Изобр ение от юсится к установкам для изготовления ковров нз рулонных термопластичных материалов, преимущественна из линолеума.
По основному авт. св. № 952639 известна установка для изготовления ковров из рулонных термопластичных материалов, содержащая основание, на котором смонтированы кинематически связанные и последовательно установленные рулонодержатель, стройство для сварки концов рулонов в нетрерывную ленту, накопитель ленты, устзойство для выравнивания ее поверхности, устройство для поперечной резки материала на полотнища, механизм транспортирования, над которым расположено устройство для вытяжки и укладки полотнищ, устройства для прирезки и сварки полотнищ, устройство для предварительного нагрева кромок полотнищ, установленное перед устройством для сварки полотнищ соосно с ним, накопитель сваренного полотнища, устройство для поперечной резки его на ковры и устройство для вытяжки и укладки ковров (I).
Недостаток известной установки заключается в том, что при изготовлении малогабаритных ковров резко снижается производительность, поскольку при сварке как крупногабаритных, так и малогабаритных ковров длительность технологического процесса почти одинакова, а выход готовой продукции существенно отличается.
Целью изобретения является повышение производительности установки за счет обеспечения возможности одновременного изг( товления ковров различного типоразмера.:
Указанная цель достигается тем, что установка для изготовления ковров из рулонных термопластичных материалов снабжена расположенной перед устройством для поперечной резки полотнища на ковры перпендикулярно-продольной оси установки горизонтальной направляющей с установленным на ней с возможностью поворота по меньщей мере одним устройством для продольной резки полотнища.
Такое выполнение установки позволяет изготавливать на ней одновременно несколько ковров различного типоразмера.
На фиг. 1 изображена установка, вид сверху; на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - узел 1 на фиг. I; на фиг. 4 - вид Б на фиг. 1 (повернуто).
Установка для изготовления ковров из рулон1{ых термопластичных материалов содержит смонтированные на основании 1 рулонодержатель в виде лотка 2, устройство для сварки концов рулонов в непрерывную Ленту, включающее рабочий стол 3 с дисковыми ножницами 4 и сварочным аппаратом 5, нагреватель б для выравнивания концов линолеума, смонтированный над рабочим столом 3, накопитель 7 ленты линолеума, устроиство для выравнивания поверхности ленты лиьюлеума, выполненное в виде подвижной вдоль поддерживакмцего стола 8 тележки 9 с нагревательными элементами 10 и is катком 11, дисковые ножницы 12 для поперечной резки линолеума па полотнища, транспортер 13 и расположенное над ним устройство для вытяжки и укладки паяотнищ, выполненное в виде каретки 14 с захватами.
Установка содержит также стол 15 для продольной прорезки и сварки полотнищ, оснащенный ножницами 16, на1ревателем 17 кромок полотнищ и сварочным аппаратом 18, накопитель 19 сваренного полотни5 ща, устройство для поперечной резки полотнища на ковры, выполненное в виде дисковых ножниц 20, устройство для вытяжки и укладки ковров, представляющее собой ггодвижную вдоль направляющих 21 каретку 22 с захватами.
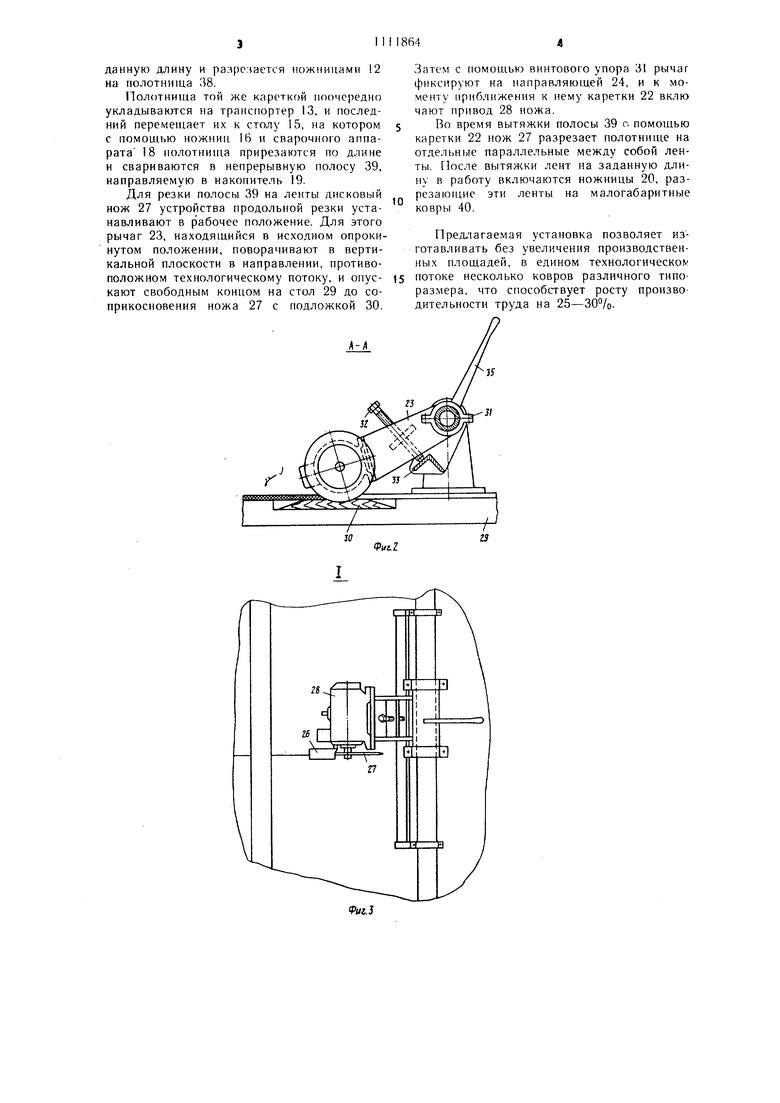
Перед устройством 20 для поперечной резки полотнища на ковры расположено устройство для продольной резки полотнища на отдельные ленты, выполненное в виде рычага 23 маятниковогб типа, смонтирован5 ного с возможностью фиксированного перемещения и поворота горизонтальной направляющей 24, установленной перпендикулярно продольной оси установки.
Направляющая 24 прикреплена посредством боковых стоек 25 к раме установки.
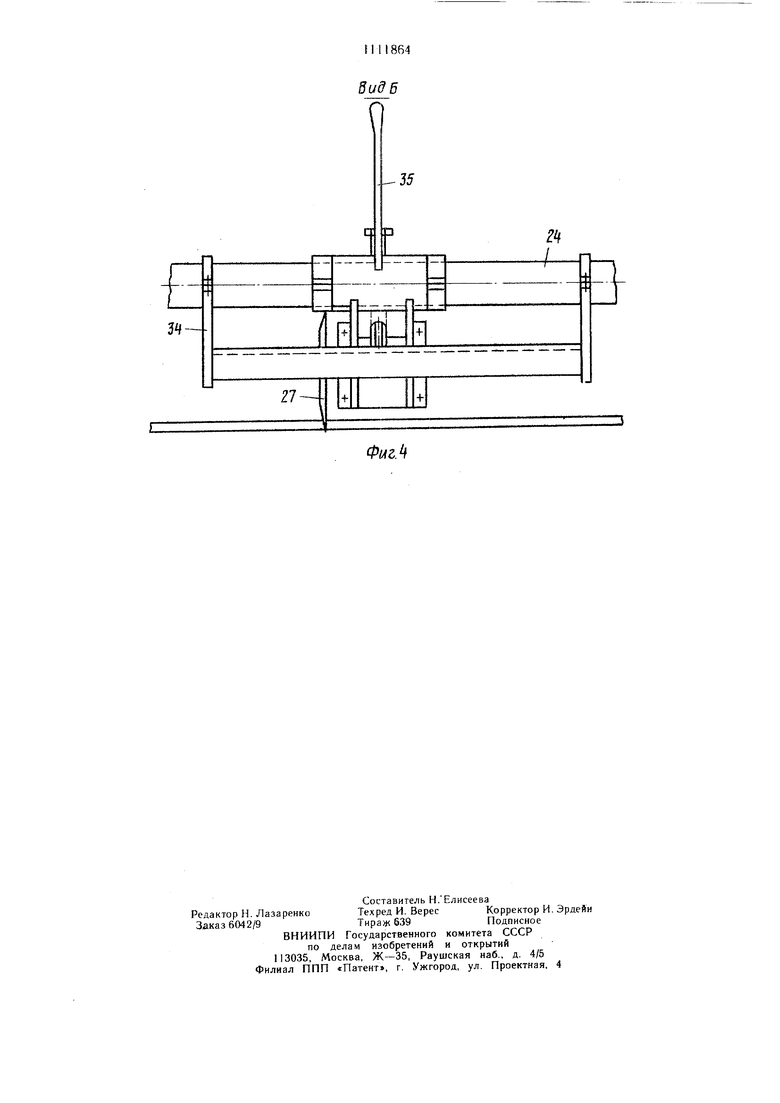
На свободном конце рычага закреплены закрытые кожухом 26 дисковый нож 27 и привод 28. При резке полотнища линолеума нож взаимодействует с закрепленной на столе 29 подложкой 30 из мягкого материа, ла, например древесины, исключающей затупление ножа и способствующей образованию направляющих пазов в любом месте по ее длине, соответствующей щирине отрезаемых лент линолеума.
Рычаг снабжен винтовым упором 31 для 0 фиксации его положения на направляющей 24 и винтовой парой 32 для выбора оптимальной глубины реза, взаимодействующей с опорной балкой 33, прикрепленной хомутами 34 к направляющей 24.
Рычаг 23 выполнен с рукояткой 35, предназначенной для его подъема, горизонтального перемещения и поворота.
Установка работает следую цим образом.
Линолеум разматываемых рулонов 36, укладываемых в лоток 2, поочередно по0 дают на рабочий стол 3, на котором с помощью ножниц 4 и сварочного аппарата 5 концы предыдущего и последующего рулонов прирезают и сваривают в непрерывную ленту 37 линолеума, направляемую в накопитель 7.
Из накопителя лента линолеума поступает на установку, где она выравнивается с помощью нагревательных элементов 10 и катка 11, вытягивается кареткой 14 на заданную длину и разрс:)ается ножницами 12 на полотнища 38.
Полотнища той же кареткой ноочсредно укладываются на транспортер 13. и последний перемещает их к столу 15, на котором с помощью ножниц 16 и сварочного аппарата 18 полотнища прирезаются по длине и свариваются в непрерывную полосу 39, направляемую в накопитель 19.
Для резки полосы 39 на ленты дисковый нож 27 устройства продольной резки устанавливают в рабочее положение. Для этого рычаг 23, находящийся в исходном опрокинутом положении, поворачивают в вертикальной плоскости в направлении, противоположном технологическому потоку, и опускают свободным конном на стол 29 до соприкосновения ножа 27 с подложкой 30.
Затем с помощью винтового упора 3 рычаг фиксируют на направляющей 24, и к моменту приближения к нему каретки 22 вклю чают привод 28 ножа.
Во время вытяжки полосы 39 с, помощью каретки 22 нож 27 разрезает полотнище на отдельные параллельные между собой ленты. После вытялчки лент на заданную длину в работу включаются ножницы 20, разрезающие эти ленты на малогабаритные ковры 40.
ПреДуТагаемая установка позволяет изготавливать без увеличения производственных площадей, в едином тexнoлoгичecкo потоке несколько ковров различного типоразмера, что способствует росту производительности труда на 25-30%.
/ Z3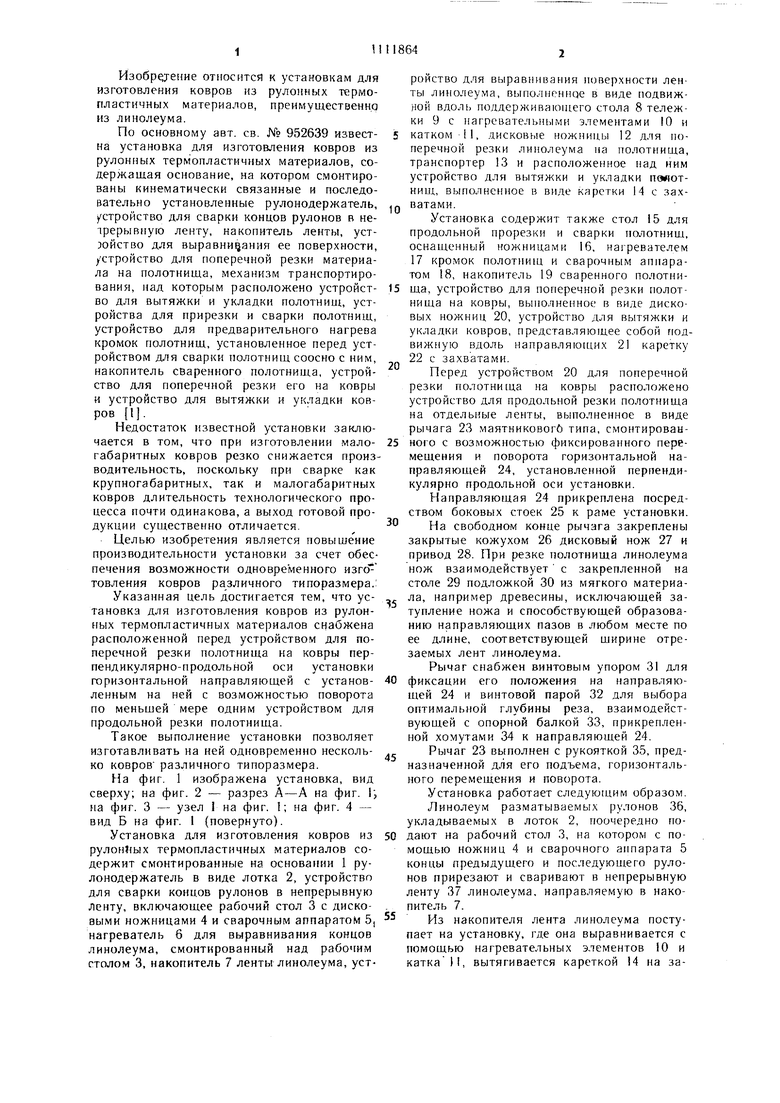
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| Устройство для изготовления ковров из рулонных мермопластичных материалов | 1977 |
|
SU743891A1 |
| Способ изготовления ковров из линолеума | 1980 |
|
SU960029A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВ ИЗ РУЛОННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2095244C1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Устройство для контактно-тепловой сварки термопластов | 1986 |
|
SU1353648A2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВ ИЗ РУЛОННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ по авт. св. № 952639, отличающаяся тем, что, с целью повышения производительИости установки за счет обеспечения возможности одновременного изготовления ковров различного типоразмера, она снабжена расположенной перед устройством для поперечной резки полотнища на ковры перпендикулярно-продольной оси установки горизонтальной направляющей с установочным на ней с возможностью поворота по меньшей мере одним устройством для продольной резки полотнища. &( СХ5 05 4
вид Б
1
f
34
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Солесос | 1922 |
|
SU29A1 |
