)(
Фиг. 1
Изобретение относится к машиностроительной промышленности и может быть использовано для обработки деталей свободным абразивом.
Известно устройство для обработки деталей псевдоожиженным абразивом, в нижней части которого расположена газораспределительная решетка, а в рабочей емкости - оправки для обрабатываемой детали и контртела 1.,
Недостаток известного устройства невозможность обработки деталей больших
диаметров.
Цель изобретения - расширение номенклатуры обрабатываемых деталей за счет регулирования зазора между деталью
Тказ1™я цель достигается тем, что контртело выполнено в виде диска, а оправка на которой оно смонтировано, кинематически соединена с введенной в устройство траверсой, установленной на корпусе, в которой выполнены направляющие.
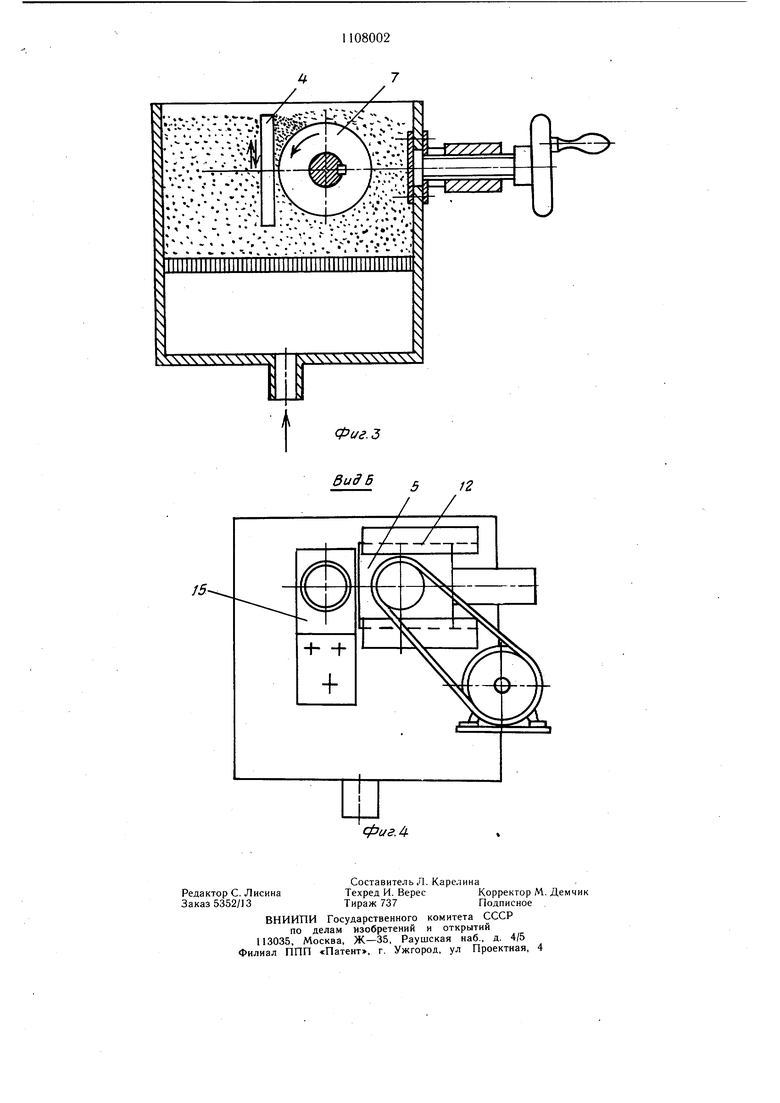
На фиг 1 схематично изображено предлагаемое устройство, разрез; на фиг 2 -пазрез А-А на фиг. 1; на фиг. 3 - один из вариантов расположения обрабатываемой плоской детали относительно контртела; на фиг. 4 - вид Б на фиг. 2..
