Известны кантователи, содержащие опорные стойки с укрепленной на них поворотной рамой.
Отличием предложенного кантователя является то, что поворотная рама оснащена приводными подвижными траверсами, установленными в направляющих, укрепленных на раме, и снабженными опорными площадками для прижима изделия.
Это дает возможность повысить производительность при крупносерийном производстве изделия.
На чертеже пр едставлен предлагаемый кантователь.
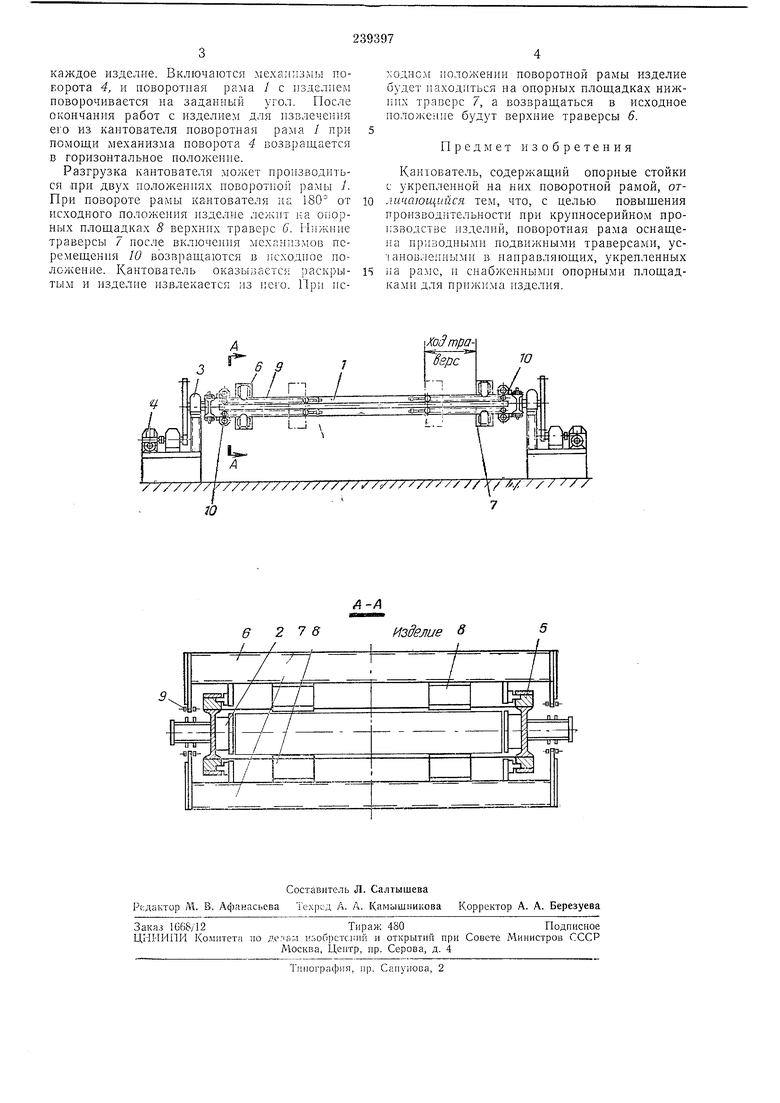
Кантователь имеет поворотную раму /, сваренную из профильного и листового проката. В боковые упоры 2 поворотной рамы в процессе кантования упираются изделия различной длины. Поворотная рама установлена в подшипниках опорных стоек 3, представляющих собой сварные металлоконструкции, укрепленные на фундаменте. На опорных стойках 3 смонтированы механизмы поворота 4, которые приводят во вращение поворотную раму 1 кантователя. На поворотной раме закреплены направляющие 5, по которым перемещаются две верхние 6 и две нижние 7 траверсы. Эти траверсы представляют собой Сварные балки, к которым приварены опорные Площадки 8. К верхним и нижним траверсам крепятся тяговые цепп 9 механизмов перемещения 10, установленных на поворотной раме кантователя.
Механизмы перемещения могут быть выполнены, например электромеханическими. Для остановки поворотной рамы и траверс в крайних положениях кантователь снабжен конечными выключателями. Питание током электродвигателей механизмов перемещения
осуществлено при помощи гибкого кабеля или вращающегося контактного устройства.
