(Л
ЮаЛ
С 05 4 4
13
и обаботки. Две кондукторные плиты установлены - одна 3 - на позиции контроля целостности инструмента, другая 4 - на позиции обработки, кондукторные втулки 5 которых предназначены для направления инструмента 6 соответственно во время контроля инструмента и во время обработки отверстий в рабочей зоне коробки 2. Каждая из плит соединена со шпиндельной коробкой 2 парой подпружиненных штанг 7. На корпусе каждой плиты смонтировано по два жестких упора 8. На корпусе станка закреплена рама 9
10
с подвижным в вертикальном направлении толкателем 10 от привода 11 возвратно-поступательного перемещения. На толкателе 10 жестко закреплен кронштейн 12 с установленными на нем чувствительными датчиками 13,. количество и расположение которых соответствует количеству и расположению контролируемых инструментов 6, Кроме того, на кронштейне 12 установлены два жестких копира 14, располагающихся при контроле оппозитно двум жестким упорам 8 на каждой из кондукторных плит 3,4. 3 ил.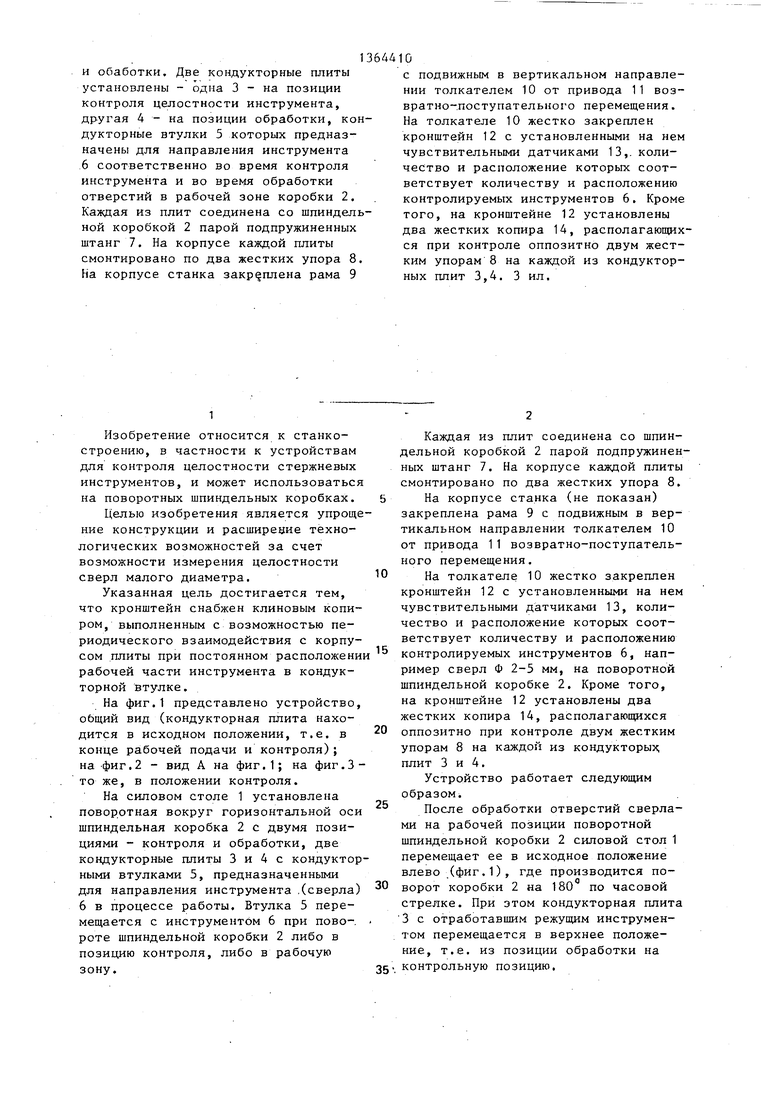
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Устройство для контроля целостности режущих инструментов | 1976 |
|
SU611735A1 |
| Устройство для контроля целостности режущих инструментов | 1983 |
|
SU1123795A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2290302C1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| Многошпиндельный вертикальный станок | 1976 |
|
SU650785A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |

Изобретение относится к области станкостроения, в частности к устройствам для контроля целостности стержневых инструментов, и может использоваться на поворотных шпиндельных коробках. Целью изобретения является упрощение конструкции и расширение технологических возможностей за счет возможности измерения целостности свариваемого диаметра. На сотовом столе установлена поворотная вокруг горизонтальной оси шпиндельная коробка 2 с двумя позициями - контроля
1
Изобретение относится к станкостроению, в частности к устройствам для контроля целостности стержневых инструментов, и может использоваться на поворотных шпиндельных коробках.
