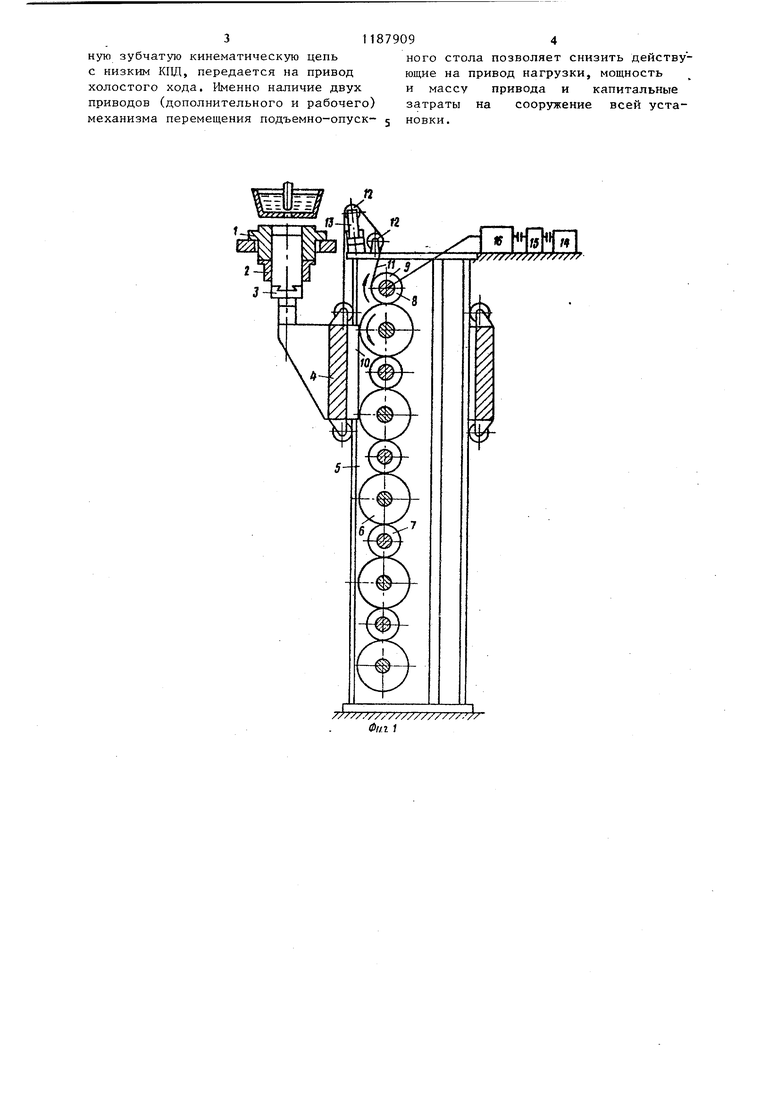
Изобретение относится к черной металлургии, а именно к машинам полу непрерывного литья крупных слитков для кузнечного производства, а также расходуемых электродов для переплава, и является усовершенствованием известного устройства, описанного в авт.св. № 506168. Цель изобретения - увеличение длины отливаемых слитков. На фиг. 1 схематически изображено предлагаемое устройство общий вид; на фиг. 2 - вариант его исполнения с цепным приводом холостого хода. Установка для полунепрерывной раз ливки металлов (фиг. 1) содержит кристаллизатор 1, систему 2 вторичного охлаждения, затравку 3, установ ленную на консольной части подъемноопускного стола 4, перемещающегося относительно колонны 5. На последней установлены зубчатые колеса 6, соединенные между собой через паразитные шестерни 7, и выходная вал-шестесня 8, выполненная заодно сбарабаном 9,.На корпусе подъемно-опускног стола закреплена зубчатая рейка 10, зацепляющаяся с зубчатыми колесами 6. Барабан 9 соединен канатами 11 через отклоняющиеблрки 12с подъемноопускным столом 4. Отклоняющие блоки 12 установлены на штоках силовых цилиндров 13, прикрепленных к колонне 5. Вращение на выходную валшестерню 8 поступает от двигателя 14 через ферропорощковый тормоз 15 редуктор 16. Устройство работает следующим об разом. При перемещении подъемно-опускно го стола 4 вверх в исходное перед разливкой положение в силовые цилин дры 13 подается под давлением рабоч жидкость, в результате чего в канат 11 создается натяжение, равное весу подъемно-опускного стола 4. Рабочий момент непосредственно от канатов 1 через приводной барабан 9 передаетс на силовую часть привода - редуктор 16 и двигатель 14. При этом передач движущей подъемно-опускной стол 4 энергии осуществляется дополнительным приводом подъема, а основная кинематическая цель вращается вхоло стую. При разливке металла подъемно опускному столу 4 сообщается движение вниз. При этом давление в цилиндрях 13 снижают до величины. обеспечивающей лишь нормальную навивку канатов 11 на барабан 9. В установке для полунепрерывной разливки металлов, изображенной на фиг.- 2, дополнительный привод подъема снабжен автономньм двигателем 17 и редуктором 18, на выходном валу которого установлена приводная звездочка 19, соединенная сцепной муфтой 20с редуктором 18 и тяговой цепью 21с подъемно-опускным столом 4. Выходная вал-шестерня 8 рабочего привода также соединена с редуктором через сцепную муфту (не показано) . Выходная вал-щестерня 8 рабочего приводу и его силовая часть (двигатель, редуктор, ферропорошковьш тормоз) могут быть расположены как , внизу колонны 5 (фиг. 2), так и вверху (фиг. 1). Это устройство работает аналогично устройству, изображенному на фиг. 1, с той разницей, что при