Изобретение относится к области обработки проволоки и изготовления из нее изделий, а более точно к устройствам для изготовления объемных арматурных каркасов. Оно может быть использована при производстве каркасов железобетонных строительных свай.
Известна автоматическая линия для изготовления решеток, содержащая каркас, бухтодержатель, правильное устройство, сварочный узел, подающий механизм в виде пневматического цилиндра с захватом и механизм резки с рубящим ножом (см., например, патент RU 2062676, по кл. B21F 27/10, за 1996 г.) [1].
Известно устройство для правки и резки проволоки на мерные заготовки, содержащее установленные на основании и кинематически связанные между собой механизм правки, механизм подачи и механизм резки (см. SU 1796328 А1, по кл. B21F 11/00, за 1990 г.) [2].
Недостатком этих устройств является то, что они не предназначены для изготовления объемных арматурных каркасов.
Известно устройство для изготовления арматурного изделия, содержащее смонтированные на станине механизмы подачи продольной и поперечной проволок, средства правки и резки проволок, подвижные и неподвижные электроды для контактной сварки проволок в местах их пересечения и систему автоматического управления (см. SU 1033253 А, по кл. B21F 15/00, за 1983 г.) [3].
Это устройство наиболее близко к предлагаемому изобретению по технической сущности и числу общих признаков, в силу чего принято в качестве прототипа.
Недостатком устройства [3] является невозможность производить на нем изделия с различно пространственно расположенными арматурными стержнями и быстро переналаживать его на изготовление изделий с различным числом продольных стержней.
Задачей, на решение которой направлено предложенное изобретение, является изготовления объемных арматурных каркасов с различным пространственным расположением и разным числом продольных арматурных стержней.
Технический результат от использования изобретения заключается в расширении диапазона выпускаемой номенклатуры арматурных каркасов для строительных свай с тремя и более продольными стержнями
Технический результат достигается за счет того, что устройство для изготовления объемных арматурных каркасов, содержащее механизмы подачи продольной и поперечной проволок, механизм правки и механизм резки проволок с приводом, механизм для контактной сварки проволок в местах их пересечения и систему автоматического управления, согласно изобретению снабжено приемным барабаном, а механизм резки выполнен в виде полой многогранной пирамиды с прорезями на гранях, жестко соединенной своим основанием со штоком привода, представляющего собой силовой цилиндр, при том в прорезях установлены ножи, на основании которых выполнены проточки под углом, соответствующим углу наклона граней пирамиды, причем ножи соединены своими концевыми частями внутри пирамиды посредством пружин с шайбой и установлены с возможностью взаимодействия проточек с внешней поверхностью граней, при этом в корпусе механизма резки выполнены направляющие отверстия для ножей, расположенные перпендикулярно направляющим для арматуры в виде «втулок-ножей», закрепленным на нем соосно направляющим приемного барабана.
В технике известно использование для резки проволоки силового цилиндра в качестве привода (см. патент РФ №1694294, кл. B21F 11/00, за 1991 г.) [4]. Однако это устройство не может решить поставленной технической задачи по одновременной резке нескольких пространственно расположенных арматурных стержней.
Предложенная конструкция отрезного механизма, в совокупности с другими конструктивными признаками, указанными в формуле изобретения, позволяет достичь заявленного технического результата, то есть разрезать одновременно необходимое число пространственно расположенных арматурных стержней с последующей подачей по направляющим на приемный барабан.
Заявителем не обнаружено источников информации, содержащих одинаковую общую совокупность признаков, указанных в формуле изобретения, что позволяет сделать вывод о соответствии предложенного технического решения критериям «новизна» и «изобретательский уровень».
Изобретение иллюстрируется чертежами, где
на фиг.1 показан общий вид устройства сбоку;
на фиг.2 - то же, вид сверху;
на фиг.3 показан вид отрезного механизма спереди;
на фиг.4 показан разрез А-А на фиг.3;
на фиг.5 показано соединение ножа с шайбой;
на фиг.6 - то же, вид спереди;
на фиг.7 показан вид пирамиды с прорезями в гранях;
на фиг.8 - то же, вид сбоку.
Устройство для изготовления объемных арматурных каркасов содержит бухтодержатель 1, механизм правки 2, механизм резки 3, приемным барабан 4, подающий механизм 5 продольной арматурной проволоки, привод 6 приемного барабана, привод 7 подающего механизма, катушку 8 с поперечной арматурной проволокой и механизм 9 для контактной сварки проволок.
Механизм резки 3 размещен в корпусе 10, имеет отдельный привод 11 в виде силового цилиндра 12 со штоком 13, на конце которого закреплена полая многогранная пирамида 14 с основанием 15 и прорезями 16 в гранях 17.
В прорезях 16 установлены ножи 18, на основании 19 которых выполнены проточки 20 под углом, соответствующим углу наклона граней пирамиды 14. Ножи 18 соединены своими концевыми частями 21 пружинами 22 с шайбой 23. В корпусе механизма резки 3 выполнены направляющие отверстия 24 для ножей 18. Каждая направляющая для арматуры 25 снабжена «втулкой-ножом» 26 и установлена соосно направляющим 27 приемного барабана 4.
Для согласования работы механизмов устройства предусмотрена система автоматического управления 28.
Работает устройство следующим образом.
Арматурная проволока с бухтодержателя 1 поступает на механизм правки 2, где выпрямляется и через направляющие для арматуры 25 и 27 поступает на приемный барабан 4. Пройдя приемный барабан 4, арматура крепится в подающем механизме 5 (не показано).
После чего производится резка арматурной проволоки механизмом резки 3. Включается его привод 11, представляющий собой силовой цилиндр 12, шток 13 которого двигается вперед, при этом закрепленная на нем пирамида 14 своими гранями 17 скользит по проточкам 20, выдвигая ножи 18 в направлении арматурных стержней через направляющие отверстия 24. Осуществляется одновременная резка сразу четырех стержней, которая производится между ножом 18 и «втулкой-ножом» 26. Затем привод 11 автоматически включается на обратный ход, во время которого ножи 18 под действием пружин 22 возвращаются в исходное положение.
После резки автоматически включается привод 6 приемного барабана 4 одновременно с приводом 7 подающего механизма 5. При этом происходит сматывание поперечной арматурной проволоки с катушки 8 в зону контактной сварки механизмом 9.
При необходимости переналадить устройство на изготовление объемного каркаса с другим числом продольных арматурных стержней (три, пять и более стержней) в отрезном механизме 3 заменяют пирамиду 14 на пирамиду с числом граней, соответствующим числу необходимых продольных стержней.
Соответственно переналаживают механизм правки 2, подачи 5 и приемный барабан 4 с направляющими 27 для арматуры.
Использование предложенного изобретения позволит расширить номенклатуру изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1783098A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
Изобретение относится к области обработки проволоки и изготовления из нее изделий и может быть использовано при производстве каркасов железобетонных строительных свай. Устройство содержит механизмы подачи продольной и поперечной проволок, механизм правки и механизм резки с приводом, механизм для контактной сварки проволок в местах их пересечения и систему автоматического управления. Устройство снабжено приемным барабаном и направляющими для арматуры, а механизм резки выполнен в виде полой многогранной пирамиды с прорезями на гранях, жестко соединенной своим основанием со штоком привода. В прорезях установлены ножи, на основании которых выполнены проточки под углом, соответствующим углу наклона граней пирамиды. Ножи соединены своими концевыми частями внутри пирамиды посредством пружин с шайбой и установлены с возможностью взаимодействия проточек с внешней поверхностью граней. Кроме того, в корпусе механизма резки выполнены направляющие отверстия для ножей, расположенные перпендикулярно направляющим для арматуры. Последние выполнены с «втулками-ножами» и закреплены на корпусе соосно направляющим приемного барабана. В результате расширяется диапазон выпускаемой номенклатуры арматурных каркасов для строительных свай с тремя и более стержнями. 8 ил.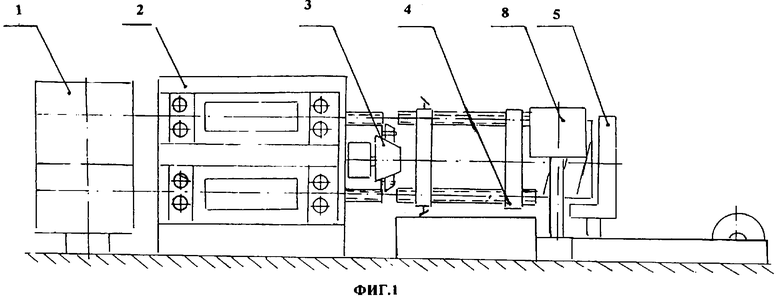
Устройство для изготовления объемных арматурных каркасов, содержащее механизмы подачи продольной и поперечной проволок, механизм правки, механизм резки с приводом, механизм для контактной сварки проволок в местах их пересечения и систему автоматического управления, отличающееся тем, что оно снабжено приемным барабаном и направляющими для арматуры, а механизм резки выполнен в виде полой многогранной пирамиды с прорезями на гранях, жестко соединенной своим основанием со штоком упомянутого привода в виде силового цилиндра, и установленных в прорезях ножей, на основании которых выполнены проточки под углом, соответствующим углу наклона граней пирамиды, при этом ножи соединены своими концевыми частями внутри пирамиды посредством пружин с шайбой и установлены с возможностью взаимодействия их проточек с внешней поверхностью граней пирамиды, а в корпусе механизма резки выполнены направляющие отверстия для ножей, расположенные перпендикулярно направляющим для арматуры в виде «втулок-ножей», закрепленным на корпусе соосно направляющим приемного барабана.
| Способ изготовления арматурного изделия,устройство для его осуществления и фиксатор положения арматурного изделия | 1981 |
|
SU1033253A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК В НЕСКОЛЬКИХ ПАРАЛЛЕЛЬНЫХ ПЛОСКОСТЯХ | 1991 |
|
RU2015778C1 |
| US 3706331 А, 19.12.1972 | |||
| US 4365657 А, 28.12.1982. | |||

