Изобретение относится к технологической оснастке для холодной листовой штамповки, в частности к устройствам для обрезки полых деталей.
Изобретение может быть использовано в различных отраслях машино- и приборостроения, в радиотехнической и других отраслях промышленности для изготовления полых изделий с поперечным сечением, преимущественно равным 10 X 10 мм, например для обрезки помехозащитных экранов.
Известен щтамп для пробивки окон в стенках полых деталей, который содержит матрицу, комплект пуансонов, установленных с возможностью относительного радиального перемещения и имеющих режущие кромки на пересечении торцовой и боковых поверхностей, толкатель, имеющий сужающийся в направлении рабочих частей пуансонов конец, установленный с возможностью перемещения вдоль оси давления щтампа и взаимодействия с пуансонами. Каждый пуансон в плоскости, совпадающей с осью давления штампа, имеет Г-образную форму 1.
Однако этот штамп не может быть использован для обрезки припуска на торце полой детали.
Наиболее близким к предлагаемому по совокупности существенных признаков и достигаемому эффекту является щтамп для обрезки полых деталей, содержащий матрицу, составной пуансон в виде смонтированных с возможностью относительного радиального перемещения и имеющихрежущие кромки, расположенные на пересечении торцовой и боковых поверхностей, секций, по меньщей мере часть которых снабжена пружинами, прижимающими соответствующие секции в направлении оси давления щтампа, толкатель с сужающимся в направлении матрицы концом, установленный с возможностью перемещения вдоль оси давления щтампа и взаимодействия с секциями 2.
Недостатком известного щтампа является невозможность обрезки припуска в угловых участках деталей, имеющих призматическую форму, и как следствие, невысокое качество изделий такой формы при обрезке на таком щтампе.
Цель изобретения - повышение качества деталей путем исключения неполной обрезки торца.
Поставленная цель достигается тем, что в штампе для обрезки полых деталей, содержащем матрицу, составной пуансон в виде смонтированных с возможностью относительного радиального перемещения и имеющих режущие кромки, расположенные на пересечении торцовой и боковых поверхностей, секций по меньшей мере часть которых снабжена пружинами, прижимающими соответствующие секции в направлении оси давления щтампа, толкатель с сужающимся в направлении матрицы концом, установленный с возможностью перемещения вдоль оси давления щтампа и взаимодействия с секциями, каждая секция в плоскости, перпендикулярной зеркалу матрицы, имеет Г-образную форму, ее конец в плоскости, перпендикулярной поверхности толкателя, взаимодействующей с этой секцией, выполнен трапециевидным, расширяющимся в направлении, противоположном оси давления щтампа, рабочий торец каждой секции расположен наклонно к зеркалу матрицы.
Кроме того, на торцах матрицы и пуансона выполнены пазы и выступы.
