Изобретение оп осятся к обработке металлов давлением, в частности к оснастке для изготовления конических лета; ей из листовых заготовок.
Известен штамн для изготовления изделий конической формы, содер кя1Г1ИЙ установленный на корнусе сбориый формующий инструмент, вынолненный в виде ци.чиндркческого вкладыша, связа 1н;)го со стороны нерабочего торца с то.лка -(1ями, и разменденного на вкладьппс концентрично ему набора втулок с коническими рабочими поверхностями, , енных с возможностью их ноочередно ч; осевого неремещения, и закренленный iia подвижной нлите цельный формуюгцнй инструмент, а также ноднружиненный прижим и унор-фиксаторы 1
Однако на известном Н1тамне детали нолучают нутем вытяжки из листовой заготовки, что связано с утонением материала.
Цель изобретения - - повышение качества изделий нутем получения их равномерной толгцины.
Цель достигается тем, что для изготовления, изделий конической формы, содержащий установленный на корнусе сборный формующий инструмент, вынолненный в виде цилиндрическо1о вкладьнна, связанного со стороны нерабочего торца с толкателем, и размещенного на вкладыше концентрично ему набора втулок с коническими рабочими новерхностями, установленных с возможностью их поочередного осевого перемещения, и закрепленный на подвижной нлите