Изобретение относится к поверхностному пластическому деформированию деталей и может быть использовано при обработке цилиндрической поверхности отверстий де талей.
Известен способ поверхностного пластического деформирования цилиндрической поверхности отверстия детали коническими роликами, при котором последние устанавливают на угол вдавливания к образуюп ей обрабатываемой поверхности и прои водят предварительную обработку ее, перемещая конические ролики на проход вдоль ее оси при относительном вращении их и обрабатываемой детали вокруг указанной оси 1.
Недостаток известного способа состоит в том, что для получения требуемого качества поверхности детали необходимо производить черновую и чистовую обработку разными инструментами, что снижает производительность.
Цель изобретения - повышение производительности путем обеспечения предварительной и окончательной обработки одним инструментом.
Поставленная цель достигается тем, что согласно способу поверхностного пластического деформирования цилиндрических отверстий коническими роликами, при котором последние устанавливают на угол вдавливания к образующей обрабатываемой поверхности и производят предварительную обраоотку ее, перемещая конические ролики на проход вдоль ее оси при относительном вращении их и обрабатываемой детали вокруг указанной оси, конические ро.тики дополнительно разворачивают до контакта обрабаг тываемой поверхности по всей ее образующей с образующей конического ролика, после чего производят окончательную обработку поверхности, перемещая конические ролики в радиальном направлении.
На фиг. 1 показана обработка с подачей конических роликов вдоль оси детали; на фиг. 2 - разворот роликов; на фиг. 3 - момент обработки с радиальной подачей конических роликов.
Способ обработки состоит в следующем. Деформирующиеся конические ролики 1 . устанавливают на угол вдавливания с к образующей обрабатываемой поверхности детали 2 и задают вращение детали 2 или роликам 1 вокруг оси обрабатываемой цилиндрической поверхности. Далее произво0 дят предварительную обработку, перемещая конические ролики на проход вдоль оси поверхности. После выхода конических роликов из обрабатываемого отверстия перемеп;ение конических роликов 1 вдоль оси
5 прекращается и их разворачивают дополнительно на угол вдавливания до контакта обрабатываемой поверхности по всей ее образующей конического ролика 1 (фиг. 2) и, перемещая конические ролики 1 в радиальном направлении, производят окончательную обработку поверхности (фиг 3). Предлагаемый способ по сравнению с базовым позволяет повысить производитель, ность за счет обеспечения черновой и чистовой обработкиодним инструментом.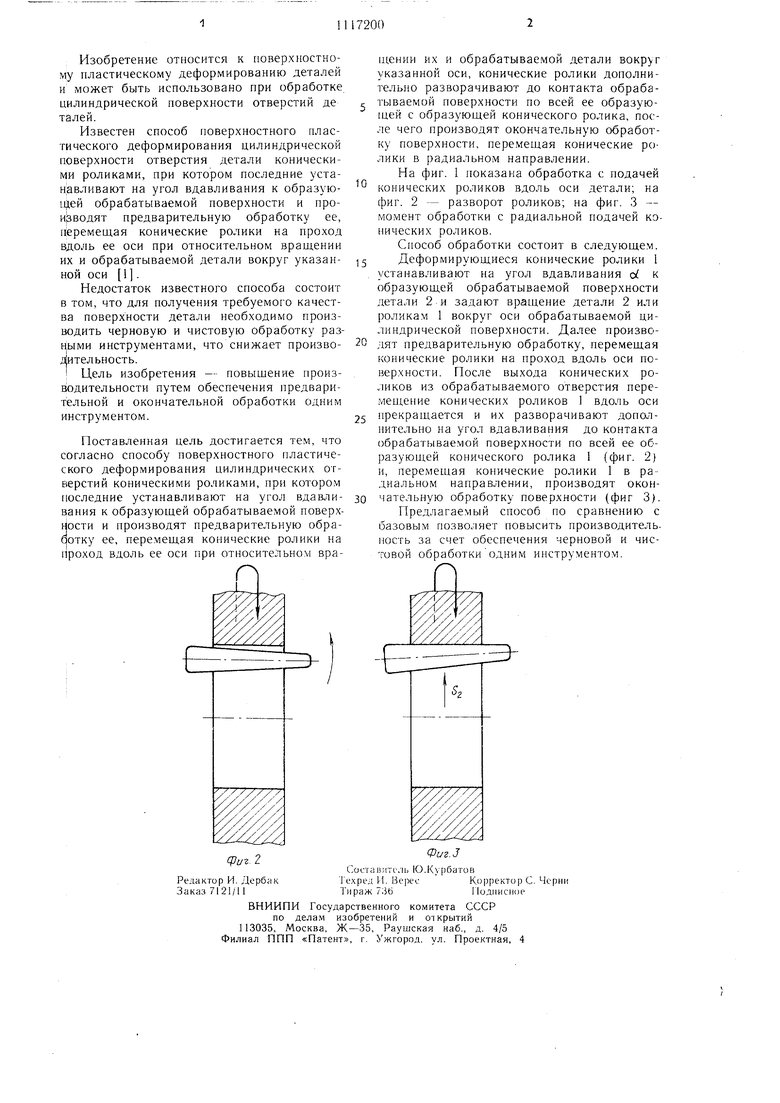
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющечистовой обработки | 1985 |
|
SU1294585A1 |
| Способ многопереходной обработки и инструмент для его осуществления | 1989 |
|
SU1636196A1 |
| Инструмент для чистовой обработки пластическим деформированием наружных и внутренних поверхностей | 1977 |
|
SU666063A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Инструмент для обработки цилиндрических отверстий поверхностным пластическим деформированием | 1978 |
|
SU768615A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1986 |
|
SU1339009A2 |
| Устройство для чистовой и упрочняющей обработки поверхностей вращения деталей | 1980 |
|
SU889404A2 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ коническими роликами, при котором последние устанавливают на угол вдавливания к образующей обрабатываемой поверхности и производят предварительную обработку ее, перемещая конические ролики на проход вдоль ее оси при относительном вращении их и обрабатывае.мой детали вокруг указанной оси, отличающийся те.м, что, с целью повышения производительности путем обеспечения предварительной и окончательной обработки одним инструментом, конические ролики дополнительно разворачивают до контакта обрабатываемой поверхности по всей ее образующей с образующей конического ролика, после чего производят окончательную обработку поверхности, перемещая конические ролики в радиальном направлении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВОЕ^'ОЮвИДЯ:,. -T.vy.. -^v-^<n54;:-J|:,i Е1й[г.Й = иУ"''л?;г, ;t i! | 0 |
|
SU373135A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
