного сечения из материала Д16 при оборачивании вокруг цилиндрического пуансона радиусом 2600 мм.
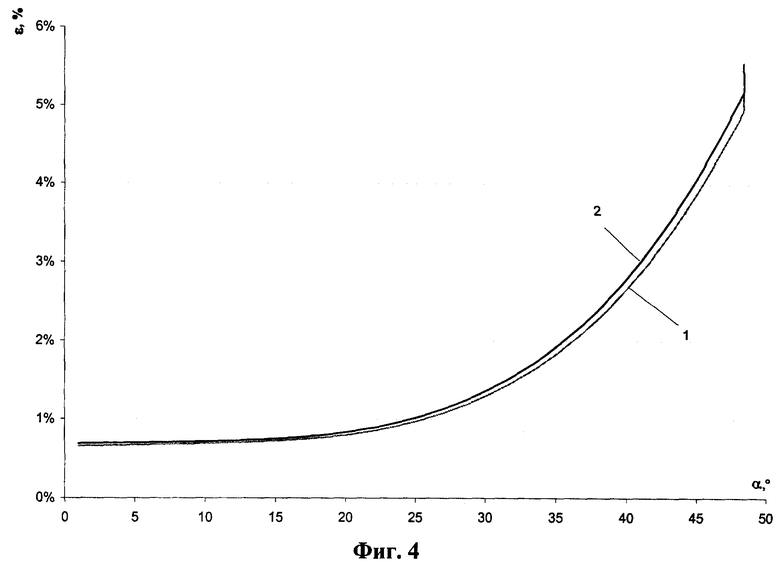
На фиг.4 показана коррекция исходной программы деформирования (1), представляющей собой зависимость деформации ε от угла поворота гибочных рычагов α. На основании скорректированной программы деформирования (2) производится коррекция траектории движения растяжных цилиндров станка, по которой производятся этапы оборачивания и калибровки заготовки.
Источники информации
1. United States Patent 3948071 - Tension control of stretch-forming machine / Lieberman; Robert L., De Mott, Dale H. - Appl. No. 564677, filed April, 3 1975, B 21 D 011/04.
2. Синтез управляющих программ формообразования из листа, профиля и многослойных панелей на гибочно-растяжном оборудовании с программным управлением / С.С.Одинг, С.А.Лопасов, и др. // Кузнечно-штамповое производство. 1993 №9. С.9-12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления процессом гибки с растяжением профилей для гибочно-растяжного пресса | 2023 |
|
RU2808294C1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Станок для гибки профилей с растяжением | 1976 |
|
SU724243A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Способ управления гибкой длинных заготовок | 1982 |
|
SU1076165A1 |
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОБОВЫХ ОБШИВОК | 1986 |
|
SU1417282A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2243050C1 |
Изобретение относится к обработке металлов давлением. Способ гибки с растяжением профильных деталей, при котором формообразованием управляют по траектории, откорректированной с учетом механических параметров материала заготовки, определенных по показаниям датчиков, полученным в процессе предварительного растяжения. Достигается повышение точности формы изделия, увеличение повторяемости результатов формообразования. 4 ил.
Способ гибки с растяжением профильных деталей, при котором формообразованием управляют по траектории деформирования, отличающийся тем, что формообразованием управляют по траектории, откорректированной с учетом механических параметров материала заготовки, определенных по показаниям датчиков, полученным в процессе предварительного растяжения.
| US 3948071 А, 06.04.1976 | |||
| Способ управления гибкой длинных заготовок | 1982 |
|
SU1076165A1 |
| Способ гибки с растяжением | 1978 |
|
SU679283A1 |
| Способ моделирования процессов обтяжки листовых деталей | 1984 |
|
SU1233987A1 |
| ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ И КОНТРОЛЯ КРИВИЗНЫ ТРУБ | 2002 |
|
RU2224217C1 |

