Изобретение относится к машиностроению и может быть использовано для упрочнения деталей машин поверхностным пластическим деформированием
Целью изобретения является повышение качества обрабатываемой поверхности.
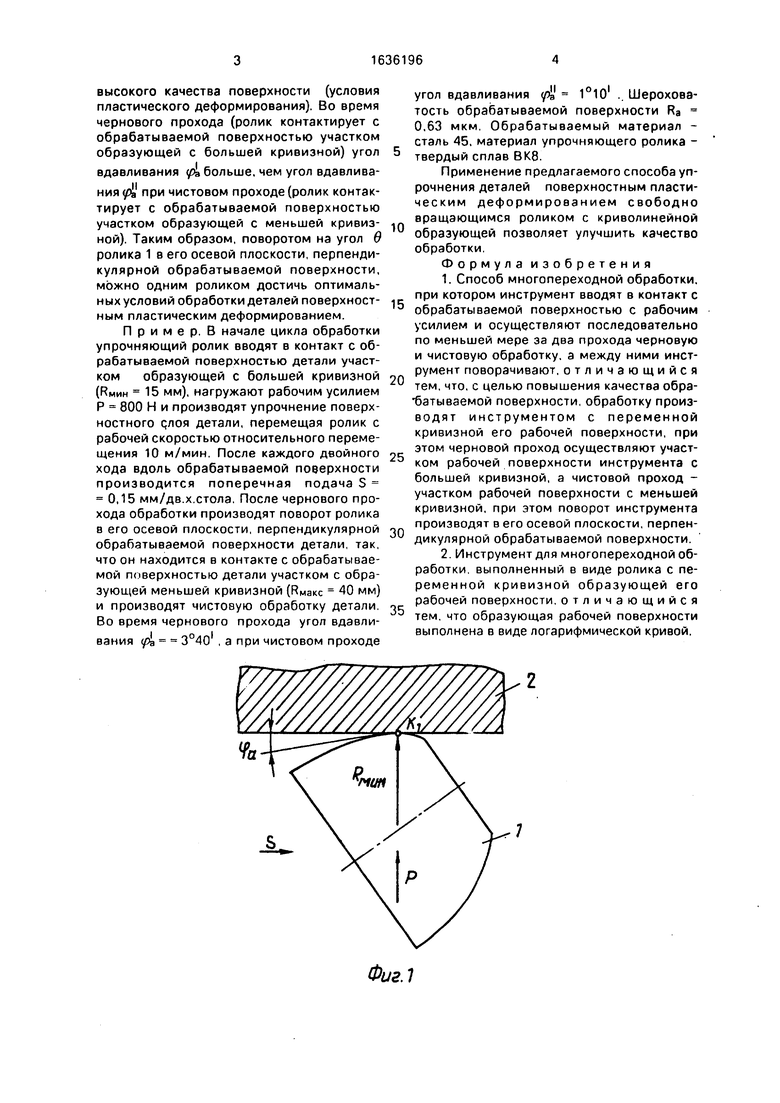
На фиг.1 схематически показана схема чернового прохода упрочнения; на фиг.2 - схема чистового прохода упрочнения.
Образующая рабочей поверхности ролика 1 выполнена в виде логарифмической кривой. Поэтому на его поверхности есть участок с максимальной Нмакс и минимальной Рмин кривизной. Роликом 1 обрабатывают поверхность 2.
Способ упрочнения деталей поверхностным пластическим деформированием реализуется следующим образом.
В начале цикла обработки упрочняющий ролик 1 вводят в контакт в точке Ki с
обрабатываемой поверхностью детали 2, участком образующей с большей кривизной (следовательно, с меньшим радиусом кривизны R мин), нагружают рабочим усилием Р и производят упрочнение поверхностного слоя, перемещая ролик 1 подачей S относительно обрабатываемой поверхности детали 2 После чернового прохода обработки производят поворот ролика 1 в его осевой плоскости, перпендикулярной обрабатываемой поверхности детали 2 так. что он находится в контакте в точке К2 с обрабатываемой поверхностью участком образующей с меньшей кривизной (следовательно, с большим радиусом кривизны RMSKC). Затем производят чистовую обработку детали 2. В процессе работы роликом с образующей переменной кривизны получается каплевидный отпечаток, который характеризует наилучшие в плане достижения
О CJ
о
ю о
высокого качества поверхности (условия пластического деформирования). Во время чернового прохода (ролик контактирует с обрабатываемой поверхностью участком образующей с большей кривизной) угол
вдавливания р& больше, чем угол вдавливания 1 при чистовом проходе (ролик контактирует с обрабатываемой поверхностью участком образующей с меньшей кривиз- ной). Таким образом, поворотом на угол О ролика 1 в его осевой плоскости, перпендикулярной обрабатываемой поверхности, можно одним роликом достичь оптимальных условий обработки деталей поверхност- ным пластическим деформированием.
П р и м е р. В начале цикла обработки упрочняющий ролик вводят в контакт с обрабатываемой поверхностью детали участком образующей с большей кривизной (Рмин 15 мм), нагружают рабочим усилием Р 800 Н и производят упрочнение поверхностного с.лоя детали, перемещая ролик с рабочей скоростью относительного перемещения 10 м/мин. После каждого двойного хода вдоль обрабатываемой поверхности производится поперечная подача S 0,15 мм/дв.х.стола. После чернового прохода обработки производят поворот ролика в его осевой плоскости, перпендикулярной обрабатываемой поверхности детали, так, что он находится в контакте с обрабатываемой поверхностью детали участком с образующей меньшей кривизной (Рмакс 40 мм) и производят чистовую обработку детали, Во время чернового прохода угол вдавливания ра 3°40 , а при чистовом проходе
5
Q g
0 g
5
0
угол вдавливания yi 1°10 .. Шероховатость обрабатываемой поверхности Ra 0,63 мкм. Обрабатываемый материал - сталь 45, материал упрочняющего ролика - твердый сплав ВК8.
Применение предлагаемого способа упрочнения деталей поверхностным пластическим деформированием свободно вращающимся роликом с криволинейной образующей позволяет улучшить качество обработки.
Формула изобретения
1.Способ многопереходной обработки, при котором инструмент вводят в контакт с обрабатываемой поверхностью с рабочим усилием и осуществляют последовательно по меньшей мере за два прохода черновую и чистовую обработку, а между ними инструмент поворачивают, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, обработку производят инструментом с переменной кривизной его рабочей поверхности, при этом черновой проход осуществляют участком рабочей поверхности инструмента с большей кривизной, а чистовой проход - участком рабочей поверхности с меньшей кривизной, при этом поворот инструмента производят в его осевой плоскости, перпендикулярной обрабатываемой поверхности.
2.Инструмент для многопереходной обработки, выполненный в виде ролика с переменной кривизной образующей его рабочей поверхности, отличающийся тем, что образующая рабочей поверхности выполнена в виде логарифмической кривой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочнения деталей,ограниченных поверхностями сложной формы | 1986 |
|
SU1428563A1 |
| Способ выглаживания | 1987 |
|
SU1463454A1 |
| Конический обкатник | 1983 |
|
SU1107943A2 |
| Червячный обкатник | 1983 |
|
SU1174139A1 |
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Конический обкатник | 1983 |
|
SU1094659A2 |

Изобретение относится к машиностроению и может быть использовано для упрочнения деталей машин поверхностным пластическим деформированием Цель изобретения - повышение качества обработки. Упрочнение производят роликом с криволинейной образующей рабочей поверхности переменной кривизны Черновой проход осуществляют образующей ролика с большей кривизной после чего ролик разворачивают в его осевой плоскости, расположенной перпендикулярно обрабатываемой поверхности Чистовой проход осуществляют участком образующей с меньшей кривизной Образующая ролика может быть выполнена в виде логарифмической спирали 2 с п ф-лы 2 ил Ј
Фиг Л
Фиг. 2
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| Справочник | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
