«1 Изобретение относится к литейном производству и может быть использовано для изготовления литых обмоток роторов электродвигателей. По основному авт. св. № 900970 известен способ заливки роторов, согласно которому перед созданием избыточного газового давления форму погружают в расплав с одновременной ее продувкой вначале инертным газом а затем при закрытом литниковом отверстии оксидирующей газовой смесью и в дальнейшем при открытии литнико вого отверстия осуществляют заполнение полости литейной формы расплавленным металлом под избыточным газовым давлением 11. Однако высокая температура нагре формы при затвердевании отливки из-за контакта с расплавленным метал лом увеличивает длительность затвер девания отливки, снижая производительность процесса заливки роторов. Цель изобретения - повышение про изводительности процесса за счет ус корения охлаждения отливки. Поставленная цель достигается тем, что согласно способу заливки роторов, включающему погружение литейной формы с пакетом железа в расплав при одновременной ее продувке инертным газом, закрытие литникового отверстия и продувку формы оксидирующей газовой смесью, открытие литникового отверстия и заполнение литейной формы расплавом под избыточным давлением, избыточное давление создают газом, подаваемьм непосредственно на внешнюю поверхность литейной формы. На фиг. 1 показано устройство дл реализации предлагаемого способа при погруженной форме-, на фиг. 2 то же, при заполнении формы металло и охлаждении ее. Устройство содержит литейную форму 1 с пакетом железа 2, тигель 3 с расплавленным мeтaJШOм 4. Подачу газ в тигель 4 осуществляют через форсунку 5. Литейная форма 1 соединена с тиглем с помощью сильфона 6. Интенсивность охлаждения литейной формы 1 регулируют дросселем с обратным клапаном 7. 8 Предлагаемый способ осуществляется следующим образом. Литейную форму 1 с пакето,; железа 2 погружают в тигель 3, при этом полость формы продувают инертным газом. Закрытие литникового отверстия формы осуществляют, погружая форму в расплав, до упора с дном тигля печи. После закрытия литникового отверстия формы осуществляют оксидирование пакета железа, а затем подают газ под давлением в герметичный тигель печи через