Работа кантователя заключается в следующем. Перед загрузкой изделий в кантователь поворотная рама / находится в горизонтальном положении. Верхние 6 и нижние 7 траверсы находятся в исходном положении, как показано на чертеже. Включаются механизмы перемещения 10 нижних траверс и тяговые цепи
9 перемещают Нижние траверсы на величину хода траверс. Изделие загружается в кантователь, например краном, на опорные площадки 8 нижних траверс 7. Затем включаются механизмы перемещения 10 верхних травере и тяговые цепи 9 перемещают верхние траверсы 6 на величину хода, равную величине хода нижних траверс 7, и изделие запирается 3 кантователе. Величина хода верхние и нижних траверс зависит от длины кантуемокаладое изделие. Включаются механизмы поворота 4, и поворотная рама / с изделием поворочивается на заданный угол. После окончания работ с изделием для извлечения его из кантователя поворотная рама / при помощи механизма поворота 4 возвращается в горизонтальное положение.
Разгрузка кантователя может производиться при двух положениях иоворотиой рамы /. При повороте рамы кантователя на 180° от исходного положения изделие лежит ка опорных площадках 8 верхних траверс 6. Ппжиие траверсы 7 после включения механизмов перемещения 10 возвращаются в исходное положение. Кантователь оказывается раскрытым и изделие извлекается из иего. При исходнем иоложении поворотной рамы изделие будет находиться па опорных площадках нижних траверс 7, а возвращаться в исходное положение будут верхние траверсы 6.
Предмет изобретения
Кантователь, содержащий опорные стойки с укрепленной на них поворотной рамой, отличающийся тем, что, с целью повышения производительности при крупносерийном производстве изделий, поворотная рама оснащена приводными подвижными траверсами, ус ановлениы-ми в направляющих, укрепленных на рамс, и снабженными опорными площадками для прижима изделия.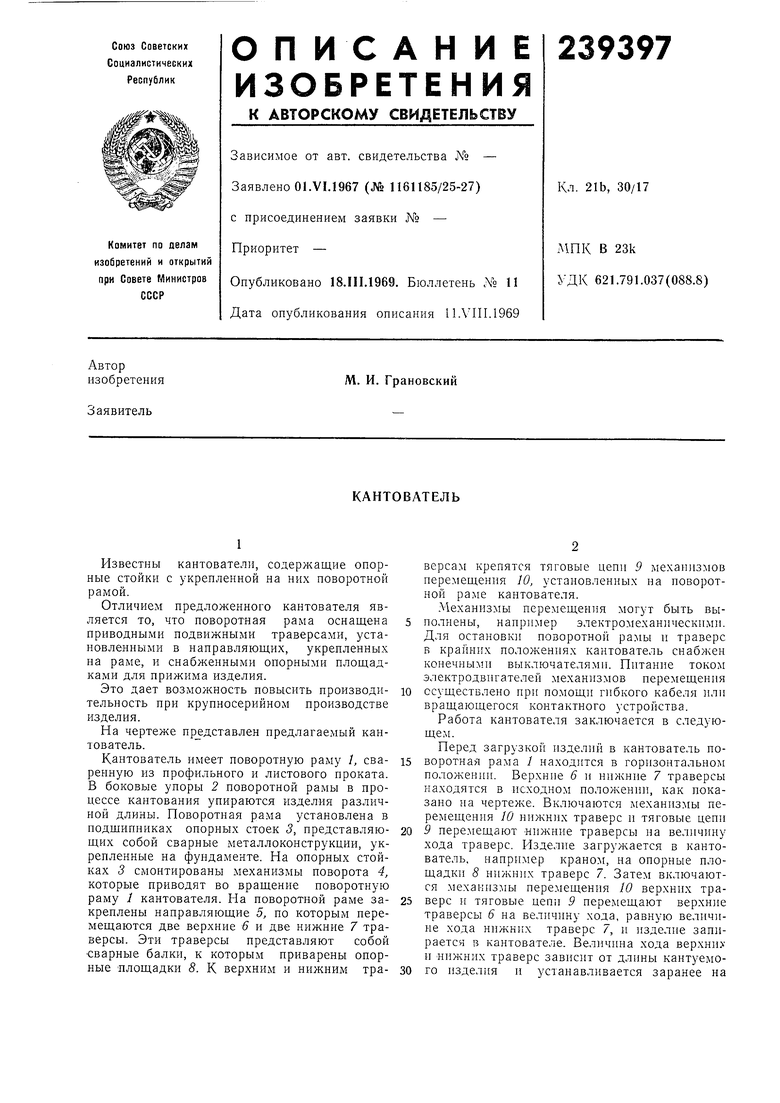
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| КАНТОВАТЕЛЬ | 1998 |
|
RU2129087C1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
Ход тра1///// // / // / ./, // / // /
