1
Изобретение относится к сгифке. в частности к машинам для контактной сварки се ток, и может быть использовано для сварки сеток из проволоки и изготовления проволочных полок холодильников.
Известна сварочная мапшна для изготовления проволочных сеток, в которых сетки на шаг производится подвижными каретками снабженными элементами для захвата за приваренные поперечные стержни 1.
Такое устройство не обеспечивает no.iyчение качественных сеток из тонкой проволоки, например диаметром 3-4 мм, так ак возможны обрывы в местах сварки продольных и поперечных стержней.
Наиболее близкой к изобретению яв,1яется маитна для контактной сварки сеток. содержандая правильное устройство ,T/iii правки продольной проволоки, ,ехаиизм для предотвраш.ения обратпого дв1.же1И1я про дольных стержней, бункерное устройство для подачи поперечных стержней, подвижные и неподвижные электроды и механизм ша1овой подачи, расположенный перед сварочными электродами и выполненный в зиде каретки с клеш.евым захватом продольных стержней 2.
Однако известная .Mauinna не обеспечивает получения качественных сеток из-за того, что продольные стержни в момент сварки с поперечными стержня.ми не натянуты и находятся в свободном состоянии.
Сваренная сетка (реп1етка нолки холодильника) не имеет товарного вида, так как из-за елабины нродольных прутков в момент сварки нару1пается геометрия ячеек в горизонтальной и вертикальной плоскостях.
Цель изобретения - новьипение качества изготовляемой сетки путем обеспечения натяжения продольных проволок.
Поставленная цель достигается тем, что машина для контактной сварки сеток, содержащая установленные на станине правильное устройство продольных проволок, бункер с механизмом нодачи поперечных прутков. сварочные э,лектроды с приводом их перемещения и механизм шаговой подачи сетки с приводом и тягой, снабжена устройством натяжения продольных проволок, установленным противоположио механизму maiOBoii подачи сетки относительно сварочных электродов, и выполненным в виде каретки с нодпружинепными захватами и кинематически связанных между собой и с кареткой тяги, рычага и кулачка, при этом кулачок закреплен на конце тяги привода .механизма шаговой подачи сетки, который кинематически связан с приводом перемещения электродов.