Целью изобретения является упрощение конструкции и расширение технологических возможностей за счет возможности измерения целостности сверл малого диаметра.
Указанная цель достигается тем, что кронштейн снабжен клиновым копиром, выполненным с возможностью периодического взаимодействия с корпусом плиты при постоянном расположени рабочей части инструмента в кондукторной втулке.
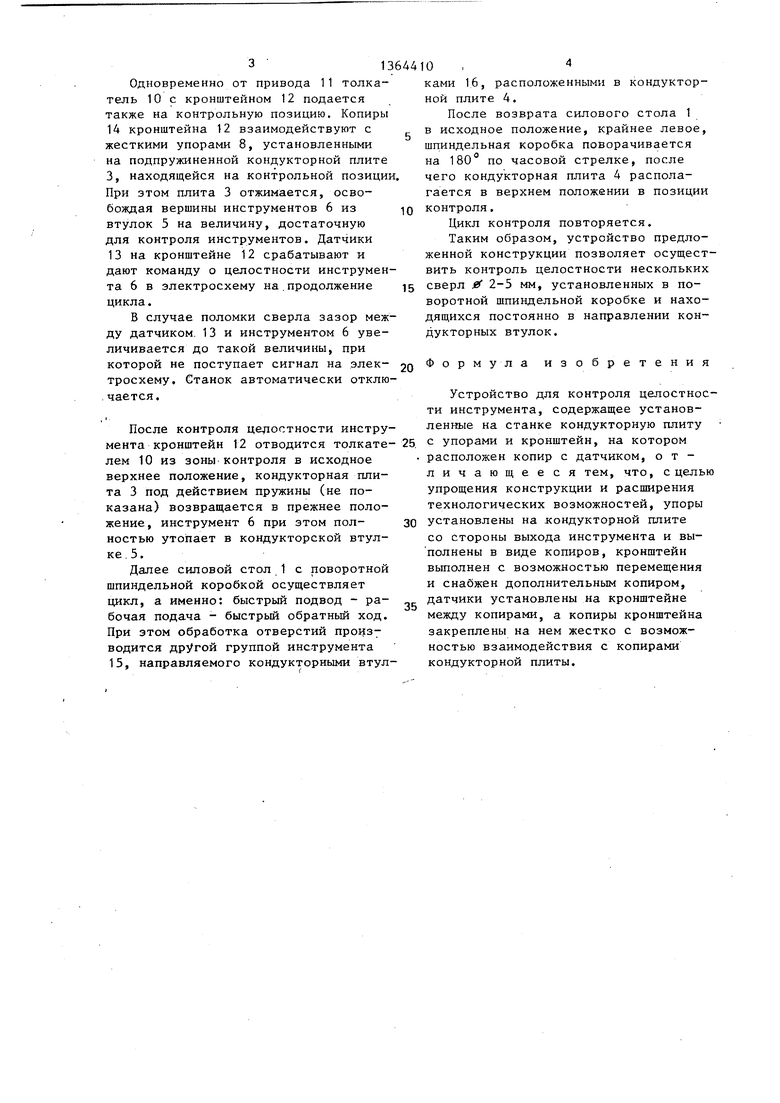
На фиг.1 представлено устройство, общий вид (кондукторная плита находится в исходном положении, т.е. в конце рабочей подачи и контроля); на-фиг,2 - вид А на фиг.1; на фиг.З- то же, в положении контроля.
На силовом столе 1 установлена поворотная вокруг горизонтальной оси шпиндельная коробка 2 с двумя позициями - контроля и обработки, две кондукторные плиты 3 и 4 с кондукторными втулками 5, предназначенными для направления инструмента .(сверла) 6 в процессе работы. Втулка 5 перемещается с инструментом 6 при пово-. роте шпиндельной коробки 2 либо в позицию контроля, либо в рабочую зону.
Каждая из плит соединена со шпиндельной коробкой 2 парой подпружиненных штанг 7. На корпусе каждой плиты смонтировано по два жестких упора 8. На корпусе станка (не показан) закреплена рама 9 с подвижным в вертикальном направлении толкателем 10 от привода 11 возвратно-поступательного перемещения.
На толкателе 10 жестко закреплен кронштейн 12 с установленными на нем чувствительными датчиками 13, количество и расположение которых соответствует количеству и расположению контролируемых инструментов 6, например сверл Ф 2-5 мм, на поворотной шпиндельной коробке 2. Кроме того, на кронштейне 12 установлены два жестких копира 14, располагающихся оппозитно при контроле двум жестким упорам 8 на каждой из кондукторы плит 3 и 4.
Устройство работает следующим образом.
После обработки отверстий сверлами на рабочей позиции поворотной шпиндельной коробки 2 силовой стол 1 перемещает ее в исходное положение влево (фиг.1), где производится поворот коробки 2 на 180 по часовой стрелке. При этом кондукторная плита 3 с отработавшим режущим инструментом перемещается в верхнее положение, т.е. из позиции обработки на
контрольную позицию.
3 13
Одновременно от привода 11 толкатель 10 с кронштейном 12 подается также на контрольную позицию. Копиры 14 кронштейна 12 взаимодействуют с жесткими упорами 8, установленными на подпружиненной кондукторной плите 3, находящейся на контрольной позиции При этом плита 3 отжимается, освобождая вершины инструментов 6 из втулок 5 на величину, достаточную для контроля инструментов. Датчики 13 на кронштейне 12 срабатывают и дают команду о целостности инструмента 6 в электросхему на.продолжение цикла.
В случае поломки сверла зазор между датчиком. 13 и инструментом 6 увеличивается до такой величины, при которой не поступает сигнал на элек- тросхему. Станок автоматически отклю- .чается.
После контроля цедостности инструмента кронштейн 12 отводится толкате- лем 10 из зоны контроля в исходное верхнее положение, кондукторная плита 3 под действием пружины (не показана) возвращается в прежнее положение, инструмент 6 при этом пол- ностью утопает в кондукторской втулке. 5.
Далее силовой стол 1 с поворотной шпиндельной коробкой осуществляет цикл, а именно: быстрый подвод - ра- бочая подача - быстрый обратный ход. При этом обработка отверстий производится другой группой инструмента 15, направляемого кондукторньши втул10 ,
ками 16, расположенными в кондукторной плите 4.
После возврата силового стола 1 в исходное положение, крайнее левое, шпиндельная коробка поворачивается на 180° по часовой стрелке, после чего кондукторная плита 4 располагается в верхнем положении в позиции контроля.
Цикл контроля повторяется.
Таким образом, устройство предложенной конструкции позволяет осуществить контроль целостности нескольких сверл f 2-5 мм, установленных в поворотной шпиндельной коробке и находящихся постоянно в направлении кондукторных втулок.
Форм у л а изобретения
Устройство для контроля целостности инструмента, содержащее установленные на станке кондукторную плиту с упорами и кронштейн, на котором расположен копир с датчиком, отличающееся тем, что, с целью упрощения конструкции и расширения технологических возможностей, упоры установлены на кондукторной плите со стороны выхода инструмента и выполнены в виде копиров, кронштейн выполнен с возможностью перемещения и снабжен дополнительным копиром, датчики установлены на кронштейне между копирами, а копиры кронштейна закреплены на нем жестко с возможностью взаимодействия с копирами кондукторной плиты.
бидА
Фиг.2
Bu9A
ФигЗ
| Устройство для контроля целостности режущих инструментов | 1976 |
|
SU611735A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
