Применяемые обычно одноударные автоматы с закрытыми матр;1цами для холодпон высадки изделии, например, гаек, болтов с внутpeHHiiM или наружным шестиграпнико г на головке и других нодобных деталей, не обеснечнвают их полное изготовление за один рабочий ход. Исходя из этого, для получения готового изделия требуется последовательноеиспользование
двух подобных автоматов, что i-;e экономнчно с точки зрения рационального исиользования производственных площадей; кроме этого конструкция автомата не отвечает уровню современной техники как по производительности, так и по техно,1сгии изготовления.
Описываемый автомат свободен от указанных недостатков. Автомат снабжен дополнительным ползуном, который охватывает основной ползун, а поступательно-возвратное движение осуществляется через рычажную систему от двух закрепленных на коленчатом валу кулачков.
Такая конструкция автомата позволяет производить изтотовление
упомянутых деталей за один рабочий .ход ползунов.
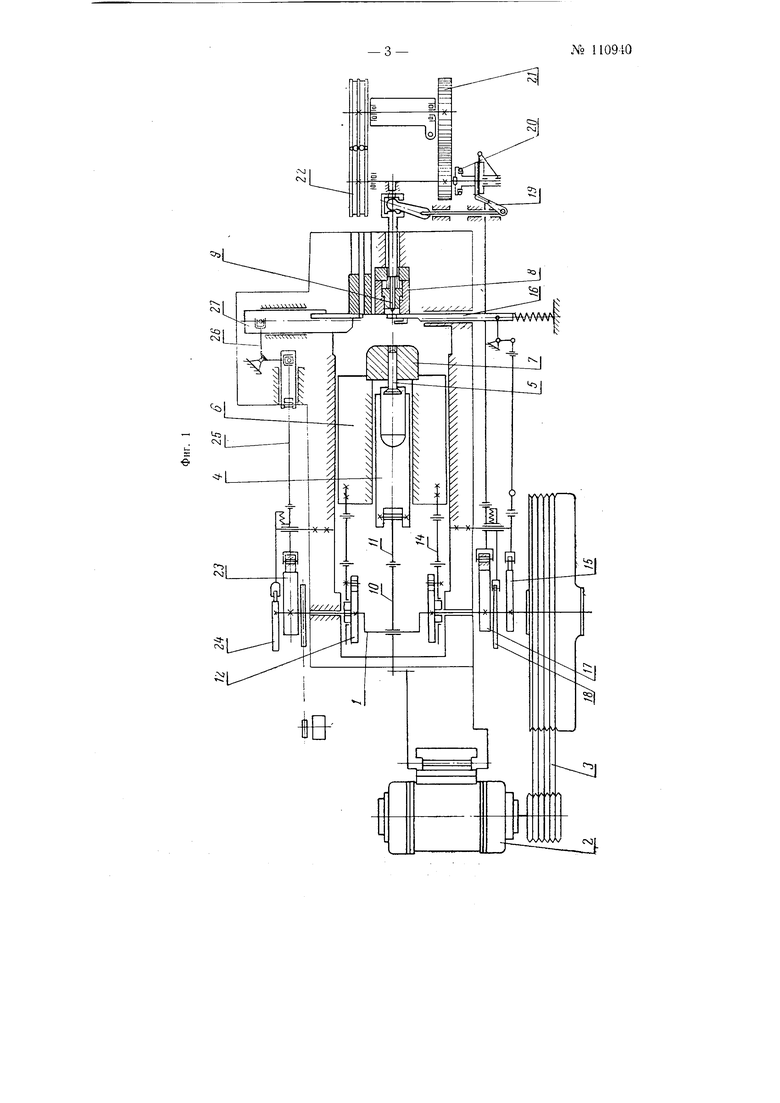
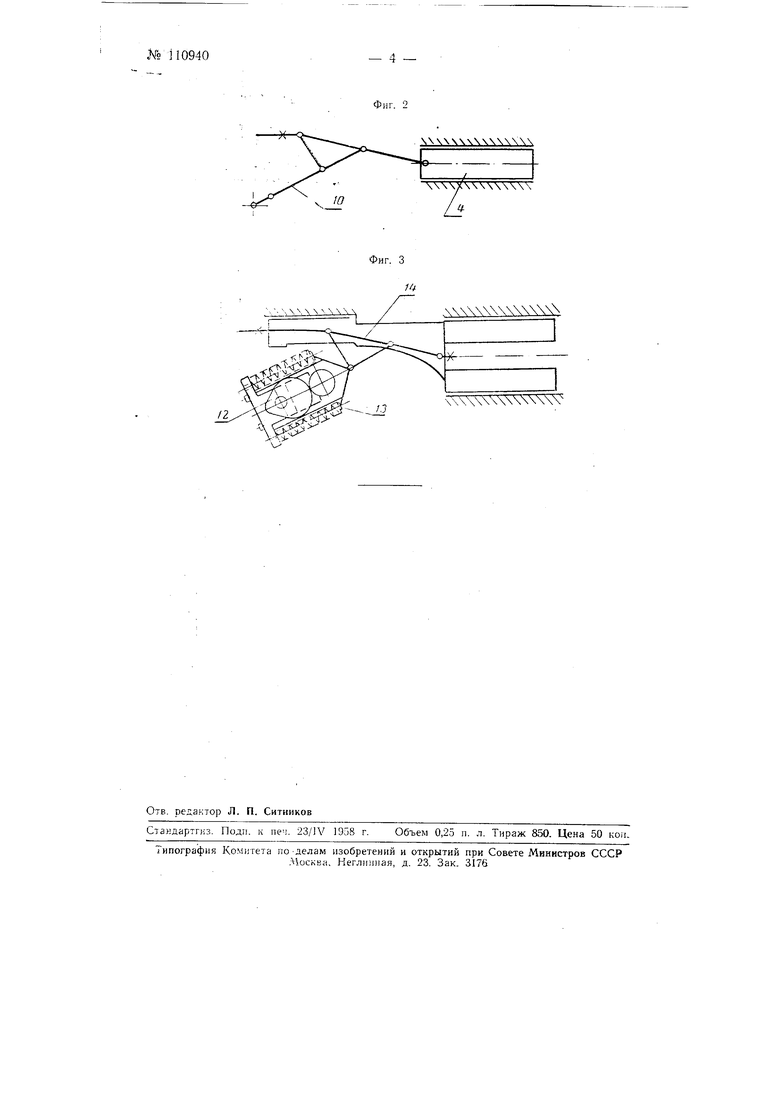
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2- схема привода основного ползуна; на фиг. 3-схема привода дополнительного ползуна.
Автомат состоит из коленчатого вала 1, пр водимого во вращательное движенне электродвигателем 2 через клиноременпую передачу о, основного ползу а 4 с пуансоном 5, дополнительного ползуна 6 с пуансоном 7, высадной матрицы 8 с выталкивателем 9 и кулачковых и рычажных систем.
Для обеспечения процесса высадк.и изделий за один рабочий ход конструкция дополнительного ползуна 6 выполнена с полостью, в которой noMenteii и может перемещаться основной ползун 4, при этом привод ползунов осуществляется раздельно. Привод основного ползуна 4 осуществляется от коленчатого вала / через шатун 10 и систему рычагов //. Дополнительный ползун б приводится в возвратно-поступательное движение от двух кулачков 12, закреплепных на коленчатом /.
через к лиснын механизм 13 и Ciiстему рычагов 14. Для привод: вспомогательных механпзмов ка коленчатом валу / жестко зкреплены кулачки: кулачок 15, служапшй для управления движения механизма 16 сбрасывания изделий; кулачки 17, 18, предназначеипые для осуществления привода выталкивателя 9 через рычаг 19 и подачи материала на отрезку через обгонную муфту 20, шестеренчатую передачу 21 и роликовую систему 22; кулачки 23, 24, сообщающие движение через систему рычагов 25 и коромысло 26 механизму 27, осуп1ествляю1цему резку металла на отдельиь е заготовки и подачу последних с линии отрезки на линию высадки.
В процессе высадки дополнительный по.лзун 6 вместе с пуансоном 7 подходят вплотную к матрице Н, создавая закрытьи рабочий объем, в котором производится высадка
пуансоном 5 основного ползуна 4. После окончания высадки ползуны вместе с пуансонами отходят в исходное положение, а высаженное изделие выталкивателем 9 освобождается от матрицы 8.
Конструкция автомата позво.1яет производить изготовление гаек путем включения механизма 16 сбрасывания, осуществляющего съем изделия с выталкивателя 9.
Предмет изобретения
Одноударный автомат для холодной высадки с закрытыми матрицами, отличающийся тем, что, в целях получения возможности изготовления за один ход автомата деталей сложной формы, в том числе гаек, он снабжен дополиительпым ползуном, охватывающим основной ползун и получаюп1им привод от двух кулачков, закрепленных на коленчатом ва.чу.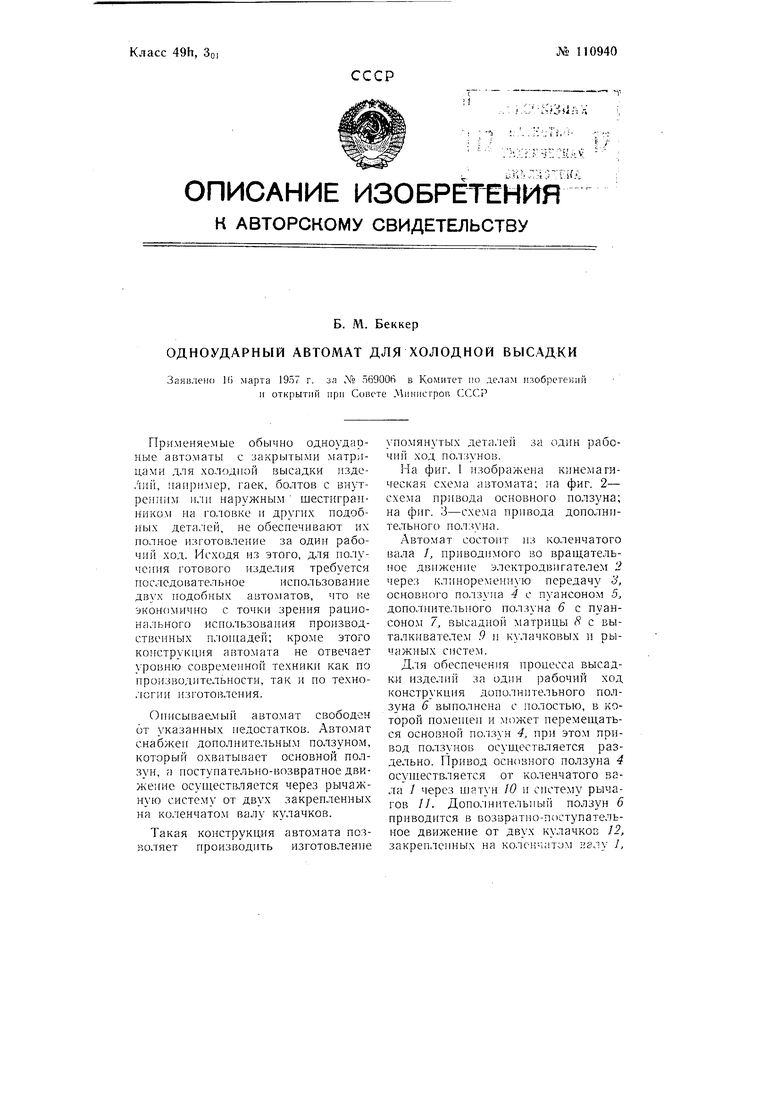

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Холодновысадочный автомат | 1978 |
|
SU680798A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |