(54) УСТРОЙСТВО РЕГУЛИРОВАНИЯ.ПРОЦЕССА ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ЩЕЛЕВОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процессов сушки и обжига керамических изделий в конвейерной линии | 1978 |
|
SU881503A1 |
| Устройство для управления процессом производства керамических плиток | 1978 |
|
SU791692A1 |
| Система автоматического управления процессом обжига керамических плиток в щелевой печи | 1982 |
|
SU1099204A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1978 |
|
SU775594A1 |
| Устройство для автоматического регулирования процесса обжига в щелевой печи | 1977 |
|
SU691663A1 |
| Способ автоматического регулированияТЕплОВОгО РЕжиМА КОНВЕйЕРНОйлиНии для ОбжигА КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU815446A1 |
| Способ автоматического регулирования процессов обжига в шелевой печи | 1982 |
|
SU1112213A1 |
| Способ автоматического регулирования процесса обжига керамических изделий в щелевой печи | 1979 |
|
SU857074A1 |
| Способ регулирования процесса обжига керамических изделий | 1988 |
|
SU1513360A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1977 |
|
SU691662A1 |
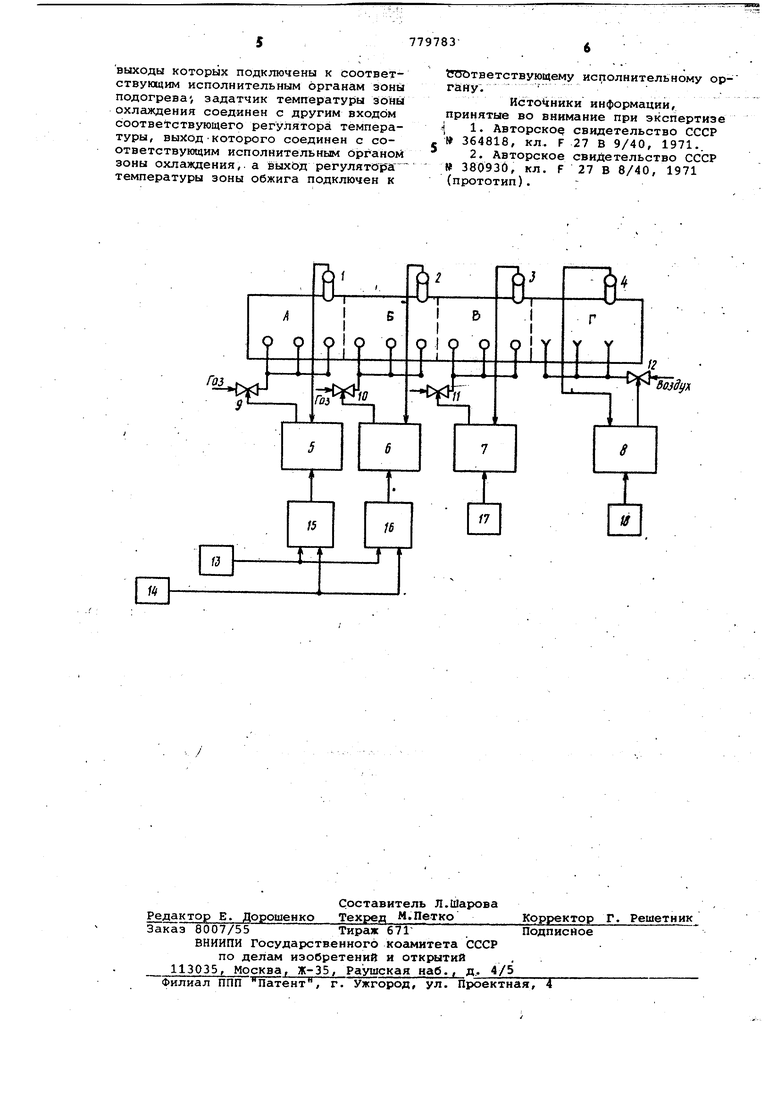
Изобретение относится к производству керамических изделий и может быть использовано в промышленности строительной керамики. Известно устройство регулирования теплового режима в щелейой печи, содержащее термопары, регулирующие при боры, пусковые блоки, исполнительные механизмы и регулятор l J. Известно также устройство регулирования процесса обжига керамических изделий в щелевой печи, содержащее датчики температуры, последовательно соединенные с одними входами регуляторов температуры зон подогрева и об жига, задатчик температуры, соединен ный с другим входом регулятора зоны обжига, и исполнительные органы подачи газового агента в зоны подогрев и обжига 2j. Однако известные устройства обладают рядом недостатков. В них не обе печиваются условиямаксимальной J:KOрости дегидратации и выгорания черно сердцевины керамических изделий в зоне подогрева печи обжига, которые зависят от температуры среды в зоне подогрева, толщины и газовой прони цаемости изделий. Известно, что при превышении температурных режимов в зоне подогрева выше предельно допустимых происходит значительное увеличение скорости дегидратации, что ведет к разрушению изделий или оплавлению изделий и образованию черной сердцевины. Кроме того, в зоне подогрева необходимо поддерживать такие температурные режимы, чтобы они обеспечивали окончание процессов, дегидратации до начала процессов выгорания черной сердцевины, поскольку при дегидратаций изделий существенно ухудшаются условия выгорания черной сердцевины. Цель изобретения - повышение точности регулирования. Поставленная цель достигается тем, что устройство регулирования процесса обжига керамических изделий в щелевой печи, содержащее датчики температуры, последовательно соединенные с одними входами регуляторов температуры зон пбдогрёва обжига, згщатчик температуры, соединенный с другим, входом регулятора зоны обжига; и исполнительные органы подачи газового агента в зоны подогрева и обжига, снабжено нелинейными звеньями, S ar tHKOM толщины изделий, эадатчиком глинистых и отощающих материалов, дополнительным исполнительньии органом подачи газового агента в зон подогрева, дополнительным датчиком температуры с последовательно соединенным с одним входом дополнительного регулятора температуры зоны пойогрёва, задатчиком температуры Зоны охЛс1 дения, и исполнительным органом подачй воздуха в зону охлаждения дат чиком температуры с последовательно с&единенным с одним входом регулятор темп ературы ,зоны охлаждения,причем з датчик толщины изделий и задатчик гл и отощающих ма еригшой подклю чены к соответствующим входам нелинейных звеньев, заходы которых подключены к другим входам соответствую щих р ёгуляторов температуры зоны подогрева, выходы которых подключены к сбответствующим исполнительным органам зоны подогрева, задатчик темпе ратуры зоны охлаждения соединен с в содом ро ртвётствующего регулятора температуры, выход которого соединен с соответствующим исполните ным органом зоны охлаждения, а