Устройство выполнено в виде корпус а 1, в котором размеш,ен абразивный слои 2,
в рабочей емкости расположены оправка 3 для крепления детали 4, на корпусе расположены подшипниковые опоры 5, связываюш,ие установленное на оправке 6 контртело 7. Последнее установлено с возможностью образования с деталью зазора 8. На корпусе 1 смонтирована траверса 9, снабженная винтом 10 с маховиком 11, и выполнены направляющие 12. Электродвигатель 13 посредством клиноременной передачи 14 соединен с контртелом. Кронштейны 15 соединены с корпусом и служат для установки оправок для обрабатываемой детали.
Устройство работает следующим образом. В корпус 1 на оправках устанавливают обрабатываемую деталь и контртело. Создают псевдоожиженный слой абразива путем подачи сжатого воздуха. Сообщают врашение детали 4 и контртелу 7. Регулировку рабочего зазора 8 производят перемещением контртела 7 относительной обрабатываемой детали 4 при помощи траверсы 9, через подшипниковые опоры 5, перемещаемые в направляющих 12.
При изготовлении контртела из мягкого материала, например, войлока, можно производить полировку деталей с использованием абразивного порошка мелкой фракции. Устройство позволяет повысить производительность обработки деталей.
А-А
/Z
Фиг. г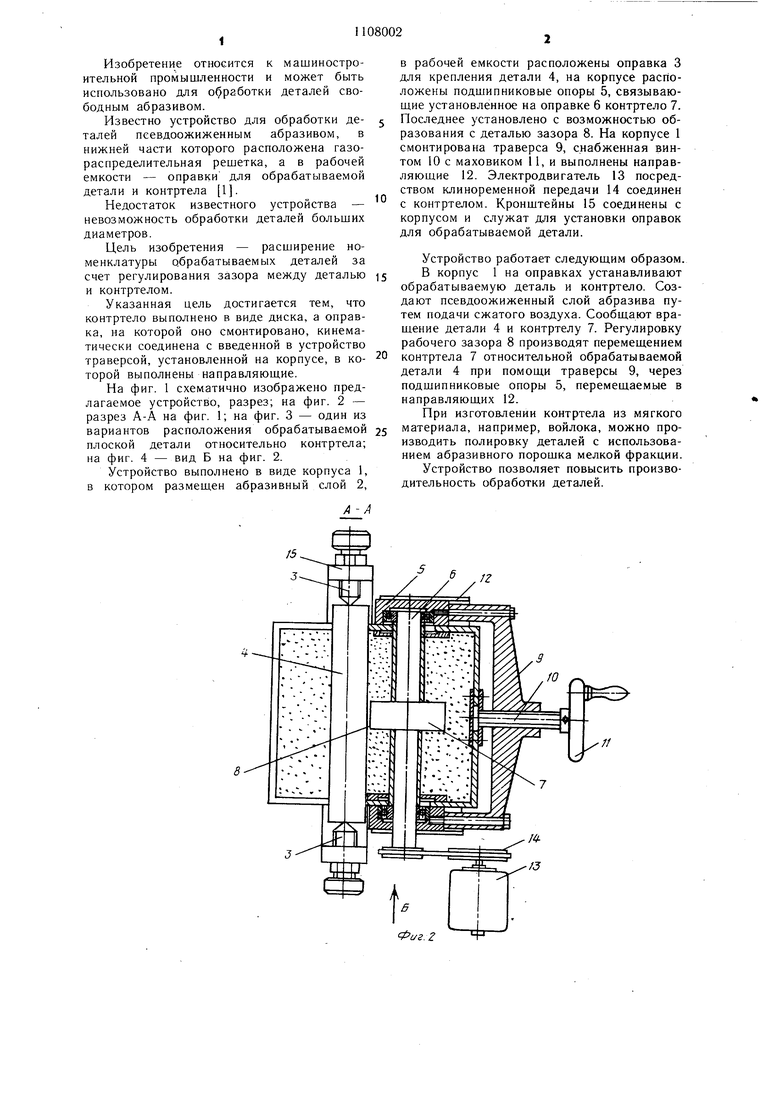
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ (ВАРИАНТЫ) | 1997 |
|
RU2118249C1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU956250A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
| Устройство для абразивной обработкидЕТАлЕй B пСЕВдООжижЕННОй СРЕдЕ | 1979 |
|
SU837799A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПСЕВДООЖЙЖЕННЫМ АБРАЗИВОМ, в нижней части которого расположена газораспределительная решетка, а в рабочей емкости - оправки для обрабатываемой детали и контртела, установленные с зазором, отличающееся тем, что, с целью расширения номенклатуры обрабатываемых деталей за счет регулирования зазора между деталью и контртелом, последнее выполнено в виде диска, а оправка, на которой оно смонтировано, кинематически соединена с введенной в устройство траверсой, установленной на корпусе, в которой выполнены направляюшие. сл ШШШ1ЙМ 00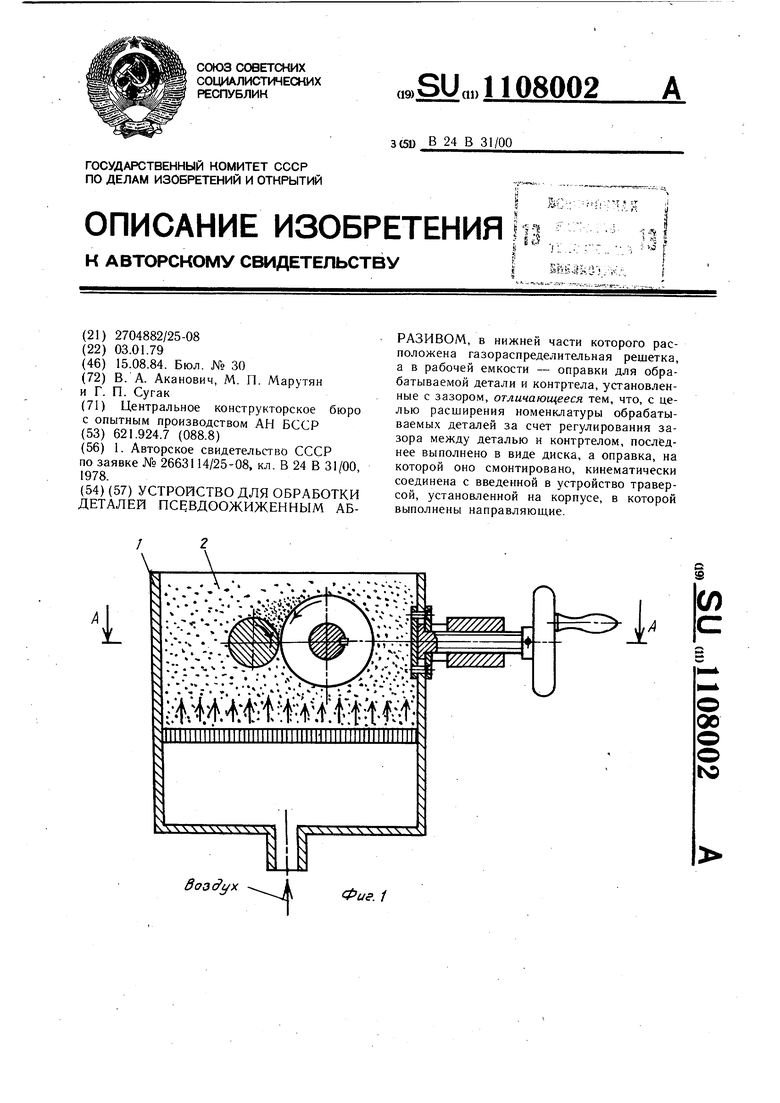
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способы и композиции, содержащие варианты сериновой протеазы | 2012 |
|
RU2663114C2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
