Протяжные станки со сборным во.ючильным глазком, состоящим из частей, образующих требуемый профиль протягиваемого фигурного изделия, известны. Однако использовать их для получения фигурных изделий такого типа как электрод-инструмент изготовления знаков, применяемых при электроискровом клеймении, не представляется возможным. Эти изделия изготовляются из тонкой латунной ленты, которая при протягивании через сборный волочильный станок часто обрывается и коробится.
В описываемом стайке указанный недостаток устраняется том, что на одной оси со сборным волочильным глазком и зажимными губками протяжной каретки установлен второй сборный глазок для предварительного формования ленты.
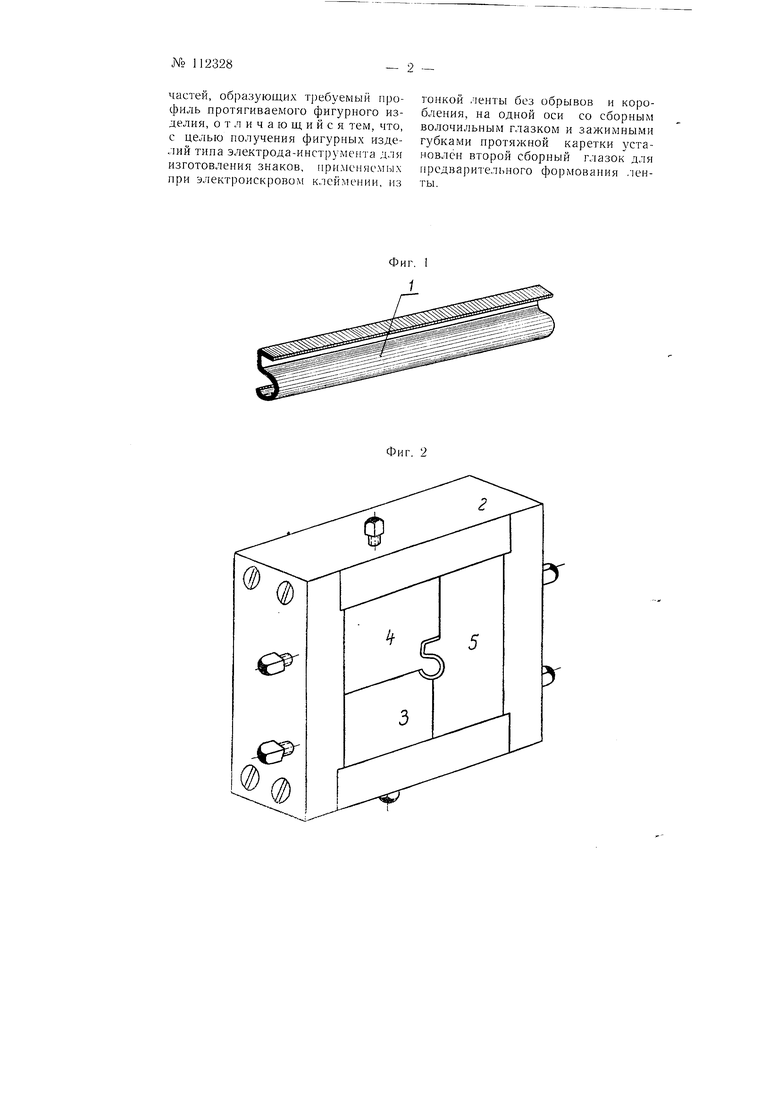
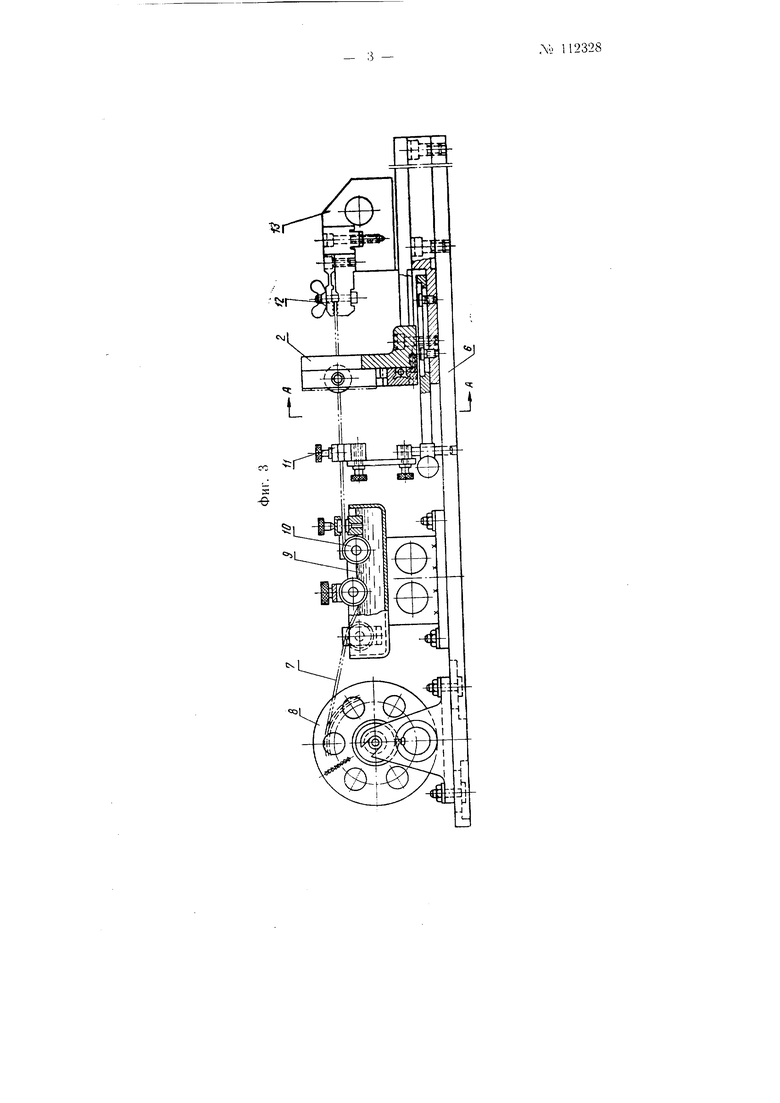
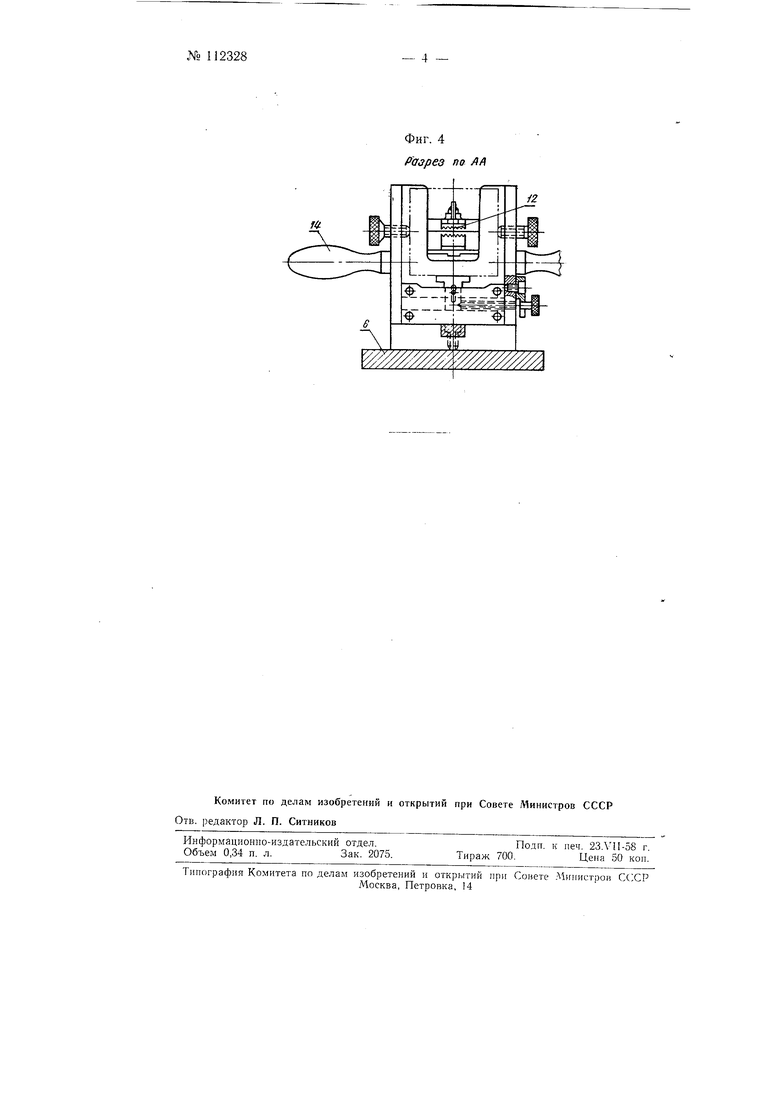
На фиг. 1 показан образец электрода-инструмента, изготовляемого на предлагаемом станке; на фиг. 2- примерное выполнение сборного волочильного глазка; на фиг. 3 - общий вид протяжного станка; на фиг. 4- разрез по АА на фиг. 3.
Электрод-инструмент 1 (фиг. 1)
для изготовления знаков, применяемых при электроискровом клеймении, получают из тонкой латунной ленты путем протягивания ее через сборный волочильный глазок 2 (фиг. 2), состоящий из частей 3, 4 и 5, образующих профиль фигурного изделия электрода-инструмента 1.
Изобретенный для этой цели протяжной станок (фиг. 3) устанавливается на станине 6.
Латунная лента 7 сматывается с барабана 8, пропускается через масляную ванну 9, где она смазывается роликами 10, просовывается в предварительный глазок 11, затем в основной глазок 2 и закреп.чяется концом в зажимных губках 12 протяжной каретки 13, которой сообщают движение рукояткой 14.
Дли предотвращения разрывов и коробления ленты в процессе ее протягивания предварительный глазок 11, основной глазок 2 и зажимные губки 12 каретки 13 должны быть расположены строго на одной осн.
Предмет изобретения
Протяжной станок со сборным волочильным глазком, состоящим из
частей, образующих требуемый профиль протягиваемого фигурного изделия, отличающийся тем, что, с целью получения фигурных изделий типа электрода-инструмента для изготовления знаков, нри.менясмых при электроискровом клеймении, нз
гонкой ленты без обрывов и коробления, на одной оси со сборным волочильным глазком и зажимными губками протяжной каретки установлен второй сборный глазок для предварительного формования ленты.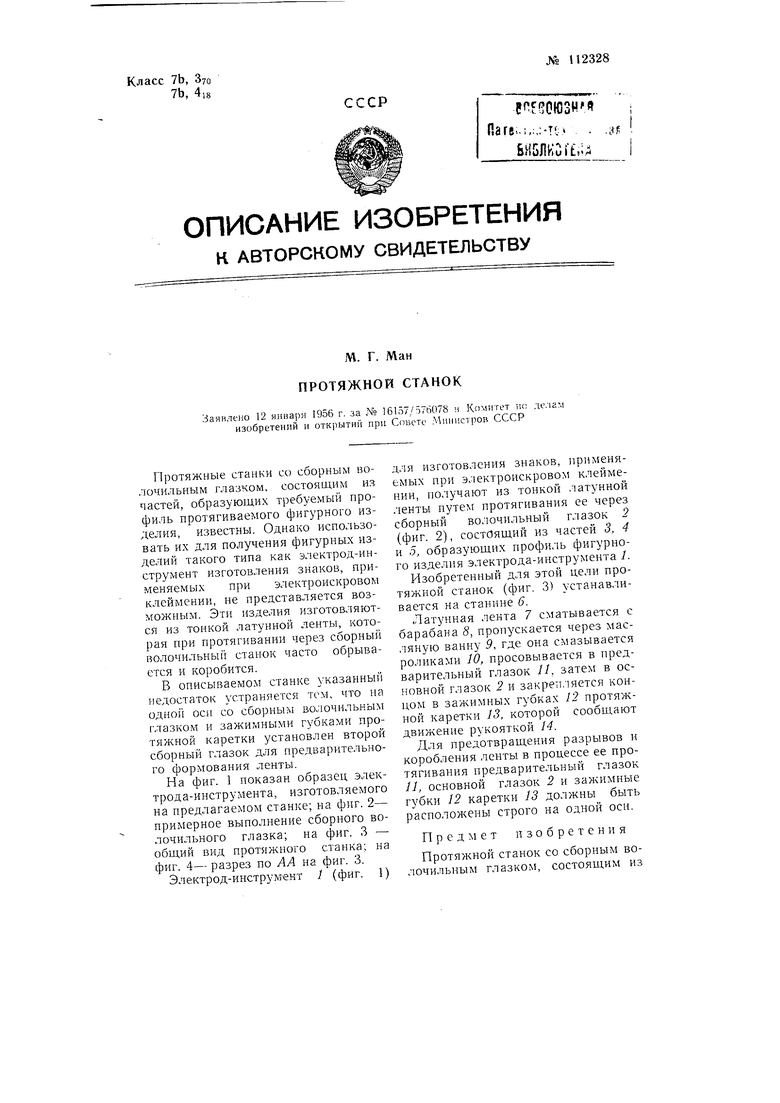
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО | 1973 |
|
SU395218A1 |
| Способ протяжки длинных изделий, в частности, клинков палашей, и станок для осуществления способа | 1948 |
|
SU82661A1 |
| Протяжной станок | 1981 |
|
SU1161285A1 |
| Протяжной станок с автоматической сменой инструмента | 1974 |
|
SU745647A1 |
| Станок для электрохимического маркирования изделий | 1981 |
|
SU1087294A1 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |
| Протяжной станок дуплекс | 1955 |
|
SU113639A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Протяжной станок | 1977 |
|
SU709286A2 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
/«
Фиг. 4 Разрез по /)А
/2
