. .:
Йаобретение отнрситсй к технологической оснастке для листовой штам повки, в частности к комби1Шрованиым штампам совмещенного действия. : Известен ш-гамп для вытяжки деталей и обрезки края, содержащий соосно установленные в одной части штампа вытяжной и обрезной пуансоны, между которы;ми расположены упругий элемент и прижим, а также расположенную в другой части штампа матрицу для вытяжки IJ .
Однако этот штамп не обеспечивает высокое качество поверхности среза.
Также известен штамп для вытяжки и обрезки, содержащий соосно установ ленные в одной части вытяжной и обрезной пуансоны, упругий элемент, при жим и размещенную в другой части штапа вытяжную Матрицу 2 J .
Однако и этот штамп не обеспечивает высокое качество поверхности среза, так как отрезку производит пуансон перемещаясь вдоль оск штампа, а Мат рица не имеет режущих кромок и tfo сушеству в процессе обрезки не участву
еТ.. :
Также известен штакш для обрезки полых деталей, в котором пуансон для обрезки вьтолнен из упругого мате-
риала, в частностиПолиуретана з .
В этом штампе не предусмотрено совмещегаге операций и обрезки.
Целью изобретения является повьпцение качества поверхности срезйприсов мещеиии операции вытяжкй в обрезки края. Для достижения этой цели на пересече ши боковой поверхности рабочего отверстия Ъытяжной матрицы и ее зеркала Выполнена режущая кромка, пуан
. сон дляобрёаки выполнен из эластичного
5
. материала, а раднально подвешенные пол зушки примыкают в исходном положе1ти к рабочему окну матрицьг и образуют CDJJ-MQCTHD с ней формующую поверхность. Ползушки перемещаются по зеркалу иат рицы. Штамп снабжен мехаз-шамом пере- мешения ползушек.
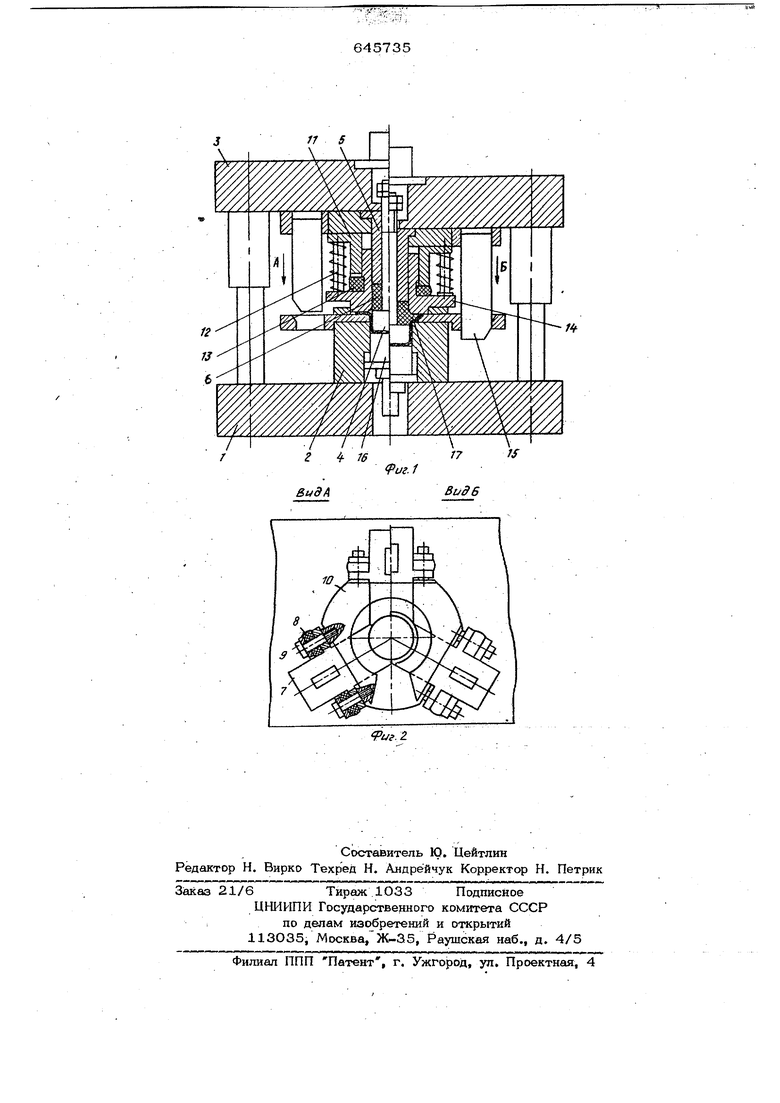
На фиг. 1 показан штамп, общкй вид (слева от оси - в процессе вытяжки,
справа от.оси - в процессе обрезки) .на фиг, 2 - полаушки, вид сверху.
Штамп содержит нияшюю апиту Ij ни которой установлена матрица 2, вериаою плиту 3, на которой ус1ановлены BbiTsu ной пуапсои 4, соосно с mi распопожетсые направляющая втушса 5 и пс мещеиный между ними обрезно й пуансон 6, вьшолвениый из эластичного материала, в чаг/гностй полиуретана. На зеркале Матрицы .расположены полаушки 7, в исходном пблбжении примыкающие к DT- вёрстию матрицы и образуюшне совмбст но с матрицей формутоыгую поверзшость. Поязушки снабжены прунаша ми 8, выиолйёнными из полиуретана, и эакрёйлё1а 1 винтами 9. На зеркале матрицы З&креплей также трафарет Ю. . На верхнез плите установлено прйдсимйое кольцо Д. 1, которое через. пр1г1шны 12и полиуретановое кольцо 13 взаимодействует с прижимом-съемником 14 На верхней плите закреплены клинья
13,а в отверстии матрицы установлен выталкиватель 16. -
Штамп работает следующим образом.