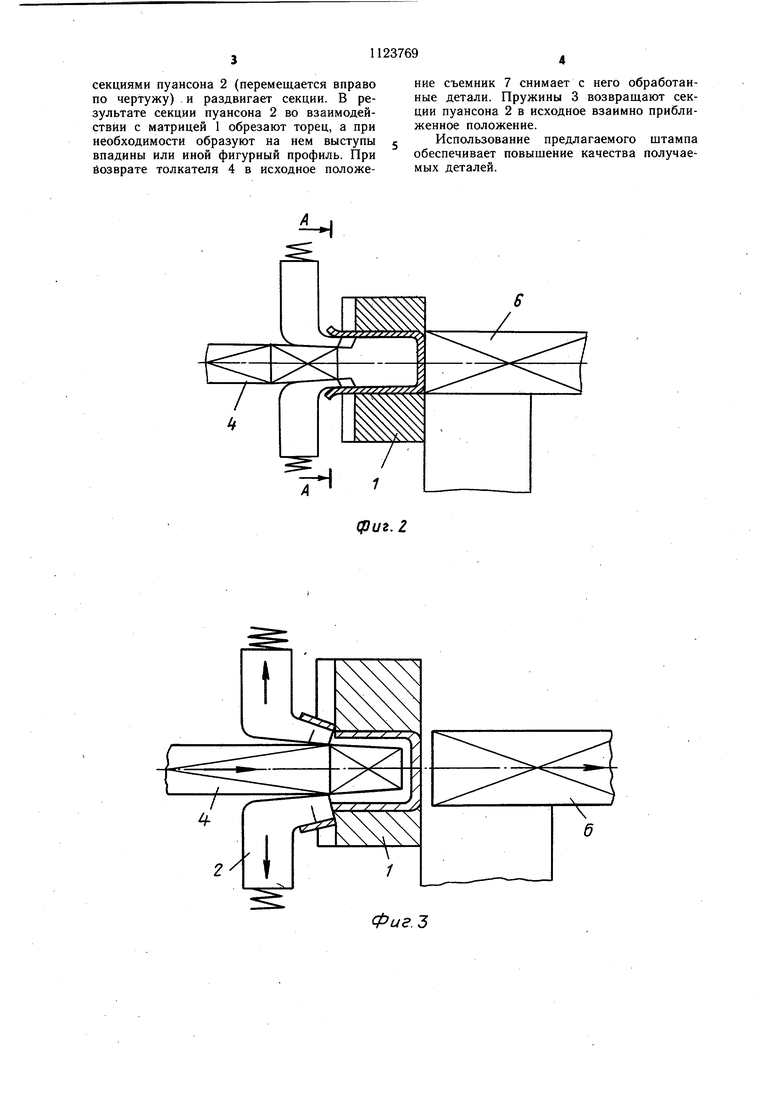
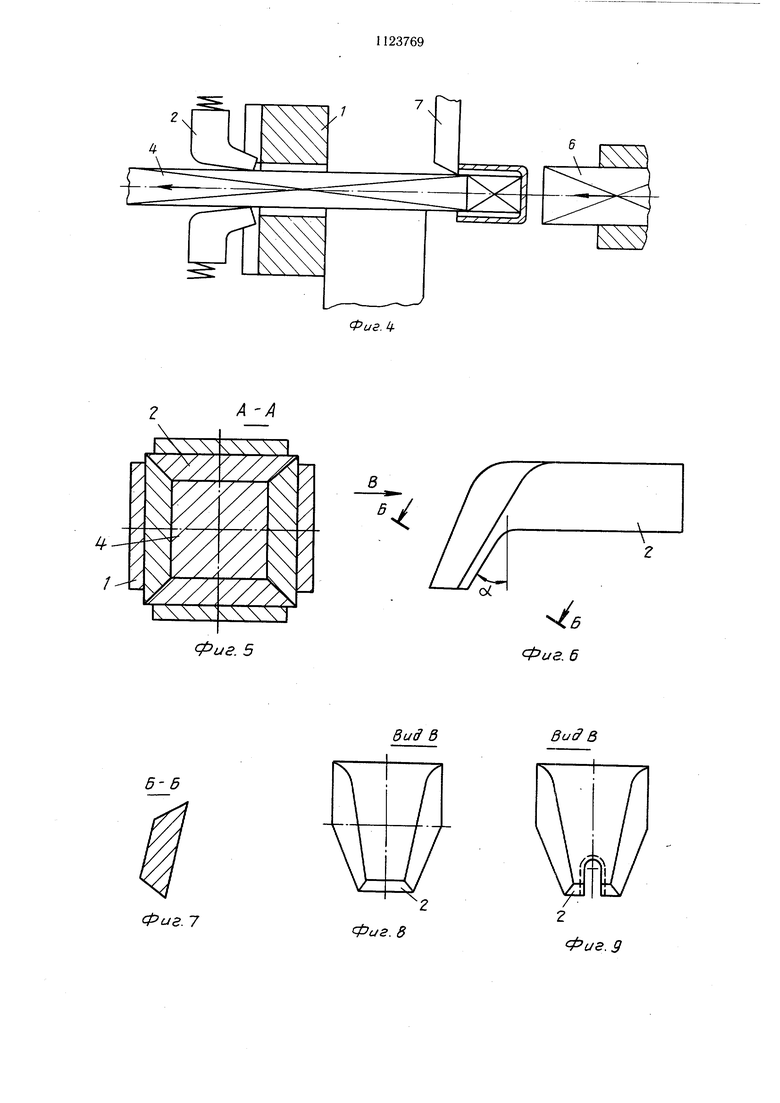
На фиг. 1 - показан штамп, общий вид, в исходном положении; на фиг. 2 - то же, при входе пуансона в полость детали; на фиг. 3 - то же, после обрезки; на фиг. 4 то же, после удаления детали из рабочего окна матрицы; на фиг. 5 - разрез А-А на фиг. 2; на фиг. 6 - одна из секций пуансона; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8-10 - вид В на фиг. 6, варианты выполнения; на фиг. 11 - матрица, вид в плане; на фиг. 12 - разрез Г-Г на фиг. 11; на фиг. 13 - получаемая деталь.
Штамп содержит матрицу 1, пуансон 2, выполненный из секций, снабженных пружинами 3, прижимающими секции в направлении оси давления щтампа, толкатель 4. Матрица 1 выполнена с пазами и выступами на торце. Толкатель 4 имеет сужающийся в направлении зеркала матрицы конец и установлен с возможностью перемещения вдоль оси давления щтампа и взаимо действия с секциями пуансона 2. Секции пуансона 2 в плоскости, перпендикулярной зеркалу матрицы, имеют Г-образную форму, рабочий торец каждой секции расположен наклонно к зеркалу матрицы, конец секции в плоскости, перпендикулярной поверхности толкателя 4, взаимодействующей с этой секцией, выполнен трапециевидным, расширяющимся в направлении, противоположном оси давления щтампа. Штамп снабжен питателем 5 для загрузки обрабатываемыми деталями, щиберо 1 6 для перемещения деталей из питателя 5 в рабочее окно матрицы 1 и съемником 7.
Штамп работает следующим образом.
Шибер 6 проталкивает деталь в рабочее окно матрицы 1. В этот момент секции пуансона 2 находятся в окне матрицы 1, шибер 6 надвигает обрабатываемую деталь на режущий конец секций пуансона 2 и они надрезают торец детали до глубины h (фиг. 13), практически равной высоте рабочего окна матрицы 1. При возврате щибера 6 в исходное положение, толкатель 4 углубляется в полость между
секциями пуансона 2 (перемещается вправо по чертужу) и раздвигает секции. В результате секции пуансона 2 во взаимодействии с матрицей 1 обрезают торец, а при необходимости образуют на нем выступы впадины или иной фигурный профиль. При возврате толкателя 4 в исходное положение съемник 7 снимает с него обработанные детали. Пружины 3 возвращают секции пуансона 2 в исходное взаимно приближенное положение.
