(Л
С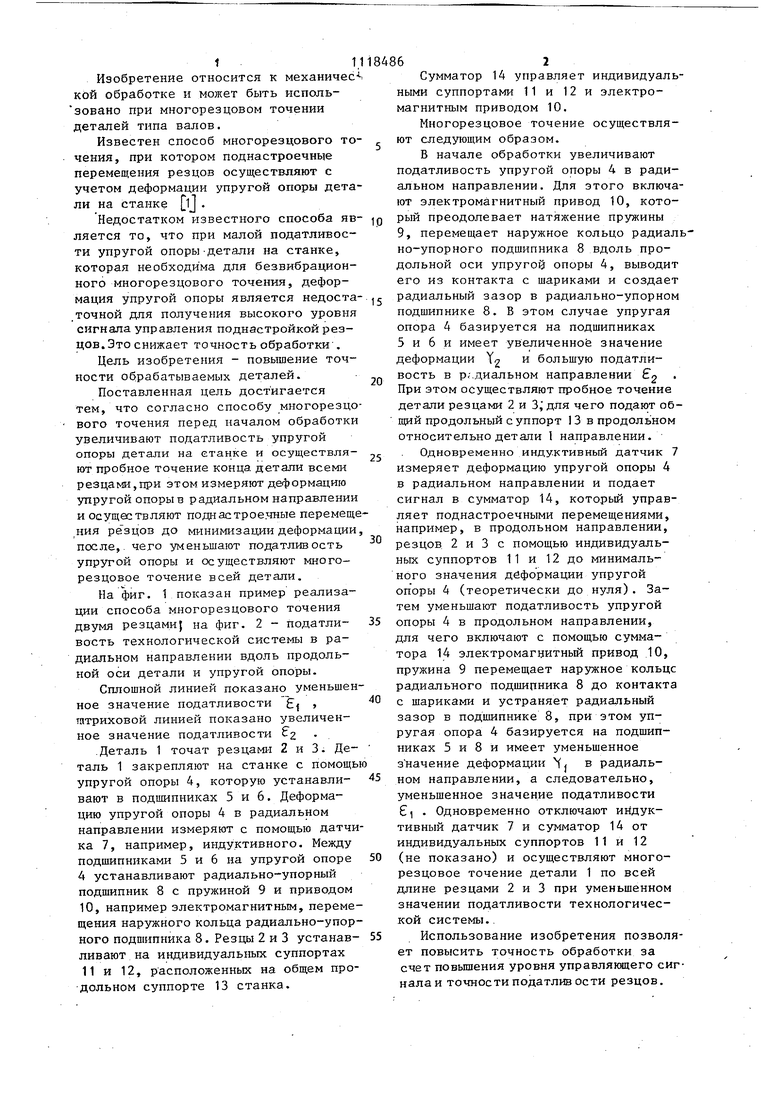
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для многорезцового точения гибких валов | 1978 |
|
SU1036459A1 |
| Устройство для измерения перемещений резца относительно станины | 1974 |
|
SU568500A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Центровое устройство | 1985 |
|
SU1379009A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
| Устройство для многорезцового точения | 1991 |
|
SU1821290A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Система управления многоинструментальной обработки резцами | 1978 |
|
SU782964A1 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
ОС Jai ОС
о: t Изобретение относится к мexaничec кой обработке и может быть использовано при многорезцовом точении деталей типа валов. Известен способ многорезцового то чения, при котором поднастроечные перемещения резцов осуществляют с учетом деформации упругой опоры дета ли на станке lj . Недостатком известного способа яв ляется то, что при малой податливости упругой опоры-детали на станке, которая необходима для безвибрационного многорезцового точения, деформация упругой опоры является недоста ,точной для получения высокого уровня сигнала управления поднастройкой резцов.Это снижает точность обработки. Цель изобретения - повышение точности обрабатываемых деталей. Поставленная цель достигается тем, что согласно способу многорезцо вого точения перед началом обработки увеличивают податливость упругой опоры детали на етанке и осуществляют пробное точение конца детали всеми резцами,при этом измеряют деформацию упругой опоры в радиальном направлении и осуществляют по дн ас троечные перемещ ния резцов до минимизации деформации после,- чего уменьшают податливость упругой опоры и осуществляют многорезцовое точение всей детали. На фиг. 1 показан пример реализации способа многорезцового точения двумя резцами{ на фиг. 2 - податливость технологической системы в радиальном направлении вдоль продольной оси детали и упругой опоры. Сплошной линией показано уменьшен ное значение податливости , татриховой линией показано увеличенное значение податливости Sg .Деталь 1 точат резцами 2 и 3. Деталь 1 закрепляют на станке с помощь упругой опоры 4, которую устанавливают в подшипниках 5 и 6. Деформацию упругой опоры 4 в радиальном направлении измеряют с помощью датчи ка 7, например, индуктивного. Между подшипниками 5 и 6 на упругой опоре 4 устанавливают радиально-упорный подшипник 8 с пружиной 9 и приводом 10, например электромагнитным, переме щения наружного кольца радиально-упор ного подшипника 8. Резцы 2 и 3 устанавливают на индивидуальных суппортах 11 и 12, расположенных на общем продольном суппорте 13 станка. 62 Сумматор 14 управляет индивидуальными суппортами 11 и 12 и электромагнитным приводом 10. Многорезцовое точение осуществляют следующим образом. В начале обработки увеличивают податливость упругой опоры 4 в радиальном направлении. Для этого включают электромагнитный привод 10, который преодолевает натяжение пружины 9, перемещает наружное кольцо радиально-упорного подшипника 8 вдоль продольной оси упругой опоры 4, выводит его из контакта с шариками и создает радиальный зазор в радиально-упорном подшипнике 8. В этом случае упругая опора 4 базируется на подшипниках 5 и 6 и имеет увеличенное значение деформации Yg и большую податливость в р.-.диальном направлении 2 При этом осуществляют пробное точение детали резцами 2 и 3j для чего подают общий продольный суппорт 13 в продольном относительно детали 1 направлении. Одновременно индуктивный датчик 7 измеряет деформацию упругой опоры 4 в радиальном направлении и подает сигнал в сумматор 14, который управляет поднастроечными перемещениями, например, в продольном направлении, резцов 2 и 3 с помощью индивидуальных суппортов 11 и 12 до минимального значения деформации упругой опоры 4 (теоретически до нуля). Затем уменьшают податливость упругой опоры 4 в продольном направлении, для чего включают с помощью сумматора 14 электромагвитньй привод 10, пружина 9 перемещает наружное кольце радиального подшипника 8 до контакта с шариками и устраняет радиальный зазор в подшипнике 8, при этом упругая опора 4 базируется на подшипниках 5 и 8 и имеет уменьшенное значение деформации , в радиальном направлении, а следовательно, уменьшенное значение податливости i . Одновременно отключают индуктивный датчик 7 и сумматор 14 от индивидуальных суппортов 11 и 12 (не показано) и осуществляют многорезцовое точение детали 1 по всей длине резцами 2 и 3 при уменьшенном значении податливости технологической системы.. Использование изобретения позволяет повысить точность обработки за счет повьш1ения уровня управляющего сигнала и точности податлив ости резцов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 803256, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
