Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке, и может быть использовано нри штамновкс профильных длинномерных деталей, имеющих при различной длине одинаковую форму профиля.
Известен последовательный комбинированный штамп, содержащий вырубной п гибочный узль, размещеннь е на подвижной и неподвижной плитах 1.
Однако размещение вырубного и гибочного узлов в едином блоке связано с пониженными эксплуатационными качествами ппамна, обусловленными неудобством заточки режущих частей.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является комбинированный щтамп для изготовления гнутых деталей с отверстиями из ленточного материала, содержащий гибочный и вырубной узлы, нижние плиты которых установлены на ,ем основании, а верхняя плита гибочного узла выполнена с возможностью закрепления на ползуне пресса и кинематически связана с верхней плитой вырубного узла 2.
В известном щтампе, поскольку вырубной узел жестко связан с верхней плитой и вынесен за пределы штамповой зоны пресса, И1тамповка осуществляется при наличии виепентренных нагрузок, при этом с увеличением длины изделия увеличивается эксцентриситет результирующего технологического усилия.
Целью изобретения является снижение энергетических затрат путем уменьшения впецентренных нагрузок.
Цель достигается тем, что в комбинированном щтампе для изготовления гнутых деталей с отверстиями из ленточного материала, содержащем гибочный и вырубной узлы, нижние плиты которых установлены на общем основании, а верхняя плита гибочного узла выполнена с возможностью закрепления на ползуне пресса и кинематически связана с верхней плитой вырубного узла, кинематическая связь верхних плит вырубного и гибочного узлов выполнена в виде стойки, неподвижно установленной па основании со стороны подачи материала, рычага первого рода, закрепленного одним концом на стойке и щарнирно связанного с верхней плитой вырубного узла, направляющей с горизонтальным пазом, смонтированной на верхней плите гибочного узла.
и возвратно-поступательно подвижных ползущек, размещенных в упомянутом пазу и щарнирно связанных с другим концом рычага, а нижняя плита вырубного узла
смонтирована с возможностью перемещения вдоль направления подачи.
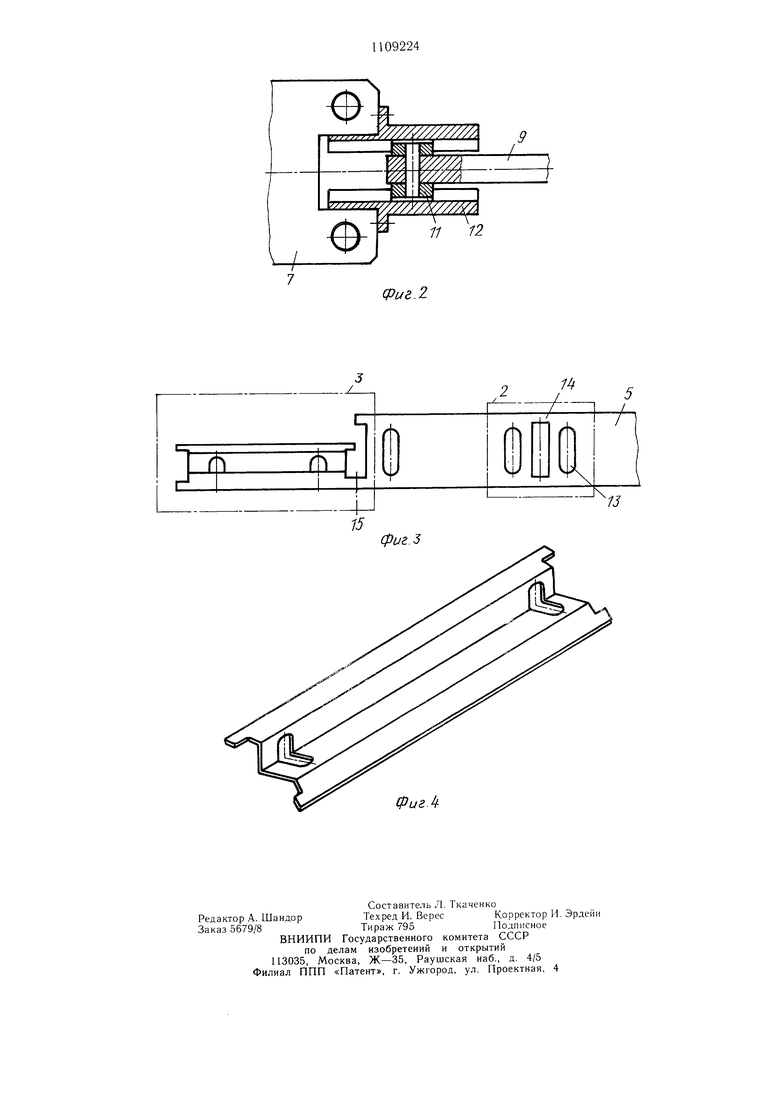
На фиг. 1 показана схема предлагаемого щтампа; на фиг. 2 - связь рычага с верхней плитой гибочного узла; на фиг. 3 -
последовательность изготовления изделия; на фиг. 4 - изделие.