выход регулятора температуры зоны обжига подключен к соответствующему исполнительному органу. На чертеже изображено предлагаемое устройство., . Устройство содержит: датчики 1 и 2 тёмпё ратуры в зоне Л и Б noflorpeiaa, датчик 3 температуры в зоне В обжига, датчик 4 температуры в зоне Т охлаждения, регуляторы 5, б, 7 и 8 температуры, исполнительные органы 9, 10, 11 и 12, подачи газового аген та, задатчик 13 тоЩийы изделия (плитки), задатчик 14 глинистых и отсидакйчих материалов, нелинейные зве нья: 15 и 16, задатчик 17 fe epatypti зоны обжига и задатчик 18 тёмпёратуры зоны охлаждения. Устройство работает след1Дощим об разом. : . При увеличении температуры теплоносителя в зОнах А, Б, В и Г печи сигналы датчиков 1, 2, 3 и 4 тёШтё- ратур бояышё ,чем Иги Лй1 тГ ЩЖтчйков Tt и 18 ёШ1ёШтурь и от нелинейных звеньев 15 и 16. Под деййтвиём разности этих сигналов на вы,.-.-T...t,..-.-.-..-А., .y«e-rtr ii,.w 4i:-i:,T,-,b4 :----v --« ------f: -ходе регуляторов 5, 6 7 и 8 формируётся напряжение, которое rtoctynaer н вход исполнительных органов 9,ТО, 11 и 12, уменьшакадих подачу воздуха (газа) в зоны А, Б, и увели чШШШзГШЩ во здухав§рньГЪ. дения пёчи. . ....,.,,., , - -- При увёлйченйй толщины плиток воз растает сигнал с задатчика 13 толщины, который поступает на входы зве 1б.Прй э ЩШШЗё Hej; rlffiepa yparjr носителя в зоне Б, поступающее на вход регулятора 6 с выхода звена 16, и увеличиваете заданное значение температуры теплоносителя в зоне А, поступающее регулятора 5 с выхода звена 15. . При увеличении степени отощенност масс возрастает сигнал с задатчика 14, который поступает на входы звеКьев 15 и 16. Возрастание этого сигнала приводит.к тому, что увели.- чиваются заданные значения температур теплоносителя в зонах А и Б путем возрастания сигналов с выходов звеньев 15 и 16 поступающих на входы регуляторов 5 и 6. Это приводит к увеличению температуры в зонах печи А и Б, а,следовательно, и к увеличению температуры в .этих зонах..При одновременном изменении толщины плиток и степени отощенности масс происходят соответствугацие изменения заданных значений температур теплоносителя в зонах печи К и Б в зависимости от соотношения величин сигналов с задатчиков 13 и 14. Таким образом, благодаря использованию задатчиков толщины плиток и соотношения клинистых и отощающих материалов, а также нелинейных звеньев, осуществляется интенсификация процессов дегидратации и выгорания черной сердцевины и повышение качества готовых изделий. Формула изобретения Устройство регулирования процесса обжига керамических изделий в щелевой печи, содержащее датчики температуры, последовательно соединенные с одними входами регуляторов температуры зон подогрева и обжига, задатчик температуры,соединенный с другим входом регулятора зоны обжига, и исполнительные органы подачи газового агента в зоны подогрева и обжига, отличающее ся тем, что, с целью повышения точности регулирования, оно снабжено нелинейными звеньями, задатчиком толщины изделий, задатчиком глинистых и отощающих материалов,Дополнительным исполнйТеЛьньм органом подачи газового ай-ёйТа в зОйгу тподогрева, дополнительный датчиком температуры с последоваТёЯьйо соединенным с одним входом ДотгоЛнитёлЬнОго регулятора температуры зоны подогрева, задатчиком температуры ifOBa Охлаадения, и исполниТёЛ1.йьа«1 органом подачи воздуха в зону Охлаадения, датчиком температуры с п(ЭСЛёдоватёйьно соединенным с одним вводом регулятора температуры зоны охйаждёМИя; причем задатчик толщины изделий и задатчик глинистых и отоК1аЮ1аих материалов подключены к соответствующим входам нелинейных звеньев, выходы которых,подключены к Жругим входам соответствующих регуляторов температуры зоны подогрева-.
выходы которых подключены к соответствующим исполнительным органам зоны подогрева , задатчик температуры Зоны охлаждения соединен с другим входом соответствующего регулятора температуры, выход-которого соединен с соответствующим исполнительным органом зоны охлаждения, а выхЬд регулятО)а температуры зоны обжига подключен к
1ТСТОтветствую1цему исполнительному органу;
Исто«1ники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР . 364818, кл. F 27 В 9/40, 1971..