Заготовку укладывают в трафарет 10 При опускагши верхней .плиты 3 прижимсъемгаж 14 поджимает заготовку к зеркалу матрицы 2, Пружины 8 поджимают ползушки 7 в. направлении оси Штамйаи устанайливаются таким обраdoM, что совместно с поверХ1гостыо, ограничивающей рабочее отверстие матрицы, образуют формующую поверхность. Вытяжной пуансон 4 опускается в отверстие матрицы :и вытягивает заroifовку, при этом выталкиватель 16, перёмеййетсй гвниз. По окончании процесса вытяжки верхняя йлита 3 продошкает перемешаться вниз, клинья 15 пёремёщакуг ползушки 7 в направлении от оси штампа. При этом образуется свободное пространство между ползушками и заготовкой. Кольцо 13 и пружины 12 создают дополниTejffcHoe давление на прижим-съёмник
14,необходимое для создания закрыто го объема, направляющая втулка 5 передает давление на обрезной пуансон 6,
последний взаимодействует с режущей кромкой 17, вьшолненной на матрице, и обрезает край. вь1тя1гутой детали.
При возвращении подвижных, частей штампа в исходное положение прижимсъемник 14 снимает деталь и отход с вытяжного пуансона 4.
При осуществлении вытяжки деталей ис1шючаются трудоемкие операции подготовки и обрезки края на описываемом штампе и установки обрезного пуансона, а также повышается качество поверхньсти среза;
J) о р м у л а изобретения
Штамп для вытяжки деталей и обрезки края, содержащий расположенные в одной части щтампа пуансон для вытяжш, пуансон для обрезки, снабжен- ный узлом передачи на него усилий от приводами йодпружиненный прижим, а также расположенную в другой части штампа матрицу для вытяжки, о т л ич а ю щ и и с я тем, что, с целью повышения качества поверхности среза на пересечении боковой пб верхности рабочего отверстия вытяжной матрицы и ее зеркала выполнена режущая кромк а,
пуансон для обрезки выполнен из эластичного материала и штамп снабжён радиально подвижными ползушками, примьнсающими в исходном положении к рабочему/окну ., образующими вместе с ней формующую поверхность и перемещаемыми пЬ ее зеркалу, а также механизмом ггх перемещения.
Источники -информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 228656, кл. В 21 ЗЭ 22/30, 31.10.66.
2.Авторское свидетельство СССР 469515, кл. В 21 D 22/06,
25.06.73.:„
З; Журнал Eng- neerGnSHt, 1973 г., 236/ № 6104, стр. 48-49, статья Hoe bgfun )e academic worW jg-ives rotJtor forming anew Bease of eife 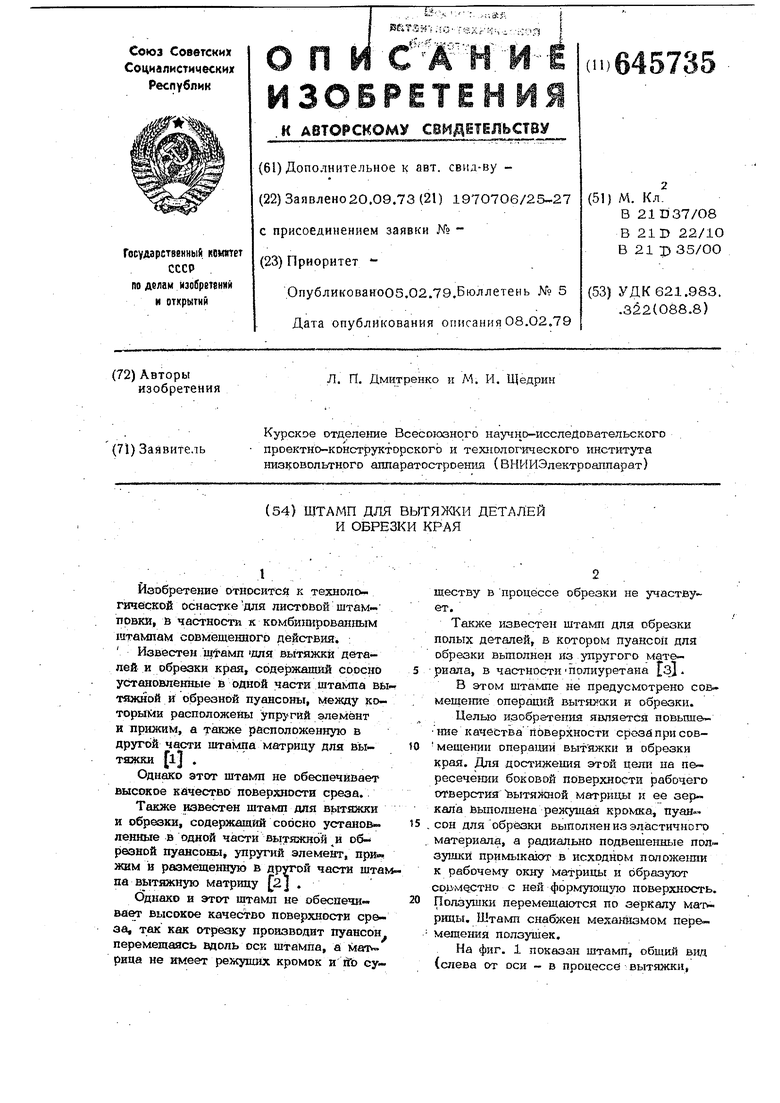
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| Штамп для вытяжки и обрезки | 1975 |
|
SU645730A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |