ны 21, что позволяет центратору 5 посредством подпружиненных кулачкг 24 взаимодействовать с цапфой 4 по внутренней кольцевой проточке 8 до соприкосновения центратора 5 своей нижней плоскостью с неподвижными выступами опорной плиты 2.
На опорной плите 2 установлены и под- лружинень относительно нее пальцы 26, которые выполнены разъемными и снабжены
Изобретение относится к машиностроению, в частности к вспомогательной оснастке для сборочно-аварийных работ, и может быть использовано для сборки под сварку изделий типа обечайки с фланцем.
Цель изобретения - повышение производительности и расширение технологических возможностей путем обеспечения точной ориентации фланцев с отверстиями.
На фиг. 1 изображен рычажный прижим,-. г---- -
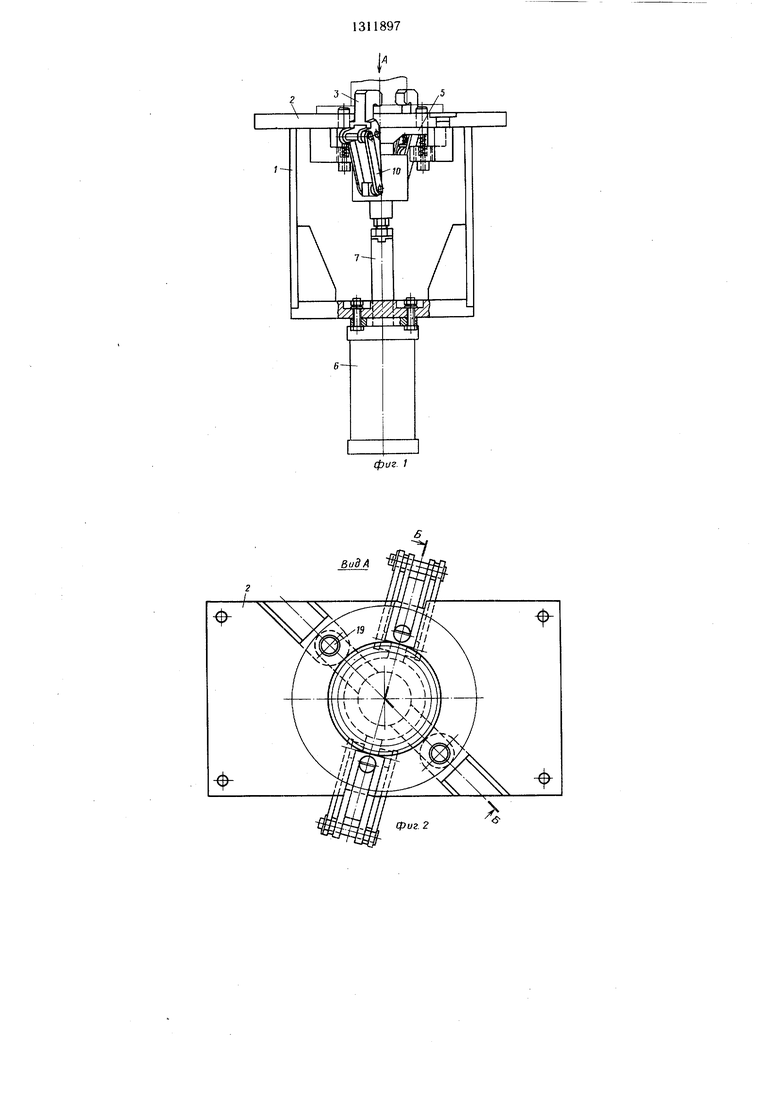
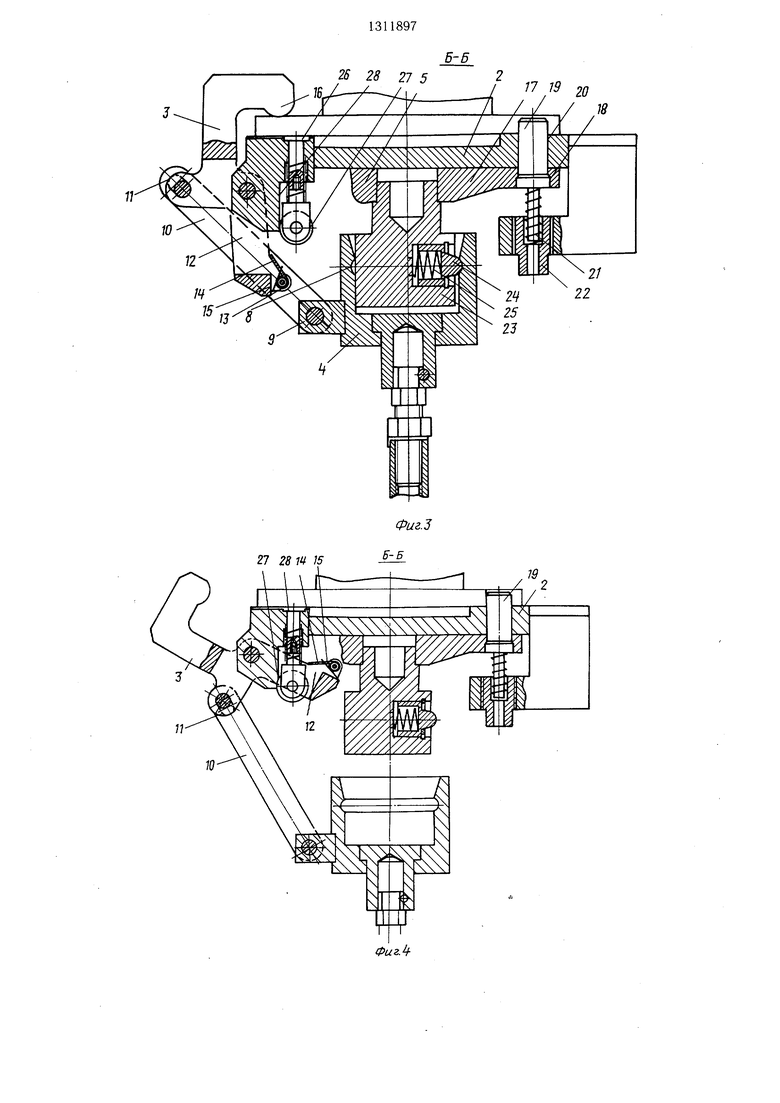
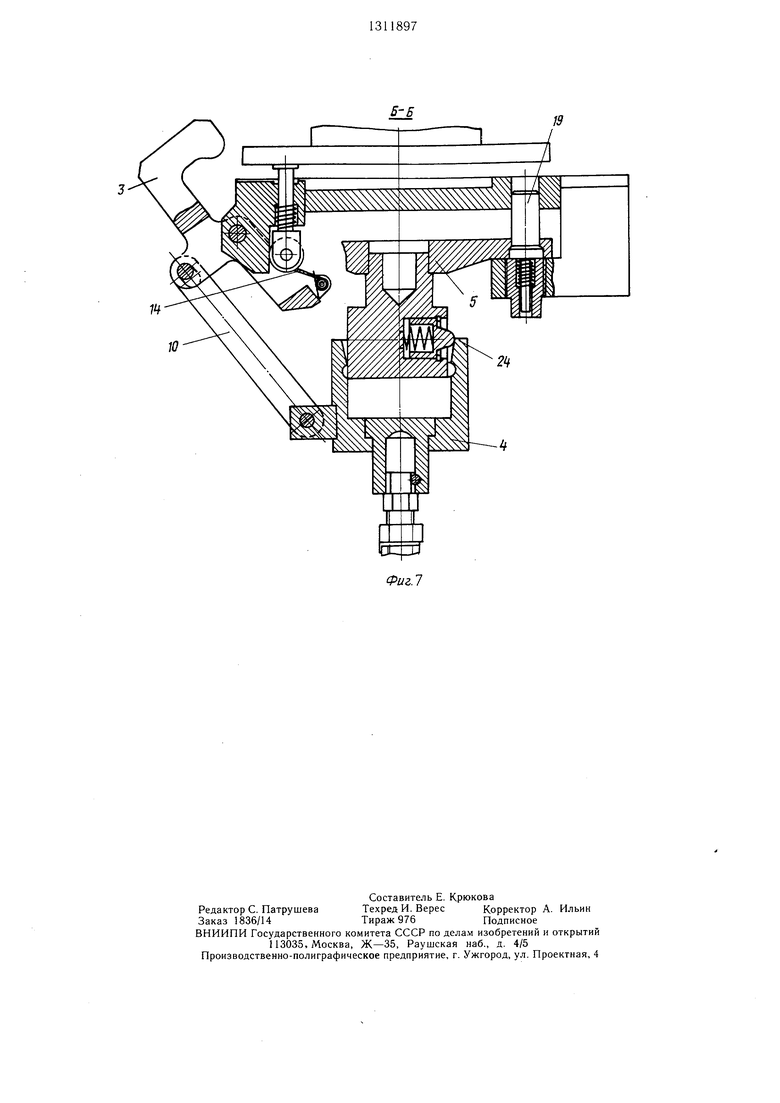
вид спереди; на фиг. 2 - вид А на фиг. 1; контактными роликами 27. Нальцы 26 рас- на фиг. 3 - разрез Б-Б на фиг. 2 (изде- положены в окнах 12 двуплечих зажимных лие в закрепленном состоянии); на фиг. 4 - разрез Б-Б на фиг. 2 (устройство в исходном положении); на фиг. 5 - разрез Б-Б на фиг. 2 (центрирующие штыри выведены 5 из изделия); на фиг. 6 - разрез Б-Б на фиг. 2 (начало выталкивания изделия); на фиг. 7 - разрез Б-Б на фиг. 2 (момент окончания разъема центратора и цапфы).
Рычажный прижим для сборки под сварку состоит из корпуса 1 с опорной плитой 2, двуплечих зажимных рычагов 3, цапфы 4, центратора. 5 для фланца и силового цилиндра 6. Шток 7 силового цилиндра 6 шар- нирно соединен с цапфой 4, которая выполнена с внутренней полостью и кольцевой 25 чайку по отверстию во фланце и центриру- проточкой 8 и снабжена проушинами 9 иют конусом пневмозажима (не показан),
тягами 10, соединяюшими проушины с дву- Отвод конуса пневмозажима сблокирован с плечими рычагами 3. В шарнирах соедине- началом раскрепления фланца двуплечими ния с двуплечими зажимными рычагами 3зажимными рычагами 3.
тяги 10 выполнены с овальными отверстия-При подаче рабочей среды в силовой цими 11. В двуплечих зажимных рычагах 3, 30 линдр 6 на подъем штока 7 последний будет которые расположены радиально и шарнир- определенное время, пока не выбраны длирычагов 3, а их контактные ролики размешены с возможностью взаимодействия с упорными флажками 14.
При совершении возвратно-поступательных движений контактные ролики 27 взаимодействуют с упорными плошадками 28, выполненными в опорной плите 2, исключая возможность своего разворота вокруг вертикальных осей пальцев 26.
Рычажный прижим работает следующим образом.
На опорную плиту 2 устанавливают фланец и обечайку. Фланец базируют по выдвинутым центрируюшим штырям 19, а обено соединены с опорной плитой 2, в плоскости, перпендикулярной оси их качания, выполнены окна 12. На нижних частях 13 двуплечих зажимных рычагов 3 шарнирно установлены упорные флажки 14 с пружи- нами 15. Флажки 14 перекрывают часть окон 12 двуплечих зажимных рычагов 3. Верхние части 16 двуплечих зажимных рычагов 3 выполнены радиусными.
ны овальных отверстии 11, перемещаться вверх совместно только с промежуточными звеньями 10, без двуплечих рычагов 3 (фиг. 4).
При дальнейшем движении штока 7 вверх совместно с двуплечими зажимными рычагами 3 подпружиненные упорные флажки 14 временно сконтактируют с роликами 27, скопировав их контур провернутся на шарЦентратор 5 выполнен в виде кольцевой 40нирах, и после выхода двуплечих зажимных пластины 17, расположенной под опорнойрычагов 3 из зоны подпружиненных паль- плитой 2 симметрично относительно оси си-цев 26 под действием пружин 15 вернутся в лового цилиндра 6. В отверстиях 18 кольце-первоначальное свое положение, перекрывая вой пластины 17 жестко установлены центри-часть окон 12 двуплечих зажимных рычаруюшие штыри 19, взаимодействующие по отверстиям 20 с опорной плитой 20 и выступающие относительно ее опорной плоскости, и смонтированные на фиксаторах 19 пружины 21, базирующиеся на регулируемых опорах 22 в неподвижных выступах опорной
45
гов 3.
Во время дальнейшего перемещения штока 7 силового цилиндра 6 происходит закрепление фланца двуплечими зажимными рычагами 3 и, одновременно с закреплением, цапфа 4 своей кольцевой проточкой 8 войдет плиты 2 и поджимающие центратор 5 флан- 50 в зацепление с кулачками 24 центратора 5 ца к нижней плоскости опорной плиты 2.(фиг. 3).
В центре кольцевой пластины 17 закрепле-После этого производят сварку деталей,
на головка 23 в которой радиально вмонти- По завершении сварки и подачи рабочей рованы кулачки 24, выполненные с коничес- среды в силовой цилиндр 6 на опускание ко-сферическими окончаниями, и пружи- штока 7 последний совместно с цапфой 4, ны 25. Первоначальные нагрузки, при кото- 55 тягами 10 и центратором 5 с цеитрирующи- рых начинают сжиматься пружины 25 ку- ми штырями 19 будет перемещаться вниз, лачков 24, равны максимальным нагрузкам, сжимая пружины 21 в опорах 22. Вывод при которых будут полностью сжаты пружи- штырей 19 из фланца совпадает с началом
ны 21, что позволяет центратору 5 посредством подпружиненных кулачкг 24 взаимодействовать с цапфой 4 по внутренней кольцевой проточке 8 до соприкосновения центратора 5 своей нижней плоскостью с неподвижными выступами опорной плиты 2.
На опорной плите 2 установлены и под- лружинень относительно нее пальцы 26, которые выполнены разъемными и снабжены
-. г---- -
контактными роликами 27. Нальцы 26 рас- положены в окнах 12 двуплечих зажимных
контактными роликами 27. Нальцы 26 рас- положены в окнах 12 двуплечих зажимных
чайку по отверстию во фланце и центриру- ют конусом пневмозажима (не показан),
рычагов 3, а их контактные ролики размешены с возможностью взаимодействия с упорными флажками 14.
При совершении возвратно-поступательных движений контактные ролики 27 взаимодействуют с упорными плошадками 28, выполненными в опорной плите 2, исключая возможность своего разворота вокруг вертикальных осей пальцев 26.
Рычажный прижим работает следующим образом.
На опорную плиту 2 устанавливают фланец и обечайку. Фланец базируют по выдвинутым центрируюшим штырям 19, а обены овальных отверстии 11, перемещаться вверх совместно только с промежуточными звеньями 10, без двуплечих рычагов 3 (фиг. 4).
При дальнейшем движении штока 7 вверх совместно с двуплечими зажимными рычагами 3 подпружиненные упорные флажки 14 временно сконтактируют с роликами 27, скопировав их контур провернутся на шарнирах, и после выхода двуплечих зажимных рычагов 3 из зоны подпружиненных паль- цев 26 под действием пружин 15 вернутся в первоначальное свое положение, перекрывая часть окон 12 двуплечих зажимных рыча45
гов 3.
Во ка 7 си ление ф гами цапфа 50 в заце (фиг. 3
раскрепления его двуплечими зажимными рычагами 3 (фиг. 5). С этого момента они перемещаются совместно со штоком 7, продолжая сжимать пружины 21 центратора 5 фланца.
Дальнейшее перемешение штока 7 силового цилиндра 6 обеспечивает враш,ение двуплечих зажимных рычагов 3 таким образом, что их верхние части 16 отходят от плоскости фланца на расстояние, достаточное для начала подъема его подпружиненными пальцами 26 посредством упругих флажков 14, установленных на нижних частях 13 двуплечих зажимных рычагов 3.
Флажки 14 соприкоснутся с контактными роликами 27 подпружиненных пальцев 26 и станут перемещать их вверх, выталкивая изделие с плоскости опорной плиты 2.
В этот же момент нижняя плоскость кольцевой пластины 17 соприкоснется с неподвижными выступами опорной плиты 2 и пластина 17 прекратит свое перемещение вниз. А так как шток 7 силового цилиндра 6 продолжает перемещение совместно с цапфой 4 с внутренней кольцевой проточкой 8, то последняя своей верхней частью начнет
контур контактных роликов 27 и под действием пружин 15 вернутся к нижней части 13 двуплечих зажимных рычагов 3, перекрыв часть окон 12. В этот же момент подпружиненные пальцы 26 под действием своих пружин также вернутся в первоначальное положение, расположившись в окнах 12 двуплечих зажимных рычагов 3 (фиг. 4).
Через небольшой промежуток времени перемещение штока 7 силового цилиндра 6 прекратится. Двуплечие зажимные рычаги 3 возврашаются в исходное положение. Рычажный прижим готов для повторения цикла.
Благодаря такому выполнению рычаж- 15 ный прижим о беспечивает точную ориентацию фланцев с отверстиями, автоматическое расфиксирование, раскрепление и выталкивание изделия на склиз.
10
20
Формула изобретения
1. Рычажный прижим для сборки под сварку изделий типа обечайки с фланцем, содержащий корпус с опорной плитой, силовой цилиндр, смонтированную на штоке
30
вжимать кулачки 24 за счет их коническо- 25 силового цилиндра цапфу с проушинами, сферических окончаний вовнутрь головки 23 и тем самым разъединять цапфу 4 и центратор 5 (фиг. 6).
При дальнейшем движении штока 7 силового цилиндра 6 совместно с цапфой 4, тягами 10, центратором 5 с центрируюшими штырями 19, двуплечие зажимные рычаги 3 будут находиться в таком положении, при котором упорные флажки 14 поднимут фланец с обечайкой на расстояние, превышающее выступание штырей 19 над плоскостью опорной плиты 2 и вытолкнут изделие на склиз (не показан). В этот момент контакт между цапфой 4 и кулачками 24 центратора 5 проходит по верхней кромке цапфы 4. В следующий за этим момент времени центратор 5 совместно с центрирующими штырями 19 отделится от цапфы 4 и под действием пружин 21 вернется, в исходное положение, готовый для повторения цикла. В исходное положение вернутся также кулачки 24 под действием пружин 25 (фиг. 4).
35
шарнирно установленные на опорной плите двуплечие зажимные рычаги, соединенные с проушинами цапфы, центратор для фланца и размещенные в опорной плите подпружиненные пальцы для выталкивания изделия, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения точной ориентации фланцев с отверстиями, центратор для фланца выполнен в виде подпружиненной относительно опорной плиты кольцевой пластины с центрирующими штырями для отверстия фланца и закрепленной в центре этой пластины головки с подпружиненными кулачками, при этом цапфа штока силового цилиндра выполнена с внутрен- 40 ней полостью для указанной головки, кольцевой проточкой для подпружиненных кулачков и снабжена тягами для соединения проушин с двуплечими зажимными рычагами.
2. Прижим по п. 1, отличающийся тем, что подпружиненные пальцы выполнены с контактными роликами, а двуплечие зажимные рычаги выполнены с окнами для подпружиненных пальцев и снабжены подпружиненными упорными флажками для их контактных роликов.
45
Во время дальнейшего движения штока 7 силового цилиндра 6 совместно с цапфой 4 и тягами 10 двуплечие зажимные рычаги 3 будут занимать такое положение, при котором упорные флажки 14 выйдут за
контур контактных роликов 27 и под действием пружин 15 вернутся к нижней части 13 двуплечих зажимных рычагов 3, перекрыв часть окон 12. В этот же момент подпружиненные пальцы 26 под действием своих пружин также вернутся в первоначальное положение, расположившись в окнах 12 двуплечих зажимных рычагов 3 (фиг. 4).
Через небольшой промежуток времени перемещение штока 7 силового цилиндра 6 прекратится. Двуплечие зажимные рычаги 3 возврашаются в исходное положение. Рычажный прижим готов для повторения цикла.
Благодаря такому выполнению рычаж- 5 ный прижим о беспечивает точную ориентацию фланцев с отверстиями, автоматическое расфиксирование, раскрепление и выталкивание изделия на склиз.
20
Формула изобретения
1. Рычажный прижим для сборки под сварку изделий типа обечайки с фланцем, содержащий корпус с опорной плитой, силовой цилиндр, смонтированную на штоке
25 силового цилиндра цапфу с проушинами,
силового цилиндра цапфу с проушинами,
шарнирно установленные на опорной плите вуплечие зажимные рычаги, соединенные с проушинами цапфы, центратор для фланца и размещенные в опорной плите подпружиненные пальцы для выталкивания изделия, тличающийся тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения очной ориентации фланцев с отверстиями, центратор для фланца выполнен в виде подпружиненной относительно опорной плиты кольцевой пластины с центрирующими штырями для отверстия фланца и закрепленной в центре этой пластины головки с подпружиненными кулачками, при этом цапфа штока силового цилиндра выполнена с внутрен- ней полостью для указанной головки, кольцевой проточкой для подпружиненных куачков и снабжена тягами для соединения проушин с двуплечими зажимными рычагами.
2. Прижим по п. 1, отличающийся тем, что подпружиненные пальцы выполнены с контактными роликами, а двуплечие зажимные рычаги выполнены с окнами для подпружиненных пальцев и снабжены подпружиненными упорными флажками для их конактных роликов.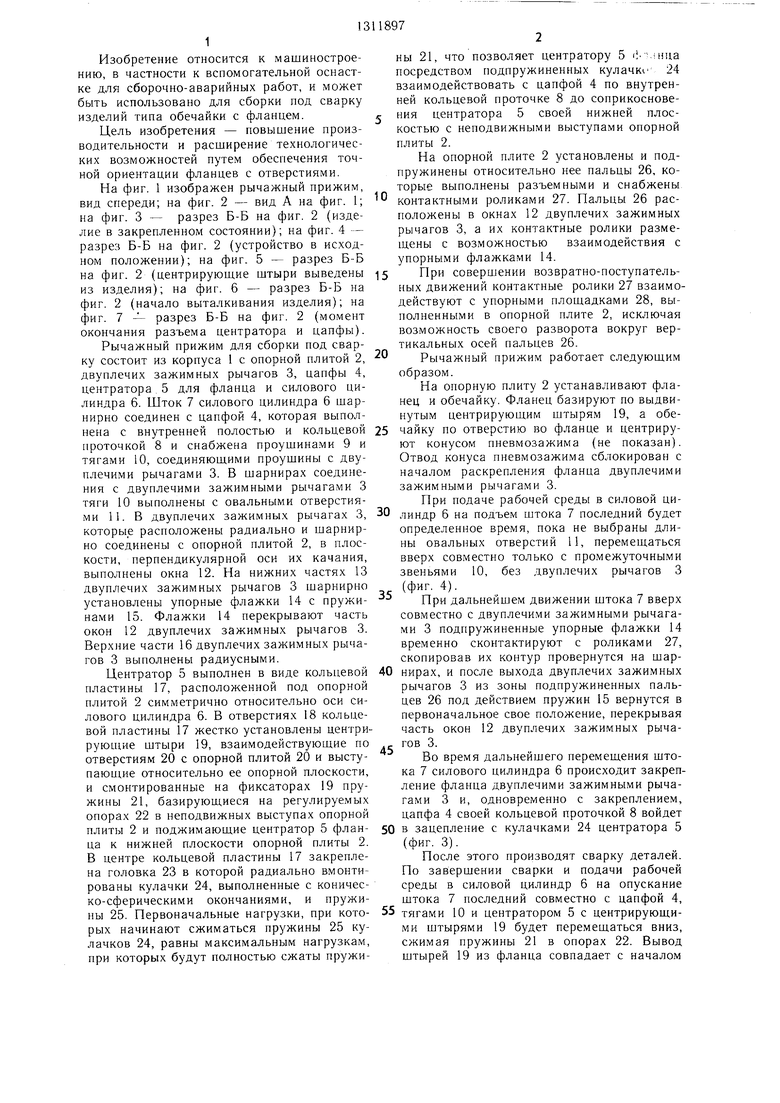

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| Устройство для сборки под сварку | 1978 |
|
SU766806A1 |
| СТОПОР ШВАРТОВНОГО ТРОСА | 1968 |
|
SU232044A1 |
Изобретение относится к области машиностроения, в частности к сборочно-сва- рочной оснастке, и может быть использовано для сборки под сварку обечаек с фланцами. Целью изобретения является повышение производительности и расширение технологических возможностей путем обеспечения точной ориентации фланцев с отверстиями. Рычажный прижим содержит корпус с опорной плитой в его верхней части. На опорной плите шарнирно расположены двуплечие зажимные рычаги, подпружиненные пальцы для выталкивания изделия и подпружиненный центратор с центрируюш,ими штырями для фланца изделия. В нижней части центратора расположены кулачки. Силовой цилиндр жестко закреплен на корпусе. Его шток шарнирно соединен с цапфой, которая имеет в своей верхней части внутреннюю кольцевую проточку. Тяги с овальными отверстиями на одном конце шарнирно соединяют двуплечие зажимные рычаги и цапфу. Двуплечие зажимные рычаги имеют окна для подпружиненных пальцев и подпружиненные упорные флажки, которые перекрывают часть указанных окон. При подъеме штока силового цилиндра цапфа входит в зацепление с кулачками центратора фланца, а двуплечие зажимные рычаги прижимают фланец изделия. При опускании шток силового цилиндра первоначально перемещается вниз совместно с центратором, выводя центрирую- шие штыри из изделия, затем совместно с центратором и двуплечими зажимными рычагами, раскрепляя изделие. Двуплечие зажимные рычаги при этом своей нижней частью, где расположены упорные флажки, выталкивают изделие посредством подпружиненных пальцев на склиз. При дальнейшем перемещении центратор упирается в неподвижные выступы опорной плиты, разъединяется с цапфой и под действием пружин возвращается в исходное положение. Благодаря такому выполнению рычажного прижима обеспечивается точная ориентация фланцев с отверстиями, автоматическое расфиксирование, распределение и выталкивание изделия на склиз. 1 з. п. ф-лы, 7 ил. i (Л со 00 со 
Б-Б
28 27 52
16,
ФигЛ
3 19
Фиг. 5 Б-Б
/7
Б Б
| Устройство для сборки и сварки цилиндрических изделий | 1978 |
|
SU737172A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
