У круг.
S продольная механизир.
Изобретение относится к обработке металлов давлением, а именно к способам навивки из проволоки пружин по винтовой спирали, и может быть использовано в машиностроении.
Известен способ изготовления пружин растяжения, включающий предварительную навивку конусного участка, установку вставного зацепа и равномерный обжим изделия с помощью матрицы и пуансона 1.
Для получения правильного конуса в про цессе запрессовки зацепов при горизонтальном перемещении частей матрицы пружину поворачивают при соответствующем уменьщении диаметров концевых витков пружины. Однако указанный способ не обеспечивает равномерного обжатия конусной часта, что приводит к появлению вмятин и рисок, а также к искажению круглости рабочих сечений пружины. Кроме того, этот способ требует изготовления сложной оснастки, он недостаточно производителен.
Наиболее близким к предложенному является способ с конической заделкой вставных цепов, включающий навивку цилиндрического участка пружины, вставку зацепов и образование конических участков пружины для закрепления вставных зацепов 2.
Однако данный способ недостаточно производителен и не обеспечивает требуемого кач-ества пружины.
Целью изобретения является повыщение производительности и качества пружины.
Поставленная цель достигается тем, что согласно способу изготовления винтовых пружин растяжения с конической заделкой вставных зацепов, включающему навивку цилиндрического участка пружины, вставку зацепов и образование конических участков пружины для закрепления вставных зацепов, образование конических участков пружины осуществляют путем обжатия их в радиальном направлении при непрерывном вращении пружины.
На фиг. 1 изображена технологическая схема навивки цилиндрической пружины .растяжения с припуском по длине; на фиг. 2 - технологическая схема отрезки пружины с выдерживанием расчетной длины; на фиг. 3 технологическая схема обжатия концевых участков цилиндрической пружины, в кото рую предварительно установлены зацепы.
Технологическая схема навивки цилиндрической пружины растяжения с припуском по длине предусматривает использование обычного или специально приспособленного токарного станка, при этом проволоку 1 навивают на оправку 2, которая одним концом закрепляется в патроне 3 токарного станка, а другим упирается в центр задней бабки станка. Проволоку 4 пропускают через продольный суппорт 5 и закрепляют на оправке
Технологическая схема отрезки пружины с расчетной длиной включает отрезку торцов на кругло-щлифовальном станке. При этом пружина устанавливается в разрезную втулку 6 и зажимается патроном станка.