Использование предлагаемого штампа обеспечивает повыщение качества получаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для обрезки кромок пустотелых деталей | 1986 |
|
SU1368069A1 |
| Совмещенный штамп | 1976 |
|
SU618163A1 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| УСТРОЙСТВО К ШТАМПУ ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ И ОТХОДОВ С ЗЕРКАЛА МАТРИЦЫ | 1972 |
|
SU429864A1 |

1. ШТАМП ДЛЯ ОБРЕЗКИ ПОЛБ1Х ДЕТАЛЕЙ, содержаш.ий матрицу, составной пуансон в виде смонтированных с возможностью относительного радиального перемеш.ения и имеющих режущие кромки, расположенные на пересечении торцовой и боковых поверхностей, секций, по меньшей мере часть которых снабжена пружинами, прижимающими соответствующие секции в направлении оси давления штампа, толкатель с сужающимся в направлении матрицы концом, установленный с возможностью перемещения вдоль оси давления щтампа и взаимодействия с секциями, отличающийся тем, что, с целью повышения качества деталей путем исключения неполной обрезки торца, каждая секция в плоскости, перпендикулярной зеркалу матрицы, имеет Г-образную форму, ее конец в плоскости, перпендикулярной поверхности толкателя, взаимодействующей с этой секцией, выполнен трапециевидным, расширяющимся в направлении, противоположном оси давления щтампа, рабочий торец каждой секции расположен наклонс @ но к зеркалу матрицы. 2. Штамп по п. 1, отличающийся тем, (Л что на торцах матрицы и пуансона выполнены пазы и выступы. го 00 05 (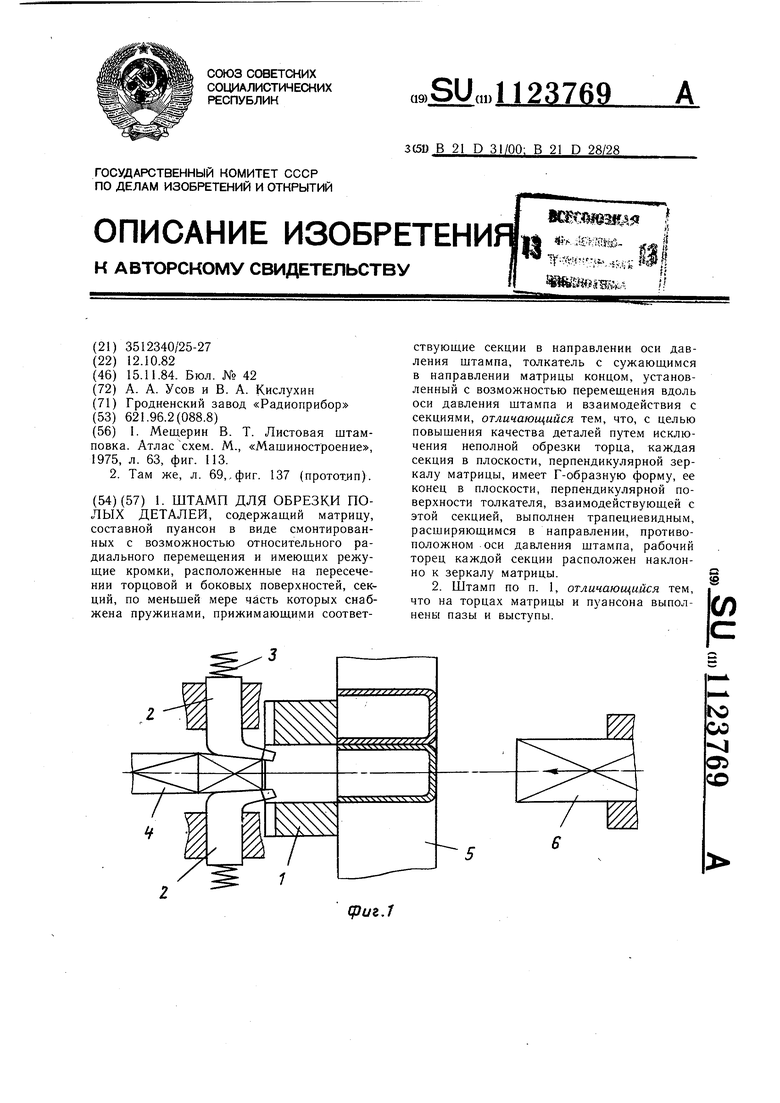
ФигЛ
КУУч
1
фиг. 5
6-6
фиг. 7
Фаг. В
Фае. 9
ви В
фаг. /О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М., «Машиностроение, 1975, л | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, л | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
