щуп-копир трения качения. Устройство состоит из корпуса, в котором расположены шпиндель с копиром 13 и обрабатываемой заготовкой и с возможностью углового и осевого перемещения копирный вал 16, На последнем смонтирован держатель щупа, выполненный в виде поворотного корпуса 18 с лимбом 19, несущего два кронштейна 21, на которых на oitopax качения 22 установлены взаимно перпендикулярные призмы 23, в которых размещен копирный шарообразный щуп 24,
1
Изобретение относится к станкостроению, а именно к конструкциям шпиндельных головок для обработки деталей вращения, в частности порш- ней двигателей внутреннего сгорания.
Целью изобретения является повышение долговечности работы оборудо- Е1ания путем создания в паре щуп- копир трения качени я,
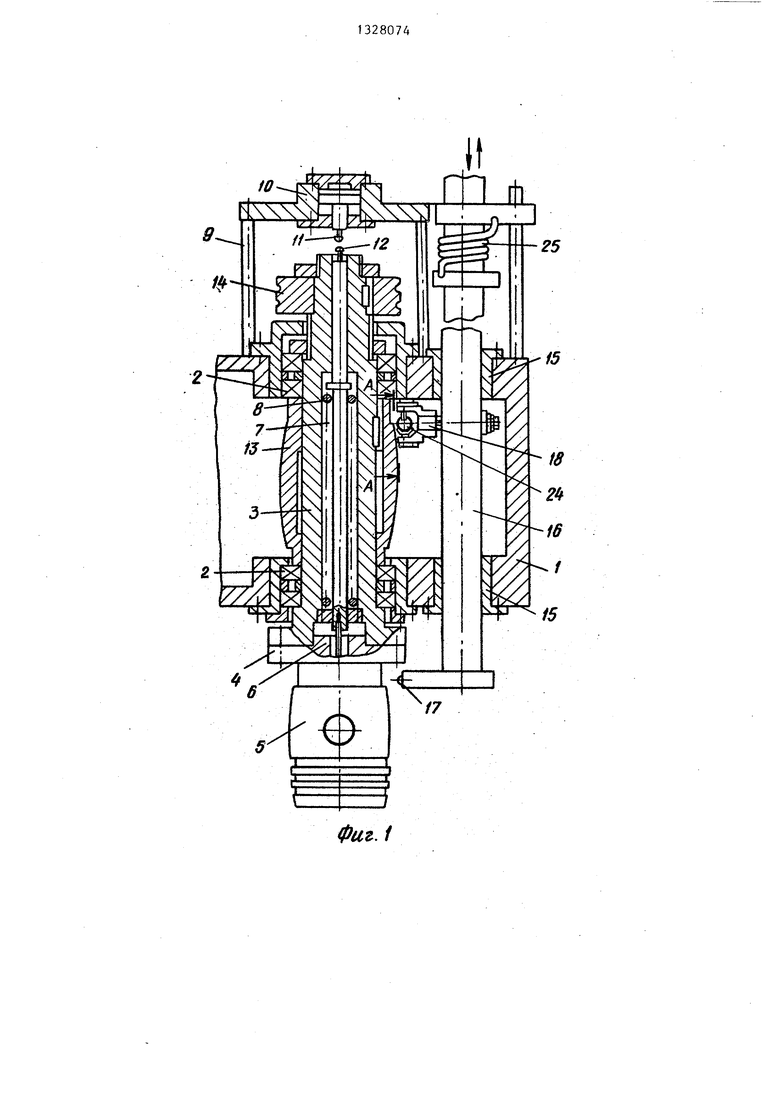
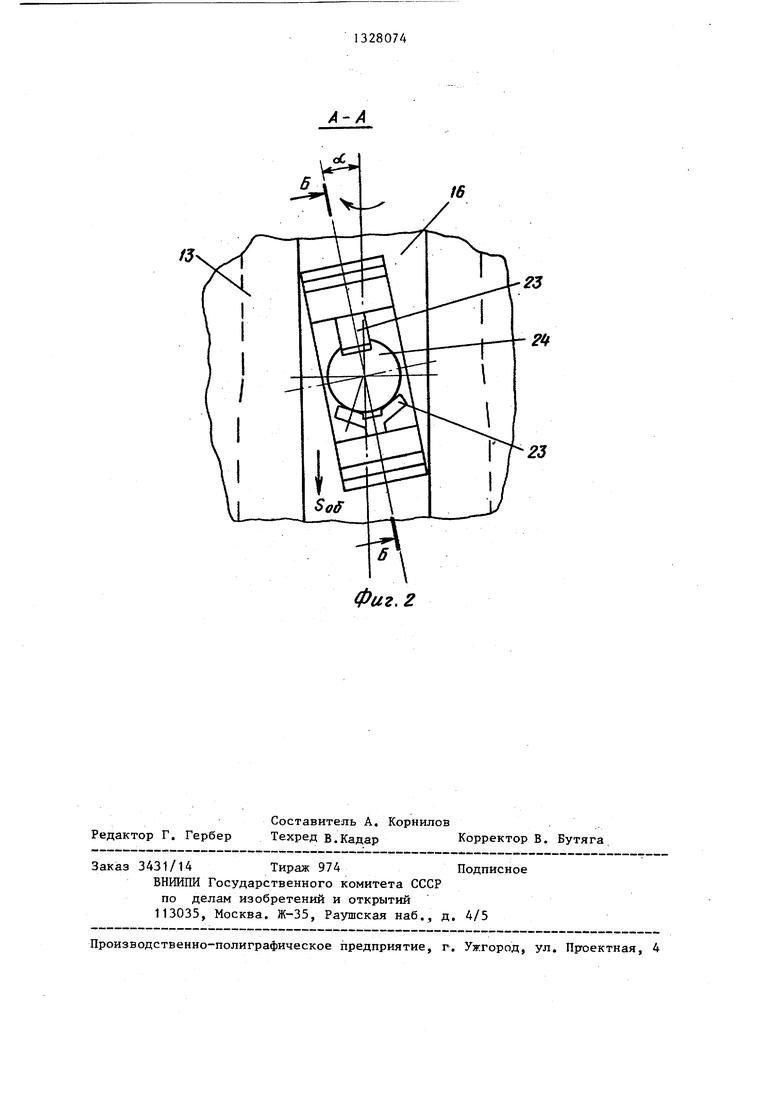
На фиг, 1 - изображена шпиндельная головка, продольный разрез; на фиг, 2 - сечение А-А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг, 2,
В корпусе 1 головки на двух опо- pax 2 качения смонтирован полый шпиндель 3, на фланце которого установлено зажимное приспособление 4 для закрепления детали вращения - поршня 5, Зажимной элемент 6 с приспо- соблением соединен посредством тяги 7 с пружиной 8. На колонках 9 смонтирован отжимной гидроцилиндр 10, упор 11 которого закреплен соосно упору 12 тяги 7, Между опорами 2 шпинделя ус- тановлена распорная втулка 13, на наружной поверхности которой выполнен объемный копирный профиль, а на консольном крнце шпинделя - шкив 14 привода вращения,
Параллельно шпинделю в корпусе 1 во втулках 15 установлен с возможностью углового и осевого перемеще- гия копирньй вал 16 с обточным резцом 17,
.
На копирном валу 16 смонтирован держатель щупа, выполненный в виде поворотного корпуса 18 с лимбо1м 19,
Ось вращения призм 23 и щупа 24 наклонена к продольной оси копира под углом oi , величина которого определяется из условия {/ arctg D , где S pj - величина линейного перемещения щупа за один оборот копира, коп диаметр копира. При вращении копира 13 шарообразный щуп 24 с призмами. 23 вращается в подшипниках, а следовательно, в поперечном направлении в паре щуп-копир имеет место трение качения, при котором значительно уменьшается износ щупа, 3 ил.