цельный формующий инструмент, а также подпружиненный прижим и упорыфиксаторы, снабжен механизмом синхронизации осевого перемещения втулок и цилиндрического вкладыша сборного формующего инструмента, выполненным в виде щарнирно соединенных между собой и взаимодействующих с толкателем нланок и закрепленных на их свободных концах нальцев, на нерабочих концах втулок и цилиндрического вкладыша выполнены продольные сквозные пазы для размещения нланок, а в корпусе - радиальные Т-образные пазы для размещения пальцев планок, упоры-фиксаторы установлены на цельном формующем инструменте, контур их рабочей поверхности в плоскости, проходяигей через ось штампа, выполнен в виде дуги окружности с радиусом кривизны, равны.м длине образуюн1.ей изготавливае.мого изделия, а рабочий торец цилиндрического вкладыша выполнен с направляющей конической выемкой.
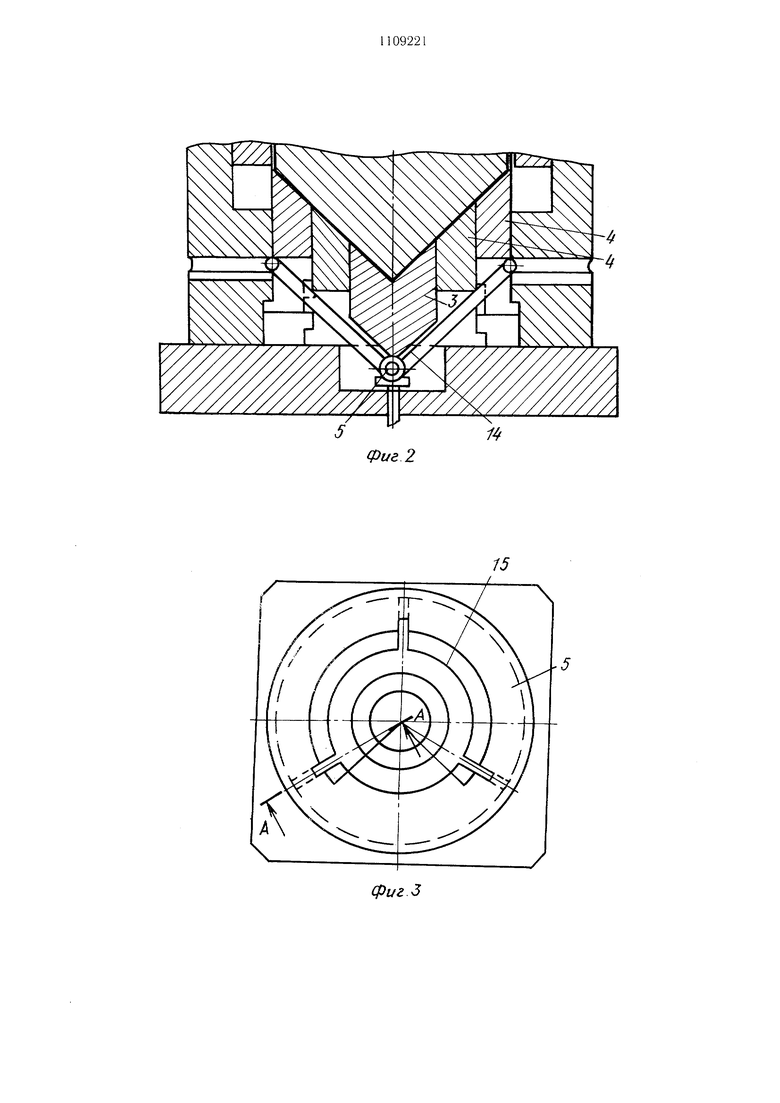
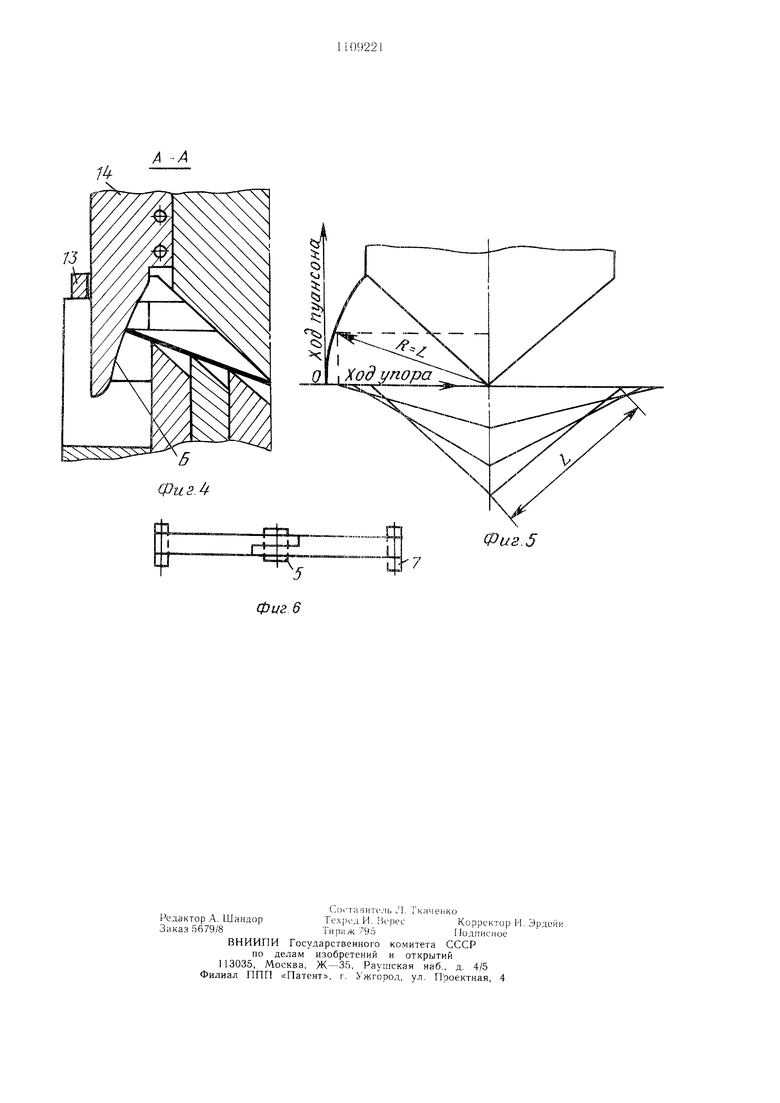
пи :риг. i ipt;;cTaBjieH ;ред.1агаемыи iji: в текущий момент гибки; на фиг. 2 - то же-, в коьечный момент гибки; на фи1. 3 нггамп, вид сверху; на фиг. 4 - разрез Л-.Л на фиг. 3; на фнг. 5 - схема онреде. е11ия рабочей новерхности упора; па фиг. 6 механизм синхронизации осевого (перемещения втулок сборно1Ч) формующего инструмента |.матриць).