(,., п,е,1ыо расн1ирепия технологических возможностей, тяга каретки вынолпена составной с ВОЗМОЖ1ЮСТ1ДО регулирования ее
Д.1ИП1 .
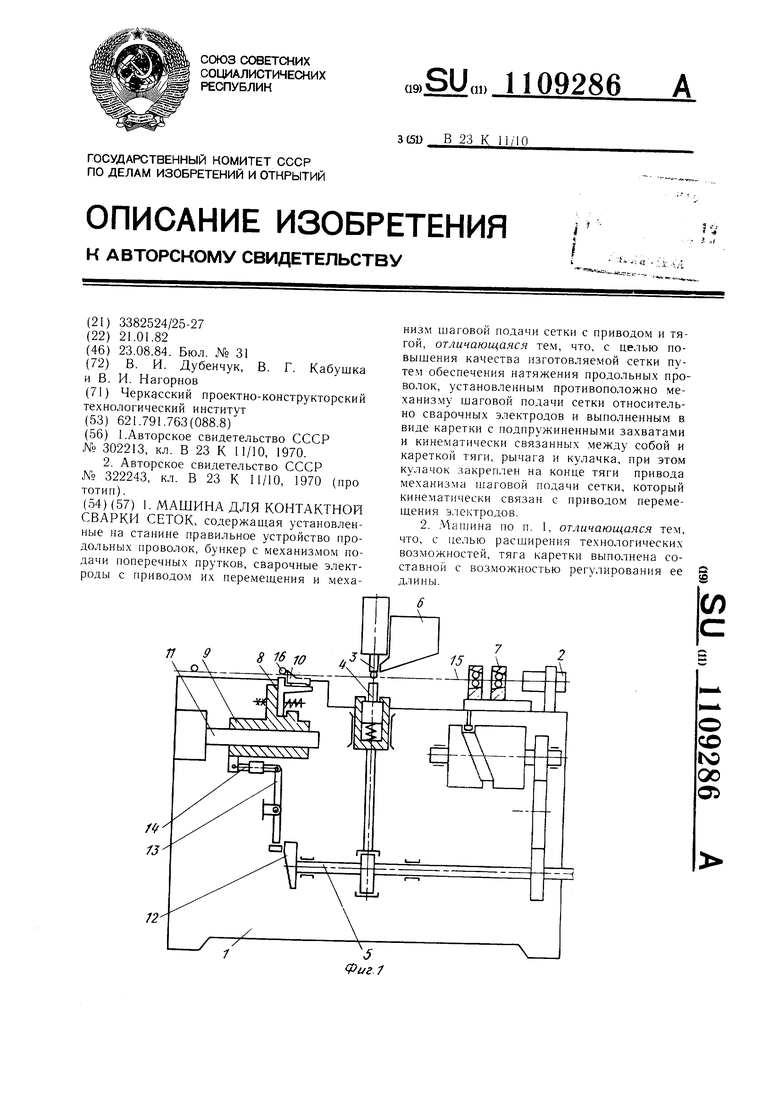
Hji ;)и;- Г -;) представлена мап;ппи л;:я ;;. i,- кшм ;ч;;; чи сеток; на (|.)И1 2kxevia :iaxiw;i:: )r i ixoii :)::;м1ечиых lipyTKOB.
Ма;п1И;;; -(1,чер/л1Г1 1 с устаповлеп111., i:;: мгй ; i тр|;|ч-: ыл: .-. правки
||род(.1лы1)| iipfjiiti.UJKi; 2, ncpxiii:v Г1 арочпь; i электродом .-J, .;. электродами 4 связанными с i:ii,:i;B i v jpiiBfj.ioM о. бункерны.м устройствох li л.1я ио.чачи поперечных стержней. Mexanii:sMOM шаговой подачи сетк vcTaiioB.iennbiM пе;)ед сварочны.ми электродами и уетройстзом 8 натяжени.я П1)(|дол1) ирово.юк cra.iOH.ieHHbrM по OTHonieii.iio к мехапиз.му 7 niaroBiui подачи сетки с протпвоположной сторопы электродов. При этом устройство 8 Bi nio-ineno в виде
0 каретки 9 спабжепной подпружипенныл;и захватами 10 li юсаженпой па наиравляюп.1ие I 1 с в);-;мож :)Сты) осевого неремец.1епия осу1пествлиемо; (1 от Kv;ia4Ka 12 силового привода 5 Срез ))i4ai 13 и регулируемую по длине ГЯ1Л ;4.
Позицией 15 обозначены продольные нроволоки, а п.озипией 16 - поперечные прутки с Ei а р и в а е м о и с е т к и.
.lauH-ina работает следующим образом. Продольную проволоку 15 про 1ускают че)ез нрави;1ьное устройство 2, мехапизм 7 шаговой подачи. Пос;1е включения мапжны механизм 7 1па1овой подачи перемещает продольные проволоки 17 на величину шага приварки поперечных прутков 16, иоперечпый ируток 16 выдается бункерным устрой2 ством 6 под сварочные электроды 3 и 4 и производится его приварка. Перед каждой последующей сваркой собачки 10 устройства 8 1;атяжения захватывают за приваренный ранее поперечный ируток In и подтягивают продольные проволоки 15.
0 Увязка в цикле операций подтяжки продол 1)Ных проволок, высотой механизма шагчзвой подачи сварки (сжатие электродов) О11реде;1яется уетановкой и конфи|урацией силового ку.:1ачка 12 на приводном валу 5.
n:,ie:ieii;ieM длины тяги 14 производится )(Чтройк,Г1 места захвата поперечных прут:()(; в с()отги:-т1;твии с из.мепением шага их 1фива1)ки.