.
5 0 5 0
5
несущего два установленных через компенсационные планки 20 кронштейна 21, в которых смонтированы на опорах качения (подшипниках) 22 взаимно перпендикулярные призмы 23, в которых установлен шарообразный щуп 24, Ось вращения призм 23 и щупа 24 наклонена к продольной оси копира 13 под углом d , определяемым по формуле
сХ arctg ,
kofi
где Spg. - величина линейного перемещения щупа за один оборот копира; коп диаметр копира.
Траектория щупа складывается из двух движений - линейнЬго вдоль оси копира и вращательного от вращения копира, т,е, направлена по винтовой линии под некоторым углом d , vo для уменьшения величины тренья от углового скольжения щупа, ось вращения щупа также наклонена к продольной оси копира под углом d ,
Угол 0 определяется из векторного прямоугольного треугольника, катетами которого являются линейные величины - перемещение щупа в продольном направлении за один оборот копира и описываемый щупом диаметр копира за один оборот копира.
Поджим щупа 24 к копирному профилю втулки 13 и резца 17 к заготовке 5 обеспечивается пружиной 25 кручения.
Шпиндельная головка работает следующим образом.
В исходном положении шток поршня гидроцилиндра 10 упором 11 контактирует с упором 12, перемещая тягу 7 и сжимая пружину 8. При этом элемент 6 зажимного приспособления отжат. Обрабатываемая деталь - поршень 5 устанавливается в зажимное приспособление 4. Подается команда на перемещение штока гидроцилиндра вверх. При этом упрр 11 отходит от упора 12 и пружина 8, перемещая тягу 7, через зажимной элемент 6 закрепляет обрабатываемую деталь. При включении автоматического цикла работы головки включается вращение шпинделя посредством шкива 14 и осевое перемещение копирного вала 16. Совершая качатель- ное и осевое перемещения, копирный вал 16 переносит посредством щупа 24 и резца 17 заданный объемный профиль с копира на заготовку поршня.