Технологическая схема сборки и обжатия включает установку вставных зацепов 7 в цилиндрическую пружину 1, имеющую расчетную длину, установку пружины 1 с зацепами 7 в разрезную втулку 6 и закрепление в патроне 3 токарного станка, последовательное обжатие конических участков 8 вращающейся пружины 1 при подводе матрицы 9, соосно расположенной в суппорте б токарного станка. Рабочая поверхность матрицы 9 выполнена в форме внутреннего конуса, соответствующего наружной поверхности готовой конусной законцовки. В процессе обжатия пружина 1 приводится во вращение в направлении, обратном направлению навивки.
Скручивание витков, а следовательно, уменьщение их диаметра происходит за счет сил трения между витками пружины и рабочей поверхности матрицы 9 при ее осевом перемещении, т.е. образование конических участков пружины осуществляется путем их обжатия в радиальном направлении при непрерывном вращении пружины.
Использование предложенного способа по сравнению с прототипом обеспечивает высокое качество пружин, повышает производительность труда и степень его механизации.
:/:y:f/ a r M f/jM :f/ifn :f/.f
N
С-ч
..и
L расц. иг.г
Snpod. руцн.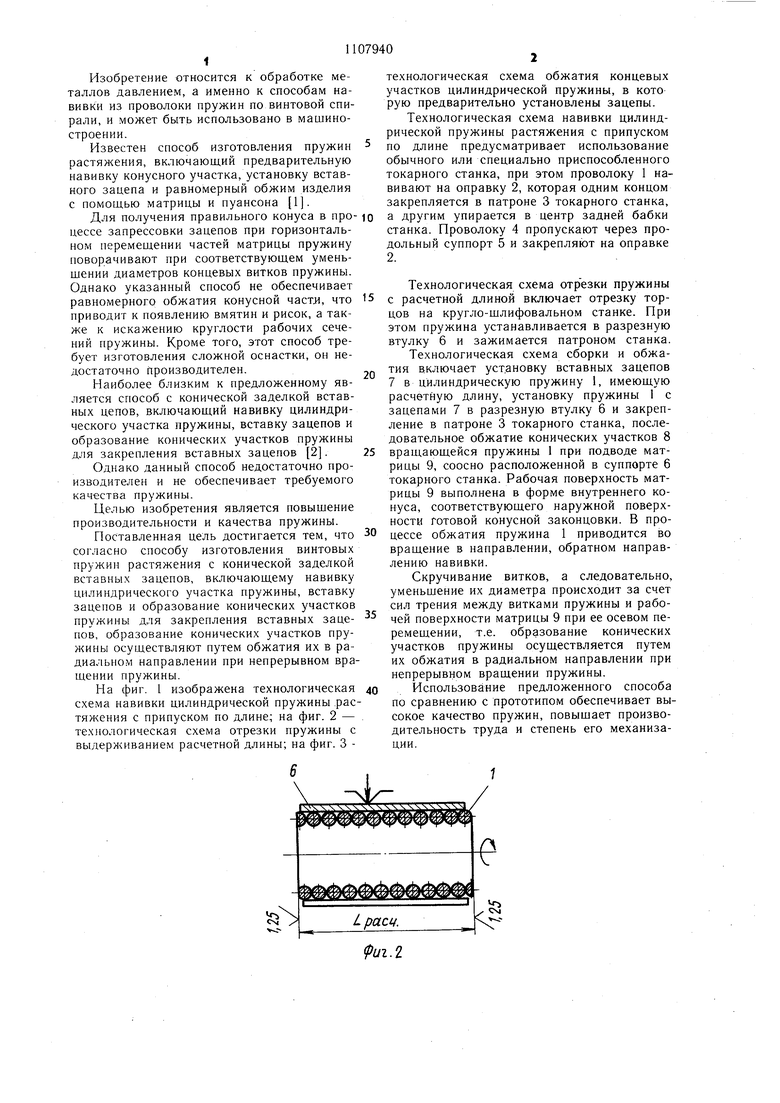
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных втулок сфлАНцЕМ | 1976 |
|
SU594642A1 |
| Способ навивки пружин,содержащих рабочие и опорные витки | 1986 |
|
SU1440591A1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |
| Устройство для изготовления пружинных деталей из проволоки | 1978 |
|
SU689765A1 |
| Приспособление к токарному станку для изготовления пружин растяжения | 1979 |
|
SU854524A1 |
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU194748A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Загрузочное устройство | 1987 |
|
SU1523304A1 |
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН РАСТЯЖЕНИЯ С КОНИЧЕСКОЙ ЗАДЕЛКОЙ ВСТАВНЫХ ЗАЦЕПОВ, включающий навивку цилиндрического участка пружины, вставку зацепов и образование конических участков пружины для закрепления вставных зацепов, отличающийся тем, что, с целью повышения производительности и качества пружин, образование конических участков пружины осуществляют путем обжатия их в радиальном направлении при непрерывном вращении пружины.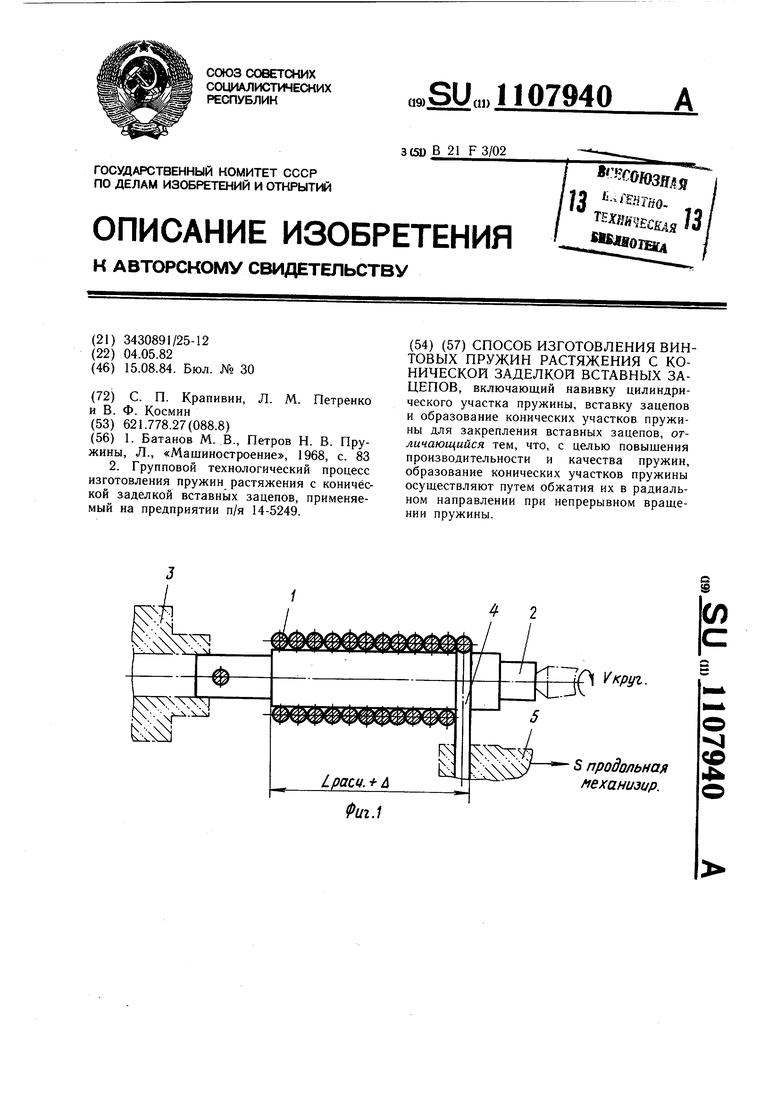
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Батанов М | |||
| В., Петров Н | |||
| В | |||
| Пружины, Л., «Машиностроение, 1968, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Групповой технологический процесс изготовления пружин растяжения с конической заделкой вставных зацепов, применяемый на предприятии п/я 14-5249. | |||