форсунку 5. Под действием газа, подаваемого в герметичный тигель через форсунку, происходит открытие литникового отверстия формы за счет растяжения сильфона 6, заполнение формы расплавом и формирование отливки. Кроме того, одновременно происходит охлаждение области формообразования отливки, причем интенсивность охлаждения регулируют с помощью дросселя с обратным клапаном 7. После затвердевания отливки ее извлекают из формы. Пример. Литейную форму с расположенным в ней пакетом железа погружают в расплав меди, имеющий температуру , при этом продувают полость формы с пакетом железа аргоном под давлением 20 - 30 кн/м. Затем закрывают литниковое отверстие формы и производят оксидирование пакета железа, после чего под давлением 200 кн/м осуществляют подачу газа в герметичный тигель. Вьщержка отливки под избыточным давлением 1-2 мин, при этом o6paTHbttj клапан сбрасывает давление газа в герметичном тигле свыше 150 кн/м. После затвердевания отливки ее извлекают из формы. Применение охлаждения формы газом, которым создают избыточное давление на расплав, сокращает длительность вьщержки отливки под избыточным давлением на 15-25% за счет более интенсивного охлаждения области формообразования отливки. Технико-экономический эффект при производстве роторов электродвигателей с литой медной обмоткой по изобретению составляет 10 тыс. руб в год.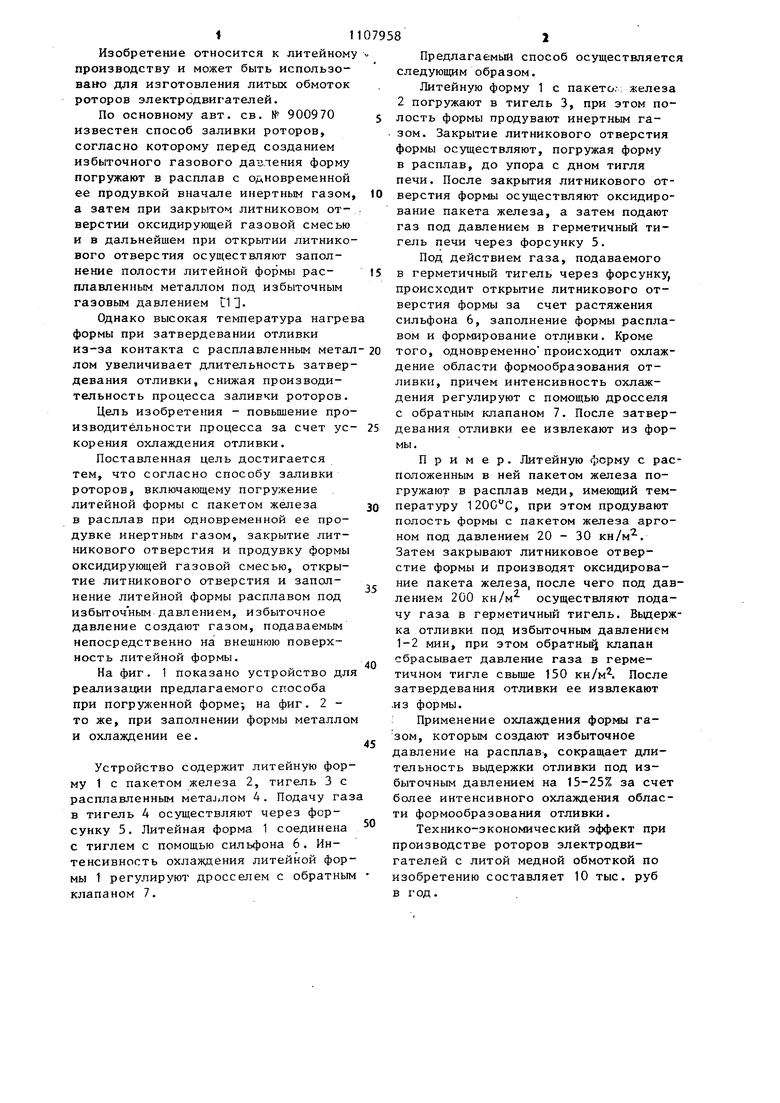
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки роторов | 1980 |
|
SU900970A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| Выплавляемый стержень | 1977 |
|
SU644595A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
| Установка для литья под низким давлением | 1982 |
|
SU1130436A1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
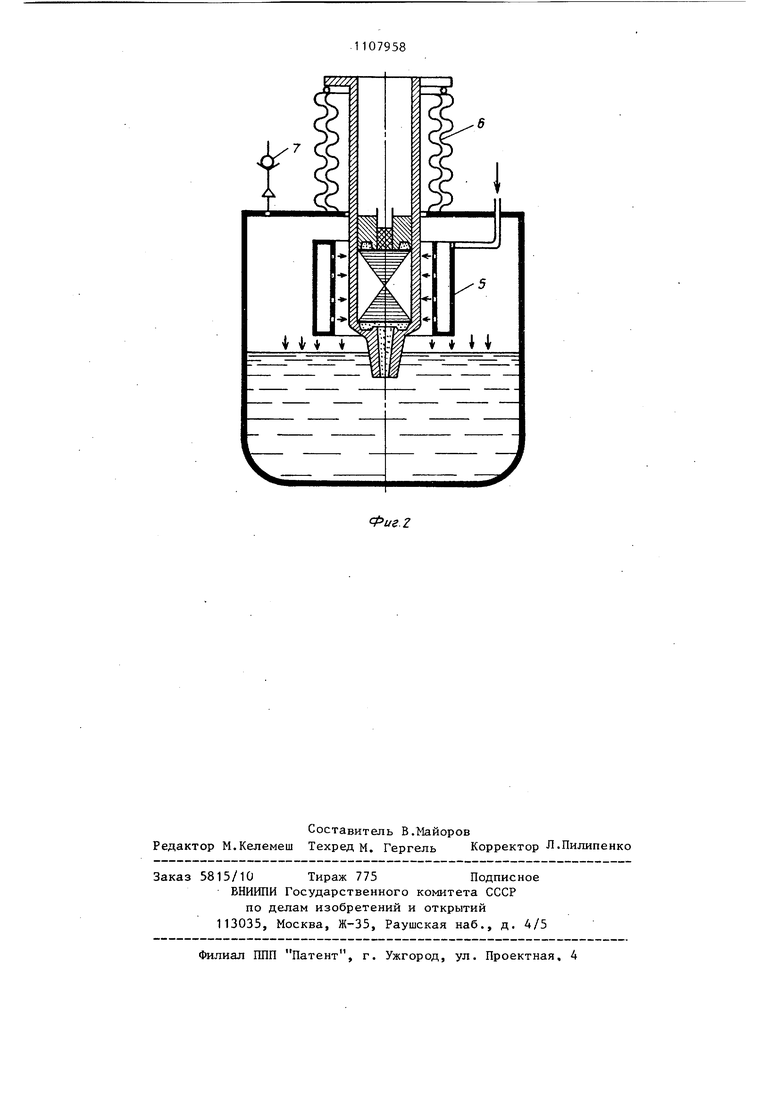
СПОСОБ ЗАЛИВКИ РОТОРОВ по авт. св. № 900970, отличающийся тем, что., с целью повышения производительности процесса за счет ускорения охлаждения отливки, избыточное давление создают газом, подаваемым непосредственно на внешнюю поверхность литейной формы. (/) СО ел 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ заливки роторов | 1980 |
|
SU900970A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