Так как при вращении копира 13 щуп 24 совместно с призмами 23 вращается в подшипниках 22, то в поперечном направлении в паре щуп-копир имеет место трение качения, при котором значительно уменьшается износ щупа и, следовательно, повышается его стойкость.
Применение предложенного устройства позволяет повысить долговечность работы оборудования путем обеспечения в паре щуп-копир трения качения.
Формула изобретения
Шпиндельная головка для копирной обработки деталей вращения, содержащая корпус, в котором с возможностью вращения установлен полый шпиндель, несущий зажимное приспособление и объемный копир, а также смонтированный параллельно шпинделю с возможностью углового и осевого перемещения копирный вал с резцом и подпружиненным на копир шарообразным щупом, отличающаяся тем, что, с .целью повьш1ения долговечности работы головки путем создания в паре щуп- копир трения качения, шпиндельная головка снабжена держателем шарообразного щупа, выполненным в виде установленного на копирном валу с возможностью фиксированного поворота корпуса,, в котором перпендикулярно друг другу и с возможностью вращения смонтированы две призмы, в которых размещен шарообразный щуп, причем ось вращения призм с копирным щупом расположена к продольной оси копира под углом oi , величина которого определяется из условия
S
ТОмТ
где Spj - величина линейного перемещения копирного щупа за один оборот копира; коп диаметр копира.
fl arctg
25
15
Л
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1985 |
|
SU1256860A2 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1315146A2 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1393530A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
Изобретение относится к области станкостроения, а именно к конструкциям шпиндельных головок для обработки деталей вращения, в частности поршней двигателей внутреннего сгорания. Целью изобретения является повышение долговечности работы оборудования путем создания в паре IS (Л С IS ее N9 00 о 4 18 г Фиг.З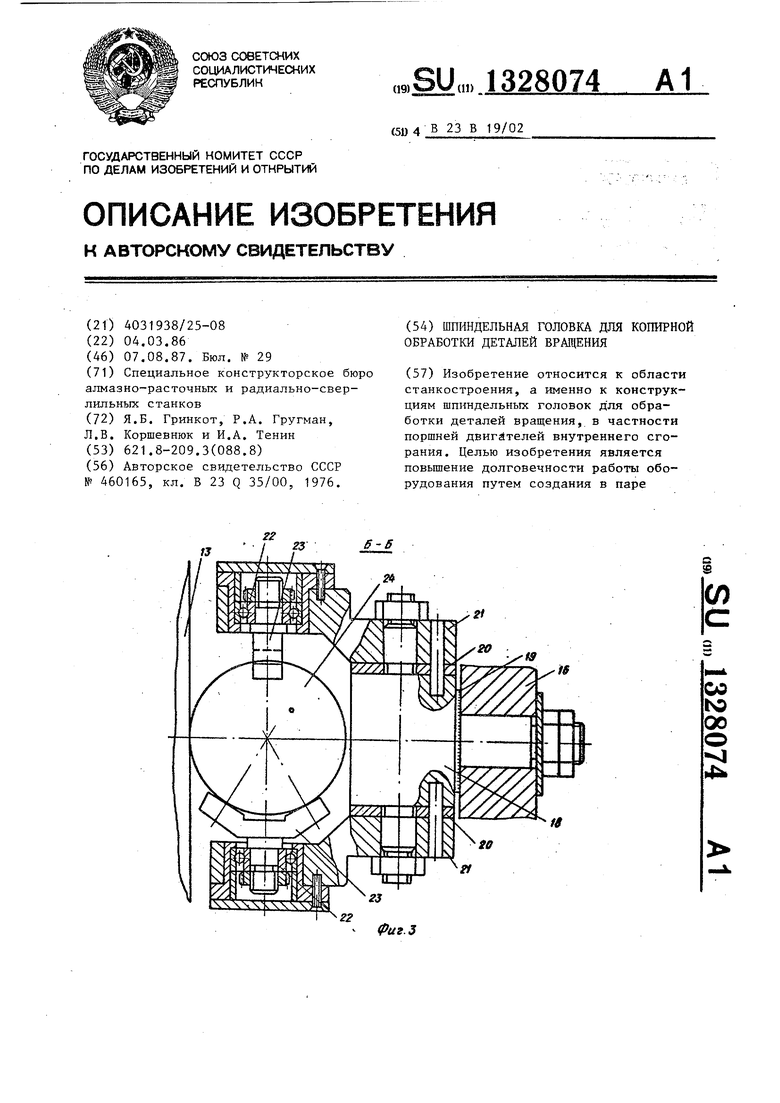
Фиг.1
23
Редактор Г, Гербер
Составитель А, Корнилов
Техред В.Кадар Корректор В. Бутяга
Заказ 3431/14 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва. Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Копирное устройство к металлорежущему станку | 1973 |
|
SU460165A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