Штамн содержит корпус с устарювленHoii на нем матрицей 2, состоящей из цилинд }ическс)о вк;1адыща 3 и набора 4 с конически.ми рабочими поверхностями и с продольш ми сквозными пазами на нерабоч и.к концах. В корнусе 1 раз.мещен также ме.ханнзм синхронизации осевого неременгения втулок 4 цилиндрическо1х;1 вкладыHia 3 .матрицы 2, выполненный из соединенiHiix ша)ниро.м о нланок В, на концах котоpbix установлены 7. | ланк11 6 со сто()оны шарнира 5 отираются .ча толкатель 8 1-1 ра:)мен1еи1.1 в пазах втулок 4 и вкладьнла 3, а их на..:1Ы1ы 7 -- в Т-образных пазах 9 ;Kopiiyca 1. Вту.лки 4 бла1Ч)даря то.1ки1е,1Ю 8 п(Хтоя1н- 0 опираются на планки 6, а цили.чдоический вкладып 3 - lia шарнир 5.
Штамп содерж.ит также цельный пуансон 10. установленный на болтах 11 и пружинах 12 нр.чжим 13 и упоры 14. рабочая поверхность которых в н.юскости, проходящей через .с; :птамна, имеет конту| дуги 1)К|:)уж1;ости с радиусом R, равным д.1ине L об|;1азующей и;5готавливаемого изделия (фиг. 5)
Шта.мн работает следующи.м образом.
Листовую за отовку в виде развертки конуса 15 устанавливают на матрицу 2 между упорами 14 и нодни.мают прижимом 13. опускании пуансона И) заготовка скользит но )абочей 1оверхн(;сти уноров 14 и прижима 3, при :-jTOM цилиндрический 1 к;1адып 3 I втулка 4, ону(;каясь с различной скоростью, образуют .меняющуюся коническ ю рабочую поверхносгь матрицы 2, так как благодаря меха; 1изму синхронизации осевого переме1цения втулок н цилинд1)ического вкладын1а в каждый м(;1мент каждая опускается на расст(;1яние, обратно (iц.иональное ее радиусу. В конце .хода HVансона концы развертки конуса сходятся. После этого дс1а;1ь .1ством толкателя 8 вьггалкивается, а вту.тки и вк. 3 )зврап.1аются н исходное.
Предлагаемый штамп нозво; яет за один JP ход пресса производить как , так и ка..1ибровку конических обечаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для автоматического удаления штампуемых изделий | 1952 |
|
SU98779A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Устройство для изготовления рулонных пружин | 1990 |
|
SU1743664A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1986 |
|
SU1428495A1 |
| Штамп для изготовления деталей типа втулок | 1985 |
|
SU1400752A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ КОНИЧЕСКОЙ ФОРМЫ, содержащий установленный на корпусе сборный формующий инструмент, выполненный в виде цилиндрического вкладыща, связанного со стороны нерабочего торца с толкателем, и размещенного на вкладыще концентрично ему набора втулок с коническими рабочими поверхностями, установленных в возможностью их поочередного осевого перемещения, и закрепленный на подвижной плите цельный формующий инструмент, а также подпружиненный пп.пжим и упорыфиксаторы, отличающийся тем, что, с целью улучшения качества изделий путем получения их равномерной толщины, он снабжен механизмо.м синхронизации осево1о перемещения и цилиндр1-;ческого вкладыща сборного формующего инструмента, выполненным в виде шарнирно соединенных между собой и взаимодействующих с толкателем планок и закрепленных на их свободных концах пальцев, на нерабочих концах втулок и цилиндрического вкладыща выполнены продольные сквозные пазы для размещения планок, а в корпусе - радиальные Т-образные пазы для размещения пальцев планок, упоры-фиксаторы )ттапойлены на цельном формующем инструменте, контур их рабочей поверхности в плоскости, проходящей через ось штампа, выполнен в виде дуги окружности с радиусом кривизны, равным длине образующей изготавливаемого изделия, а рабочий торец цилиндрического вкладыша выполнен с направляющей конической выемкой. да -/J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М., «Машиностроение, 1951, табл | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