холостом ходе включают сцепную муфту привода рабочего хода. В рабочем режиме - наоборот: выключают муфту 20 и включают сцепную муфту привода рабочего хода. Предлагаемое выполнение устройства, при котором холостой ход стола осуществляется от специального привода с высоким значением коэффициента полезного действия, обусловленного значительно меньшим по сравнег. нию с приводом рабочего хода числом кинематических передач, позволяет, используя достоинства привода рабочего хода, увеличить длину отливаемых: слитков до 10-15 м и больше. При одном и том же сечении слитка длина усадочной раковины практически постоянна, следовательно, в обрезь независимо от длины слитка идет одна и та же масса металла. Поэтому при увеличении длины слитка увеличивается и выход годного металла . I Кроме того, применение дополнительного привода подъема подъемноопускного стола позволяет уменьшить действующие на механизм перемещения слитка нагрузки, мощность и массу привода, а следовательно, и капитальные затраты на сооружение установки в целом, так как при холостом ходе нагрузка от подъемно-опускного стола не зависит от длины хода ввиду того, что непосредственно минуя длинкую зубчатую кинематическую цепь с низким К1Щ, передается на привод холостого хода. Именно наличие двух приводов (дополнительного и рабочего) механизма перемещения подъемно-опускного стола позволяет снизить действующие на привод нагрузки, мощность и массу привода и капитальные затраты на сооружение всей установки.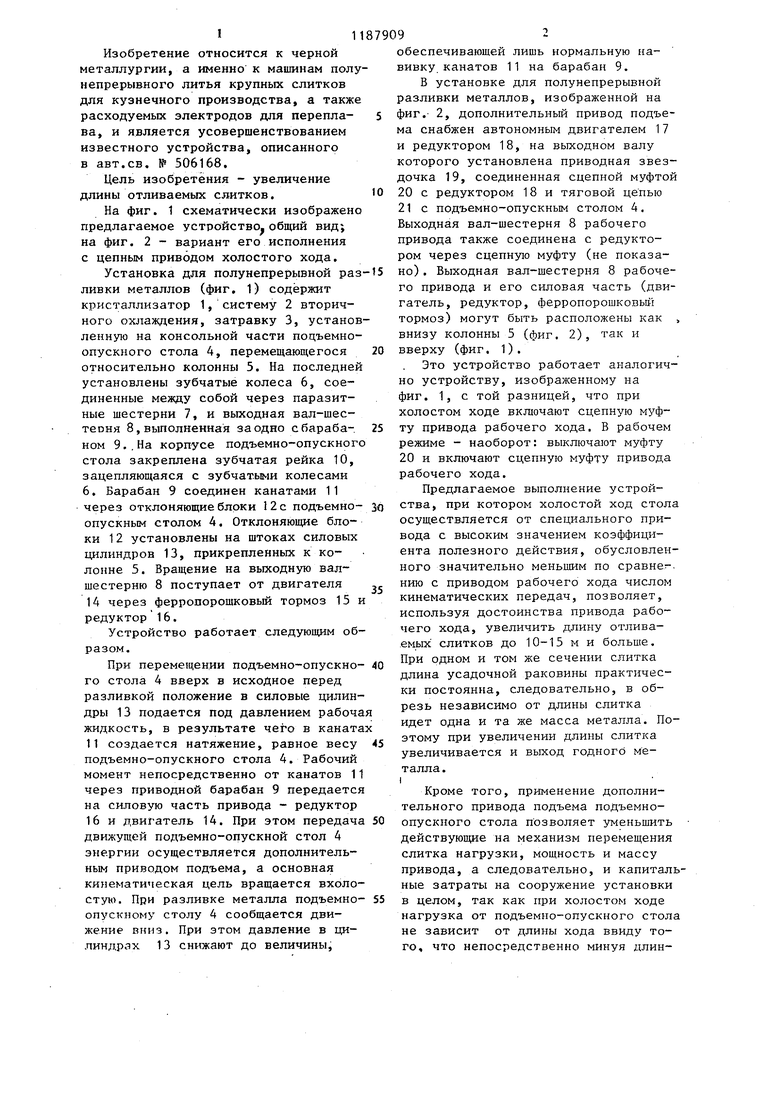
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| Машина для полунепрерывного литья слитков | 1977 |
|
SU679305A1 |
| Установка для полунепрерывной разливки металла | 1974 |
|
SU506168A1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| Установка для мойки железнодорожных вагонов снизу | 1972 |
|
SU471224A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| Устройство для уплотнения пакета проката к машинам для пакетирования | 1980 |
|
SU943110A1 |
| ПНЕВМАТИЧЕСКАЯ ЛЕБЕДКА | 1999 |
|
RU2157333C1 |
1. УСТАНОВ1СА ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ по авт.св. № 506168, отличающаяся тем, что, с целью увеличения длины отливаемых слитков, она снабжена дополнительным приводом подъема подъемно-опускного стола. 2. Установка по п. 1,отличаю щ а я с я тем, что привод подъема подъемно-опускного стола выполнен в виде барабана, установленного на выходном валу привода механизма перемещения слитка и соединенного канатами с подъемно-опускным столом, и силовых цилиндров, корпусы которых закреплены на колонне, а штоки имеют i отклоняющие блоки, взаимодействующие с канатами. (Л С
| Установка для полунепрерывной разливки металла | 1974 |
|
SU506168A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