Пред,1аг;:емая маппша для контактной
0 сварки сетоь; позво,1яет обеспечить прямолипейпость |р(.)до;1Ь {ых проволок за счет натяжечия последних в момент гфиварки поиерепюго прутка, и тем са.мы.м получить сетки BbictJKoro качества, пе требующих последующей правки.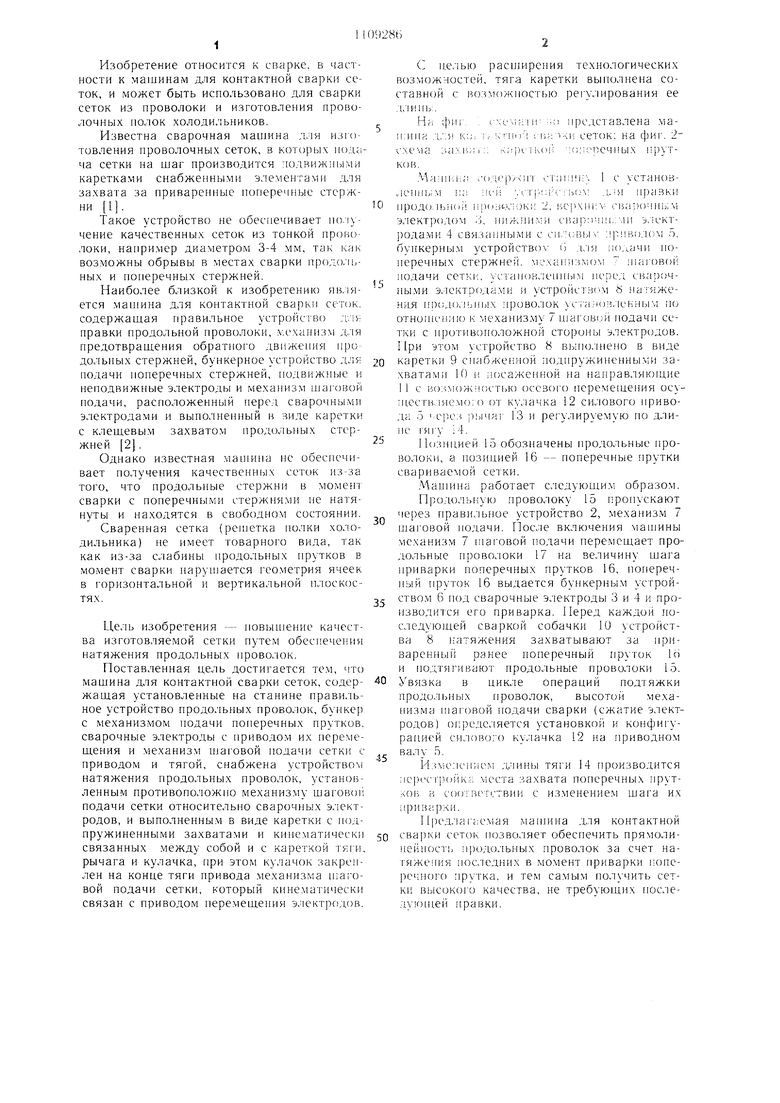
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Машина для контактной точечной сварки сеток | 1976 |
|
SU596344A1 |
| Автоматическое устройство для изготовления пространственных каркасов | 1987 |
|
SU1518101A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
1. МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ СЕТОК, содержащая установленные на станине правильное устройство продольны.х проволок, бункер с механизмом подачи поперечных прутков, сварочные электроды с приводом их перемещения и механизм шаговой подачи сетки с приводом и тягой, отличающаяся тем, что, с целью повышения качества изготовляемой сетки путем обеспечения натяжения продольных проволок, установленным противоположно механизму шаговой подачи сетки относительно сварочных электродов и выполненным в виде каретки с подпружиненны.ми захватами и кинематически связанных между собой и кареткой тяги, рычага и кулачка, при этом кулачок закреплен на конце тяги привода механизма 1иаговой подачи сетки, который кинематически связан с приводом перемещения электродов. 2. Л ап;ина по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей, тяга каретки выполнена составной с возможностью регулирования ее дл и н ы.