Комбинированный щтамп содержит смонтированные на общей плите 1 вырубной 2 и гибочный 3 узлы, причем нижняя плита 4 вырубного 2 узла установлена вне рабочей
5 зоны пресса с возможностью настроечного перемещения вдоль направления подачи ленты 5, а нижняя плита 6 гибочного узла установлена неподвижно.
Верхняя плита 7 гибочного узла закрепQ лена на ползуне пресса, а верхняя плита 8 вырубного узла шарнирно связана с рычагом 9 первого рода, закрепленны.м одним концом на стойке 10. Другой конец рычага 9 парнирно соединен с сухарями 11 и размещен в пазу направляющей 12, закреплен5 ной на верхней плите 7 гибочного узла. Штамп работает следующим образом. Лепта 5 поступает в вырубной узел 2, где вырубаются пазы 13 для образования перемычек и отверстия 14. Далее лента подается в гибочный узел 3, где производится отрезка заготовки по линии 15 и гибка профиля.
Для получения необходимой длины детали нижнюю плиту 4 вырубного узла 2 переустанавливают на плите 1 вдоль направления подачи ленты. При этом конец рычага 9 самоустанавливается в направляющей 12.
Соотношение плеч айв рычага 9 выбирается из уатовия обеспечения необходимого технологического хода верхних плит 7 и 8 вырубного и гибочного узлов. Усилие Р, необходимое для выполнения вырубной операции, трансформируется благодаря рычагу 9 в усилие Р, величина которого в
раз меньше усилия Р. На практике Р не превышает 1%от номинального усилия пресса.
Экономический эффект от применения автоматической линии с использованием предлагаемого штампа составляет 84,5 тыс.
руб. в год.
9
11 12
Фиг. 2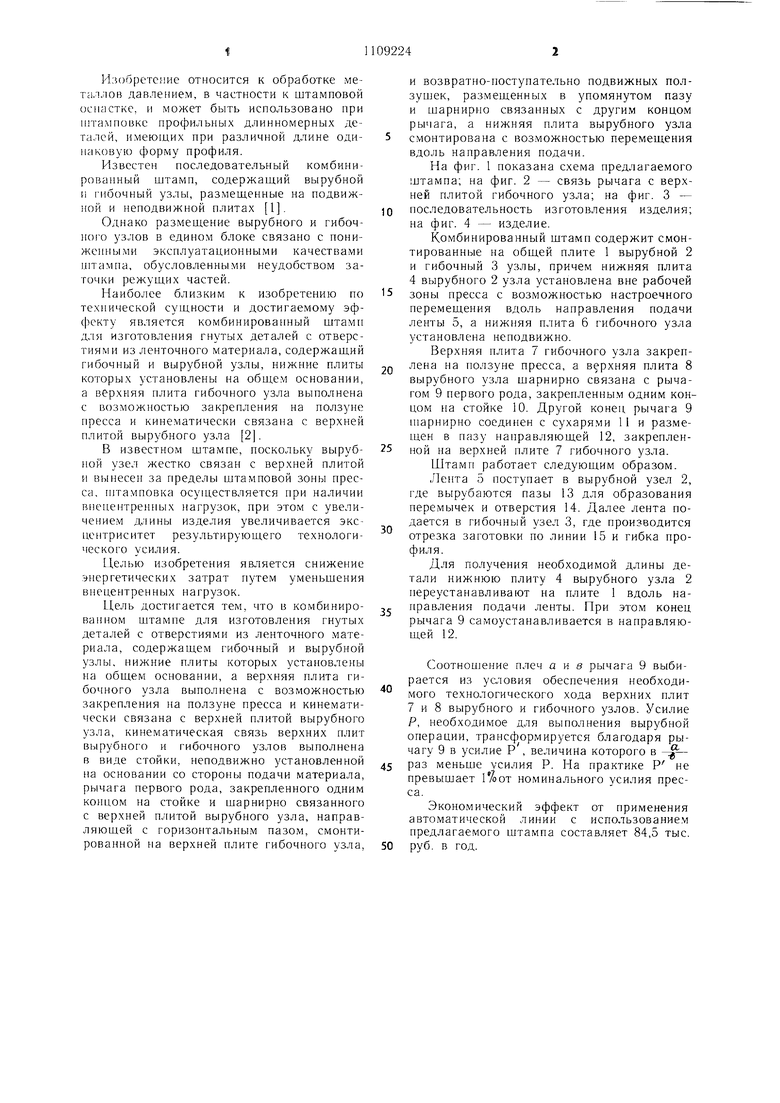
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Устройство для зигзагообразной штамповки | 1977 |
|
SU889234A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 1992 |
|
RU2094156C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп гибочный | 1978 |
|
SU753517A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТБ1Х ДЕТАЛЕЙ С ОТВЕРСТИЯМИ из ленточного материала, содержаший гибочный и вырубной узлы, нижние плиты которых установлены на общем основании, а верхняя плита гибочного узла выполнена с возможностью закрепления на ползуне пресса и кинематически связана с верхней плитой вырубного узла, отличающийся тем. что, с целью снижения энергетически.х затрат путем уме1 ьшения внецентре1И1ы нагрузок, кинематическая связь верхних плит вырубного и гибочного узлов выполнена ii виде стойки, неподвижно установленио на основании со стороны подачи материала, рычага иервого рода, закрепленно1о одним концом на стойке и шарнирно связанного с верхней плитой вырубного узла, направляющей с горизонтальным иазом, смонтированной на верхней плите гибочного узла, и возвратно-поступательно подвижных иолзушек, 3 размешенных в упомянутом пазу и шарнирно связанных с другим концом рычага, а ниж(Л няя плита вырубного узла смонтирована с воз.можностью перемеи1ения вдоль направления подачи. со ьо Ю 4 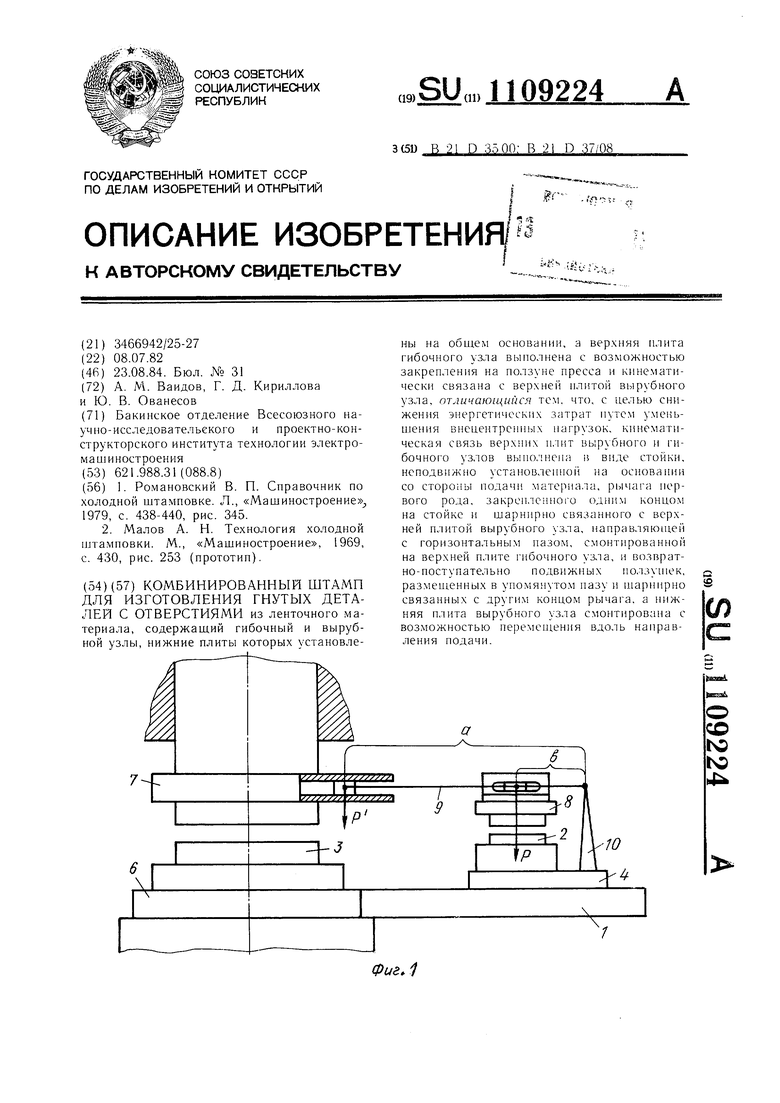
фиг.З
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Л., «Машиностроение 1979, с | |||
| Способ обогащения кислородных руд путем взбалтывания пены | 1911 |
|
SU438A1 |
| Способ изготовления струн | 1924 |
|
SU345A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Малов А | |||
| Н | |||
| Технология холодной ujTaMHOBKH | |||
| М., «Машиностроение, 1969, с | |||
| Разборная вагранка | 1925 |
|
SU430A1 |
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |
