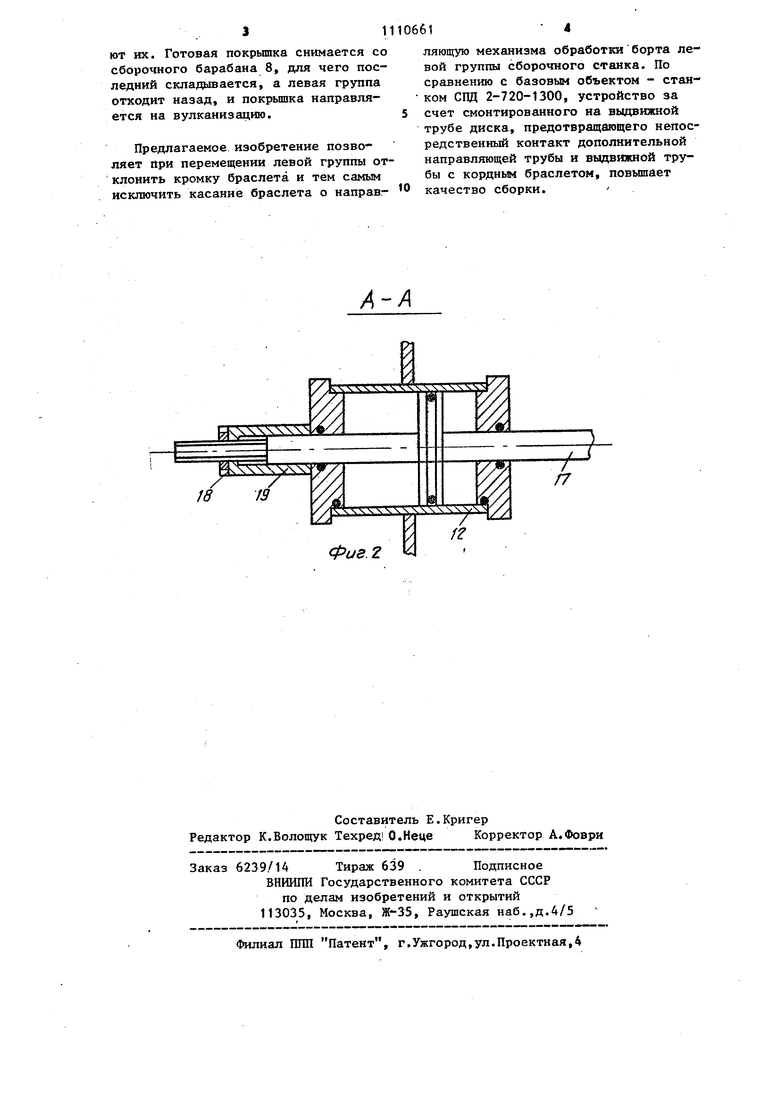
Изобретение относится к оборудова нию шинной промышленности и предназначено для сборки покрышек пневматических шин. По основному авт. ев. ;№ 939291 известно устройство для сборки покрышек пневматических шин, содержащее правую и левую станины со смонтированными в них основной и дополнительной направляющими трубами, установленные на последних механизмы 1 для формирования борта, приводной ва для сборочного барабана, одним концом смонтированный на правой станине и установлейный в основной направляющей трубе, смонтированную в дополни тельной направляющей трубе выдвижную трубу, свободньй конец которой снабжен смонтированной на подшипниках втулкой с цилиндрической внутренней поверхностью для охвата свободного цилиндрического конца приводного вала, и смонтированный на левой станин привод для перемещения выдвижной тру бы. Б этом устройстве дополнительная направляющая труба смонтирована на левой станине с возможностью осевого перемещения вдоль нее и снабжена при способлением для фиксации в требуемо положении относительно левой станины, вьтолненным в виде, регулировочных винтов и распорных втулок с болтами, а привод для перемещения выдвшкной трубы жестко закреплен на дополнительной направляющей трубе 1 j. Однако при браслетном способе сборки, когда левая станина перемещается в рабочее положение, происходит соприкасание выдвижной и допол.нительной труб и кромок браслета, расположенного на сборочном барабане В результате поверхность браслета загрязняется смазочными маслами, что приводит к снижению качества сборки покрьшек. Цель изобретения - повышение качества сборки покрьш1ек за счет предотвращения попадания смазки на поверхность кордного браслета. Указанная цель достигается тем, что в устройстве для сборки покрышек пневматических шин на обращенном к сборочному барабану торце вьщвиж- ной трубы смонтирован экранирую1ций диск. На фиг. 1 изображено устройство общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит правую и леву станины 1 и 2 со смонтированными в ) них основной и дополнительной направляющими трубами 3 и 4, установленные на них механизмы 5 и 6 для формирования борта, приводной вал 7 для установки на нем сборочног-о барабана 8. Одним концом приводной вал 7 смонтирован на правой станине 1 и укреплен в основной направляющей трубе 3, В дополнительной направляющей трубе 4 смонтирована вьщвижная труба 9, свободный конец которой снабжен смонтированной на подшипниках 10 втулкой 11 с цилиндрической внутренней поверхностью для охвата свободного цилиндрического конца приводного вала 7. На левой станине 2 смонтирован привод 12 для перемещения выдвижной трубы 9. Дополнительная направляющая труба 4 смонтирована на левой станине 2 с возможностью осевого перемещения вдоль нее. Труба снабжейа приспособлением для фиксации в требуемом положении относительно левой станины. Это приспособление выполнено в виде регулировочных винтов 13 и распорных втулок 14 с болтами .15. Привод 12 жестко закреплен на дополнительной направляющей трубе 4. На выдвижной трубе 9 смонтирован экранирующий диск 16. На штоке 17 привода 12 установлены регулировочные гайки 18 и 19. Устройство работает следующим образом. На сложенный сборочный барабан 8 надевается браслет (не показано), после выравнивания браслета барабан раскладывается. Левая группа механизмов выдвигается в рабочее положение. В это время в соприкосновение с наружной поверхностью браслета приходит экранирующий диск 16, который отгибает его, и смазка, имеющаяся на трубах 4 и 9, не попадает на поверхность корда. Регулировочными гайками 18 и 19 ограничивают величину перемещения выдвижной трубы 9 при переходе на узкий барабан или увеличивают ход трубы при переходе на широкий барабан. В этом случае ход привода определяется половиной разницы между максимальной и минимальной шириной барабана из всего ассортимента собираемых на станке покрьш1ек. Затем с помощью механизмов 5 и 6 формируют борта, накладьгаают детали, входящие в состав покрьшки, прикатывают их. Готовая покрышка снимается со сборочного барабана 8, для чего последний складывается, а левая группа отходит назад, и покрьппка направляется на вулканизацию.
Предлагаемое изобретение позволяет при перемещении левой группы отклонить кромку браслета и тем самым исключить касание браслета о направг
ляющую механизма обработки борта левой группы сборочного станка. По сравнению с базовым объектом - станком СПД 2-720-1300, устройство за счет смонтированного на выдвижной трубе диска, предотвращающего непосредственный контакт дополнительной направляющей трубы и выдвижной трубы с кордным браслетом, повышает качество сборки.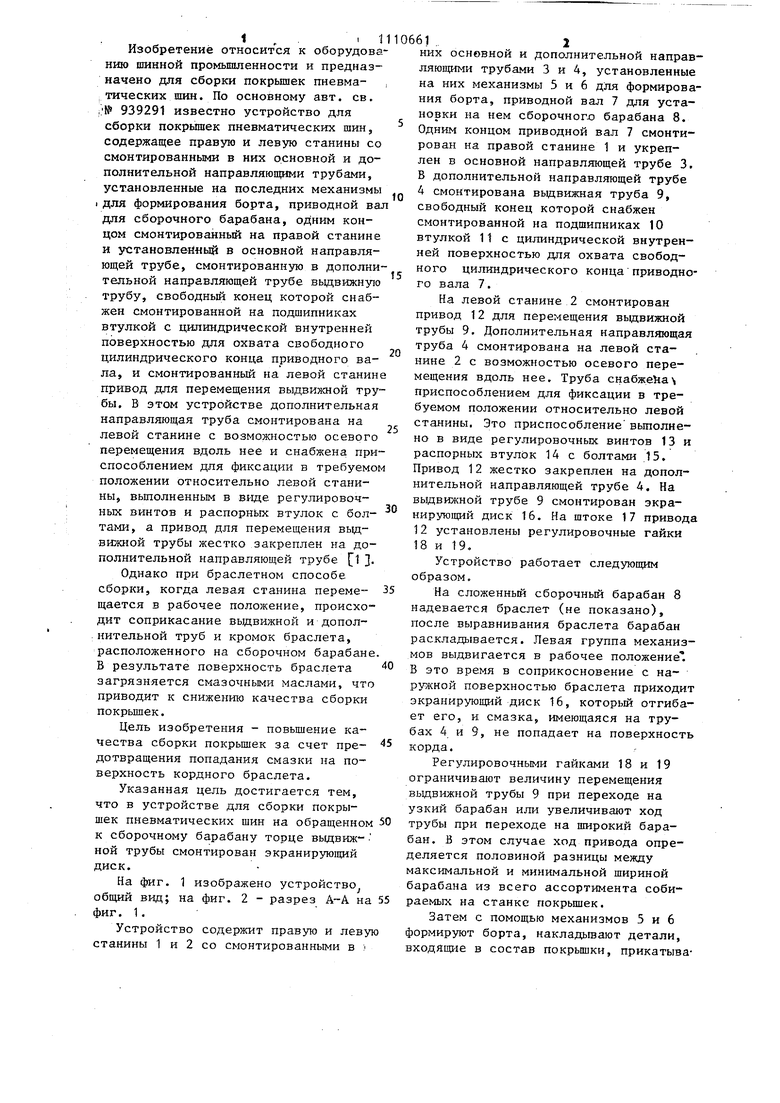
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU939291A1 |
| Устройство для сборки покрышек пневматических шин | 1989 |
|
SU1720887A1 |
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| Устройство для сборки покрышек пневматических шин | 1985 |
|
SU1270019A2 |
| Устройство для сборки радиальных покрышек пневматических шин | 1978 |
|
SU758670A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU887250A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU554661A1 |
УСТРОЙСТВО ДЛЯ СЮРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН по авт. св. № 9397.91, отличающееся тем, что, с целью повьшения качества сборки покрьшек за счет предотвращения попадания смазки на поверхность кордного браслета, на обращенном к сборочному барабану торце выдвижной трубы смонтирован экранирующий диск. S ь
А-А
-1
SSS
18 /9
/7
Фие.2
/f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU939291A1 |
| Солесос | 1922 |
|
SU29A1 |
