/6 Ш
75
12 11
Фиг.1
Изобретение относится к машиностроению и может быть использовано для закрепления сплошных листовых деталей при обработке их по наружному контуру, преимуш,ественно, на станках с программным управлением.
Известны приспособления для закрепления деталей при их обработке по наружному контуру, например универсальное пневмогидравлическое быстропереналаживаемое приспособление для закрепления при обработке плоскостных и мелкокорпусных деталей. На его верхней плоскости выполнена сетка точных и точно расположенных Т-обра ных пазов. Встроенные гидроцилиндры позволяют компоновать различные зажимные наладки 1.
Однако для полной обработки замкнутого контура необходима переустановка деталей с перезакреплением, на что затрачивается дополнительно время, а также вносятся погрешности при перебазировании.
Наиболее близким к предлагаемому является приспособление для закрепления деталей при их обработке по наружному контуру, выполненное в виде корпуса с поворотной плитой и установленного с возможностью йеремешения от привода кронштейна, несушего зажимной элемент. После обработки по контуру поверхностей, доступных для обработки, поворотную плиту с установленной на ней обрабатываемой деталью поворачивают на 180° и обрабатывают остальные поверхности, доступные обработке. При повороте обрабатываемая деталь своей ориентации не теряет, так как момент трения, возникающий между деталью и опорой, на которой она установлена, многократно превышает момент трения, возникаюш,ий между деталью и зажимным элементом. Но при обработке деталей из высокопрочных материалов, когда необходимо большое усилие зажима в приспособлениях такого типа для вращения поворотной плиты, должен быть привод большой мош,ности, так как все усилия зажима детали целиком передаются на направляющие поворотной плиты, в которых и возникает большой момент трения. Кроме того, из-за больших удельных давлений имеет место ускоренный износ направляющих поворотной плиты. Таким образом, обработка сплошных листовых деталей из высокопрочных материалов в приспособлениях такого типа нецелесообразна.
Цель изобретения - расширение технологических возможностей приспособления.
Поставленная цель достигается тем, что в приспособлении, выполненном в виде корпуса в поворотной плитой и установленного с возможностью перемещения от привода кронштейна, несущего зажимной элемент, указанный привод выполнен в виде силовых цилиндров, один из которых установлен
в корпусе, другой - в кронштейне, а их поршни размещены на общем штоке, при этом зажимной элемент выполнен подпружиненным.
Такое выполнение приспособления позюляет закреплять детали из высокопрочных материалов при их обработке по контуру.
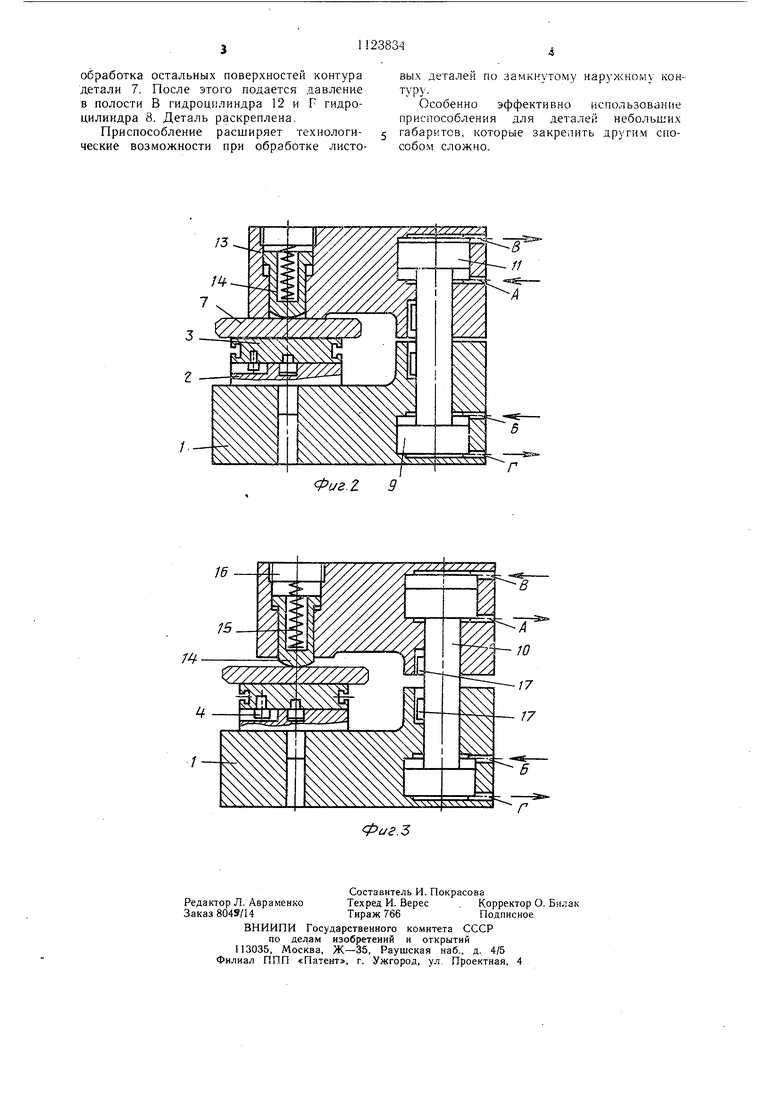
На фиг. 1 схематично изображено приспособление в исходном положении, общий вид; на фиг. 2 -- то же, з положении закрепления детали; на фиг. 3 - то же, в положении перед поворотом поворотной плиты.
На корпусе 1 установлена поворотная плита 2, на которую устанавливается быстросменный переходник 3 с помощью двух штырей 4 и 5. Каждая деталь из группы обрабатываемых деталей обрабатывается со своим переходником 3. На переходнике 3 выполнены Т-образные пазы для установки быстросъемных базовых упоров 6, по которым ориентируется при установке обрабатываемая деталь 7. В кфпусе 1 установлен тидроцилиндр 8 с поршнем
9, на штоке 10 которого закреплен второй поршень И, смонтированный в гидроцилиндре 12, установленном в подвижном кронштейне 13. В последнем концентрично оси поворотной плиты 2 установлен зажимной
элемент 14 со сферическим торцом, находящийся под воздействием пружины 15, усилие которой регулируется пробкой 16. Для сохранения положения элемента 14 служат шпонки 17, установленные на штоке 10 и взаимодействующие с корпусом 1 и
подвижным кронштейном 13.
Обрабатываемая деталь 7 устанавливается на переходник 3, базируется по быстросъемным базовым упорам 6, после чего
давление подается в полость А гидроцилиндра 12 и полость Б гидроцилиндра 6. Деталь 7 закрепляется (фиг. 2). Снимаются быстросъемные упоры 6 и обрабатываются все доступные для режущего инструмента поверхности контура детали 7.
После этого снимается давление в полости А и подается в полость В гидропилиндра 12, и подвижный кронштейн 13 принимает положение, показанное на фиг. 3. Подвижный кронштейн 13 отходит от детали 7, и она
остается закрепленной пружиной 15 через элемент 14. Производится поворот плиты на 180° при разгруженных направляющих этой плнты. При этом деталь 7 не теряет своей ориентации, т. е. момент трения между деталью 7 и переходником 3 многократно
превышает момент трения между деталью 7 и. элементом 14. Подается давление в полость А гидроцилиндра 12, и деталь 7 снова закрепляется (фиг. 2). Производится
3 1123834
обработка остальных поверхностей контуравых деталей по замкнутому нар) кондетали 7. После этого подается давлениетуру.
в полости В гидроцилиндра 12 и F гидро-Особенно эффективно использование
цилиндра 8. Деталь раскреплена.приспособления для деталей небольших
Приспособление расширяет технологи-g габаритов, которые закрепить другим споческие возможности при обработке листо-собом сложно.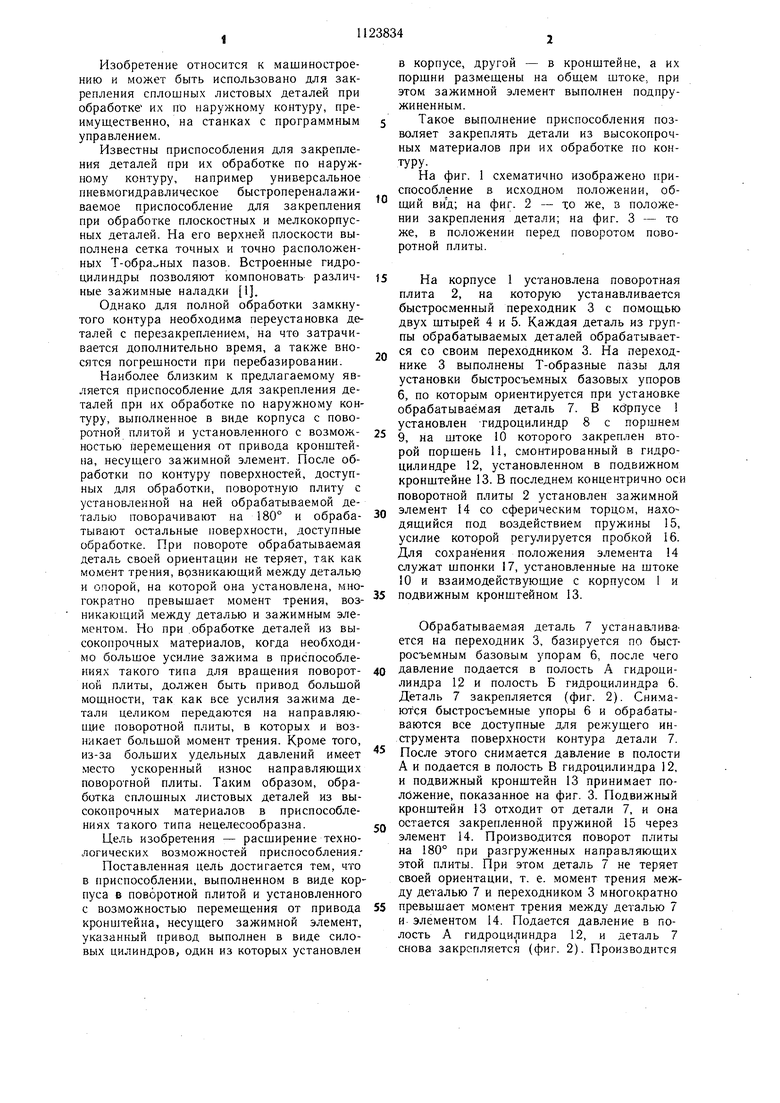
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстропереналаживаемое автоматизированное устройство | 1982 |
|
SU1088915A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1731611A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Поворотное устройство | 1989 |
|
SU1731590A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1328074A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Приспособление для установкиОбРАбАТыВАЕМОй дЕТАли | 1979 |
|
SU806354A1 |
| Устройство для зажима полых деталей | 1982 |
|
SU1110598A1 |
БЫСТРОПЕРЕНАЛАЖИВАЕМОЕ ПРИСПОСОБЛЕНИЕ для закрепления деталей при их обработке по наружному контуру, выполненное в виде корпуса с поворотной плитой и установленного с возможностью перемещения от привода кронштейна, несущего зажимной элемент, отличающееся тем, что, с цедью расширения технологических возможностей, привод перемещения кронштейна выполнен в виде силовых цилиндров, один из которых установлен в корпусе, другой - в кронштейне, а их поршни размешены на общем штоке, при этом зажимной элемент выполнен подпружиненным.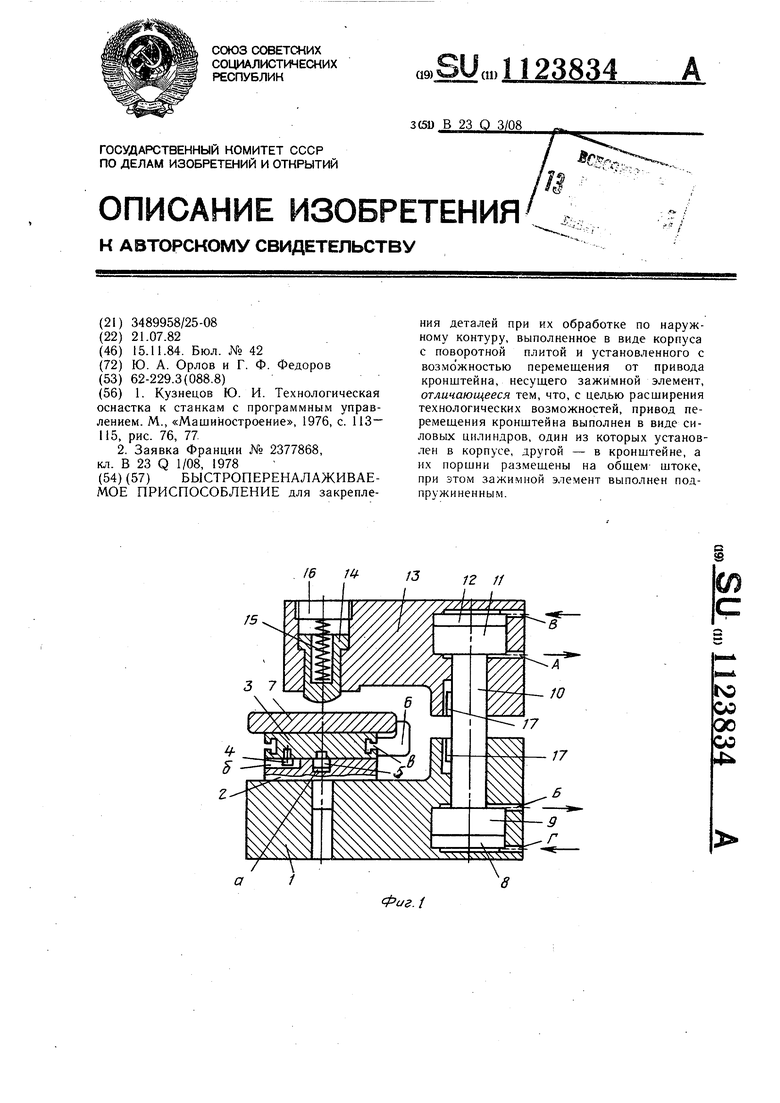
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнецов Ю | |||
| И | |||
| Технологическая оснастка к станкам с программным управлением | |||
| М., «Машиностроение, 1976, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| рис | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ ПЕРСИКОВ | 2009 |
|
RU2377868C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
